[摘要]論述AOD投料系統(tǒng)的PLC控制,結(jié)合HMI操作畫而重點(diǎn)分析PLC控制的核心部分:料批的處理,同時(shí)還介紹了一些操作模式、一個(gè)爐攻內(nèi)所用到的各種批次以及與上位機(jī)的通信等內(nèi)容。
[關(guān)鍵詞]料批;稱重;加料順序
前言
AOD投料系統(tǒng)采用西門子PCS7控制系統(tǒng),通過一臺(tái)單獨(dú)的S7—400來控制各個(gè)設(shè)備的運(yùn)行。整個(gè)投料系統(tǒng)的控制分自動(dòng)模式和計(jì)算機(jī)模式,在自動(dòng)模式下操作人員只需在HMI畫面上輸入各種設(shè)定值并確認(rèn),程序?qū)⒆詣?dòng)控制設(shè)備的運(yùn)行。在計(jì)算機(jī)模式下,各種設(shè)定值將直接通過上位機(jī)也下傳到L1并顯示在L1的料批表畫面上,操作人員確認(rèn)后程序?qū)⒆詣?dòng)控制設(shè)備的運(yùn)行。
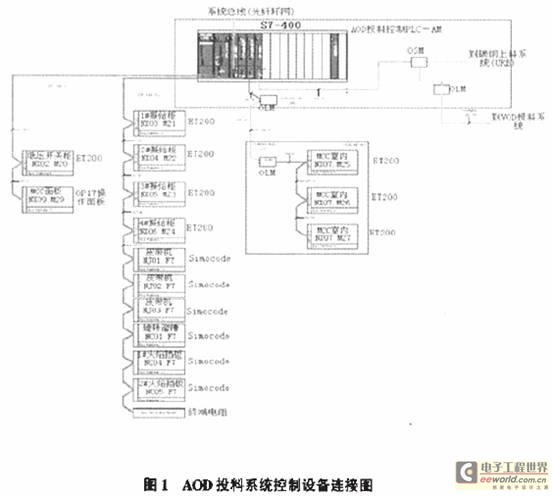
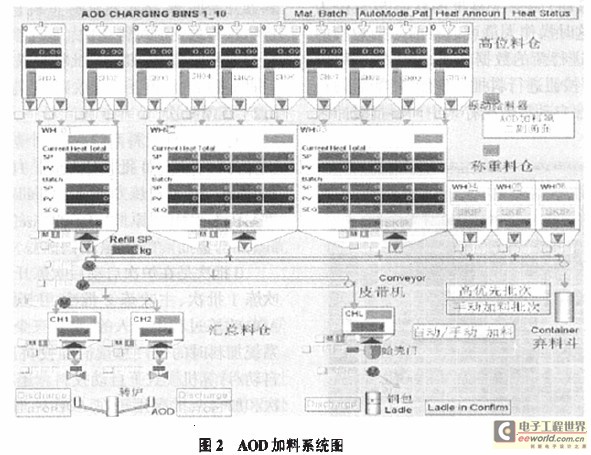
整個(gè)AOD投料系統(tǒng)的控制設(shè)備主要包括1臺(tái)兩門子S7-400 PLC、8個(gè)ET200、6個(gè)Simocode及用于通信網(wǎng)絡(luò)連接的OSM、OLM等,如圖1所示。現(xiàn)場設(shè)備主要包括:(1)20個(gè)高位料倉(SH)及22個(gè)振動(dòng)給料器,(2)6個(gè)稱重料倉(WH)及振動(dòng)給料器,(3)3條可逆皮帶機(jī),(4)2個(gè)到轉(zhuǎn)爐的匯總料倉(CH)及振動(dòng)給料器,(5)1個(gè)到AOD鋼包去的匯總料倉(CHL)及蛤殼門等,如圖2所示。
2 控制模式
對于AOD投料控制系統(tǒng)來說,根據(jù)控制對象的不同可以分為兩種,一種為單體設(shè)備的控制模式,也叫驅(qū)動(dòng)模式(Drive mode),另一種為整個(gè)投料系統(tǒng)的控制模式,也叫系統(tǒng)模式(System mode)。單體設(shè)備的驅(qū)動(dòng)模式分為:現(xiàn)場模式、手動(dòng)模式、自動(dòng)模式。系統(tǒng)模式分為:自動(dòng)模式和計(jì)算機(jī)模式。單體設(shè)備的現(xiàn)場模式是通過安裝在設(shè)備邊上的操作盤進(jìn)行控制,手動(dòng)模式是在I-IMI畫面上通過faceplate將設(shè)備選擇為手動(dòng)模式井在畫而上進(jìn)行操作,自動(dòng)模式也是在HMI畫面上通過faceplate將設(shè)備選擇為自動(dòng)模式,但設(shè)備動(dòng)作由程序來自動(dòng)控制。下而主要介紹兩種系統(tǒng)模式。
2.1自動(dòng)模式
在自動(dòng)模式下,操作工需要手動(dòng)將各種設(shè)定值如物料的重量、加料順序等輸入到料批表中或調(diào)用已經(jīng)存儲(chǔ)在L1上的料批表設(shè)定值并進(jìn)行使能,根據(jù)這些設(shè)定值程序自動(dòng)將各種原料從高位料倉通過振動(dòng)給料器傳送到稱重料倉進(jìn)行稱重,
并通過皮帶機(jī)傳輸?shù)絽R總料倉中。操作人員既可以對料批進(jìn)行投料操作也可以對運(yùn)行中的料批進(jìn)行中斷、重啟或齊料操作。在這種模式下,HMI畫面上還提供了一組按鈕供操作人員對料批表進(jìn)行處理,如料批表的保存(最多可以保存十張表),調(diào)用保存的料批表數(shù)據(jù)(有十張表供選擇)。
2.2 計(jì)算機(jī)模式
在計(jì)算機(jī)模式下,所有的設(shè)定值都來自上位機(jī)(L2),這些數(shù)據(jù)被保存在程序單獨(dú)為12開的一塊內(nèi)存中,并顯示在自動(dòng)模式下的同一張料批表和單獨(dú)的一張12料批表中,其它如料批的啟動(dòng)、處理、卸料等都和自動(dòng)模式一樣。對于上位機(jī)的
各種設(shè)定值信息,即使在自動(dòng)模式下也會(huì)傳送給Ll,因此操作工在自動(dòng)模式下也可以查看L2模型計(jì)算出來的數(shù)據(jù)以供參考。
3 料批處理
3.1 綜述
AOD投料系統(tǒng)的核心是料批的處理,通過對各個(gè)料批的處理來自動(dòng)控制各種設(shè)備的運(yùn)行,跟蹤每個(gè)設(shè)備的運(yùn)行狀態(tài)及物料狀態(tài),并顯示在HMI畫面上供操作工監(jiān)視和操作之用。
所謂一個(gè)料批,就是指根據(jù)工藝的要求,在特定的冶煉階段所需要加入的各種物料的重量和順序,根據(jù)這些重量和順序分別將存放于高位料倉中的對應(yīng)物料進(jìn)行單獨(dú)稱重并通過皮帶機(jī)卸料至匯總料倉中。而整個(gè)料批就是由好幾個(gè)單獨(dú)的料批按順序排列組成的。
在HMI上有單獨(dú)的料批處理操作畫面(如圖3所示)供操作員人員設(shè)定每個(gè)料
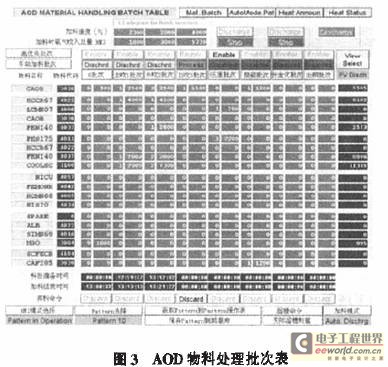
批的每個(gè)物料的重量設(shè)定值及加料順序設(shè)定值以及每個(gè)料批的控制按鈕及狀態(tài)指示。當(dāng)操作人員按下“START OF HEAT”(爐次啟動(dòng))后每個(gè)料批的狀態(tài)做復(fù)位為“DISABLED”,這時(shí)操作人員可以在前一個(gè)爐次的設(shè)定值上重新進(jìn)行新的數(shù)據(jù)輸入,輸入完成后可以按“ENABLE”按鈕進(jìn)行料批的使能,使能后的料批根據(jù)先后順序自動(dòng)將數(shù)據(jù)存人中間料批緩沖區(qū)內(nèi)。
對于2—6號(hào)稱重料倉,是加料稱量,即從高位料倉中放料至稱重料倉稱重開始,當(dāng)重量達(dá)到設(shè)定值后高位料倉停止放料。對于1號(hào)稱重料倉,是卸料稱重,即稱重料倉中的物料重量是一個(gè)固定值,這個(gè)固定值操作員可以在畫面上進(jìn)行修改,當(dāng)從1號(hào)稱重料倉中放料至皮帶機(jī)時(shí)開始稱重,當(dāng)放掉的物料重量等于設(shè)定值時(shí)停止放料,稱重也即結(jié)束。當(dāng)這個(gè)稱重料倉的物料重量少于設(shè)定值時(shí),如果沒有其他操作請求,則可以進(jìn)行重新添料,即從高位料倉放料至1號(hào)稱重料倉,當(dāng)達(dá)到設(shè)定值后停止放料。
料批使能后根據(jù)加料順序值程序自動(dòng)控制對應(yīng)高傳料倉的振動(dòng)給料器振動(dòng)將物料從高位料倉放到稱重料倉。如果正在被處理的批次其中有一個(gè)或多個(gè)稱重料倉沒有被用到,而在緩沖區(qū)內(nèi)的下一個(gè)批次用到了這幾個(gè)稱重料倉,那么這個(gè)批次也被啟動(dòng),即分別根據(jù)加料設(shè)定值和順序號(hào)進(jìn)行稱量。
在一個(gè)批次中順序號(hào)排在最前的物料稱重完成后如果相對應(yīng)的稱重料倉沒有其他物料要求或其他物料的順序號(hào)與完成稱重的物料順序號(hào)不是相連的,則開始對這個(gè)稱重完成的物料進(jìn)行放科處理,即皮帶機(jī)系統(tǒng)開始運(yùn)轉(zhuǎn),稱重料倉的振動(dòng)給料器開始振動(dòng),將物料從稱重料倉通過3根可逆皮帶機(jī)傳送到匯總料倉中。兩個(gè)到轉(zhuǎn)爐的匯總料倉是交替使用的,即前一批料如果放到1號(hào),則下一批放副2號(hào),再下一批放到l號(hào)。
3.2 正常批次
對于AOD投料系統(tǒng),在一個(gè)爐次內(nèi)正常的批次分為:0 8arch(0批)、Mainblow 1(主吹煉1批)、Mainblow 2(主吹煉2批)、Mainblow 3(主吹煉3批)、Reduction(還原批)、Desulffurize(脫硫批)、Alloying(加合金批)、Tapping(出鋼批)。
0批次是在爐次啟動(dòng)后吹煉開始前加入的,主吹煉1批次、主吹煉2批次、主吹煉3批次是在AOD吹煉過程中加入的,它有三個(gè)來自AOD吹煉系統(tǒng)加料時(shí)的氧氣總量值和投料速率值,用于在自動(dòng)力計(jì)算機(jī)模式下自動(dòng)投料。還原批次、脫硫批
次和加合金批次用于在AOD處理階段時(shí)進(jìn)行投料。出鋼批次是在AOD出鋼后將物料從CHL加入鋼包中的。
對于每一個(gè)料倉中的物料,都有4個(gè)總量累計(jì)值,分別為:Tot.Enabled SP(總的使能設(shè)定值)、Tot.Weighed se(總的稱重實(shí)際值)、Tot.Discharged SP(總的加料實(shí)際值)、Tot.Diseared SP(總的棄料實(shí)際值),如圖4所示。這4個(gè)總量累計(jì)值只針對于—個(gè)爐次,在爐次啟動(dòng)時(shí)這些值都會(huì)被清零,隨后在這個(gè)爐次內(nèi)根據(jù)不同的操作,這些值會(huì)被不停的累加起來,直到這個(gè)爐次結(jié)束。在AOD物料處理批次畫而上,有一個(gè)“VIEW SELECT”按鈕,點(diǎn)擊會(huì)彈出對話框,操作員可以選擇查看4個(gè)里而的任意一個(gè)總量值。對于不同的選擇,在“VIEW SELECT”,按鈕下面有一個(gè)狀態(tài)指示框,顯示現(xiàn)在是哪一種總量值。
3.3 高優(yōu)先批次
高優(yōu)先批次是用于在正常冶煉的批次內(nèi)插入一個(gè)批次,且這個(gè)批次的優(yōu)先級別高于其他正常的批次。即當(dāng)有一個(gè)或幾個(gè)正常批次使能后,這些批次在料批緩沖區(qū)內(nèi)按使能順序被依次排列并等待處理,但是當(dāng)有一個(gè)高優(yōu)先批次被使能后,高優(yōu)先批次即被排列到所有已經(jīng)被使能但還沒有處理的批次前面.一旦當(dāng)前正在處理的批次處理結(jié)束后投料系統(tǒng)將首先處理高優(yōu)先批次,而非正常排列在緩沖區(qū)內(nèi)的批次。當(dāng)高優(yōu)先批次處理結(jié)束后.投料系統(tǒng)又回到正常批次的處理。
高優(yōu)先批次只能有一個(gè),即高優(yōu)先批次被使能后,只有當(dāng)它處理結(jié)束后才能再一次使能高優(yōu)先批次。
3.4 重吹煉重處理批次
重吹煉重處理批次是一個(gè)批次,在重吹煉階段叫重吹煉批次,在重處理階段叫重處理批次。在所有設(shè)定值被輸入并經(jīng)過使能后,它的物料處理過程和單個(gè)批次的處理過程相同。重吹煉重處理批次和高優(yōu)先批次一樣,它也能被霞復(fù)使能,但是,只有當(dāng)它投料結(jié)束后才能再一次被使能。
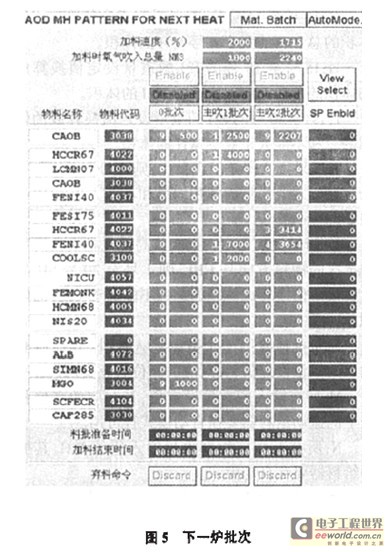
3.5 下一妒批次
下一爐批次(如圖5所示)包括3個(gè)批次,既下一個(gè)爐次的前三批料,在當(dāng)前爐次還沒有結(jié)束之前即可以對下一爐次的前三批料進(jìn)行使能并處理,這是為了節(jié)省冶煉周期,保證在電爐出鋼后,鋼水進(jìn)入AOD就能馬上進(jìn)行處理。它的料批功能與正常料批一樣,提供了料批的保存、調(diào)用等功能。但是這些料批只有在當(dāng)前爐次出鋼后才能被使能。
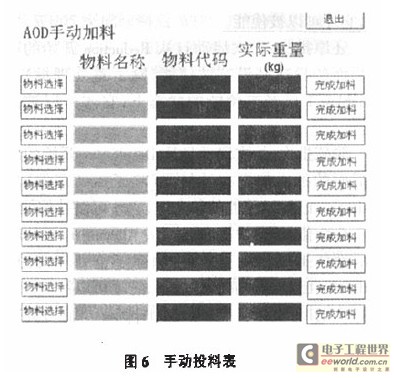
3.6 手動(dòng)投料
對于有些特殊鋼種,對于物料的要求特別高,比如只能在平臺(tái)上進(jìn)行投料或者它所需的物料重量很小,那么手動(dòng)進(jìn)行投料顯得更有優(yōu)勢,因此在AOD投料系統(tǒng)中增加了手動(dòng)投料這一功能。對于這些物料,需要手動(dòng)進(jìn)行選擇,物料名稱和物料代碼在選擇后自動(dòng)顯示,重量則要操作員手動(dòng)輸入并按“Charged”按鈕。程序會(huì)將這些物料名稱、物料代碼、物料重量輸入值傳送給上位機(jī)模型進(jìn)行計(jì)算之用。手動(dòng)投料表如圖6所示。