摘要:本文介紹了SIEMENS公司S7-300PLC在直流電機電流監(jiān)視系統(tǒng)中的應(yīng)用。對電流監(jiān)視系統(tǒng)方案的形成、實施及應(yīng)用效果進行了詳細說明,并給出了今后的改進和發(fā)展方向。
關(guān)鍵詞:PLC 電流監(jiān)視 TCP/IP
S7-300 PLC apply to current surveillance system for direct motor
Lu-Jiangang He-zhiguo
Abstract: This paper introduces the application of SIEMENS company S7-300 PLC in the direct current electrical engineering electric current surveillance application in the system.Formation electric current keep watch on system project, into practice and the applied result proceeded to elaborate on, and give outed from now on of improvement with develop the direction. Keywords:PLC ,electric current surveillance,TCP/IP
1 簡介
軋鋼廠中小型車間是萊鋼引進的具有20世紀(jì)90年代世界先進水平的中小型型材生產(chǎn)線,年設(shè)計產(chǎn)量45萬噸。成套生產(chǎn)設(shè)備由意大利DANIELI公司提供,三電設(shè)備由ABB公司提供,設(shè)備生產(chǎn)能力強,工藝技術(shù)新,控制水平高。全線共有18架軋機,包括剪子和冷床、擺剪區(qū)域設(shè)備,共有110KW以上直流電機26臺套,去年該條生產(chǎn)線全年產(chǎn)量達到96萬噸。
隨著車間產(chǎn)能的提升和軋制節(jié)奏的加快,作為車間動力系統(tǒng)核心的直流電機成為決定軋線提速和工藝穩(wěn)定順行的重要因素。軋機電流的變化狀態(tài)直接關(guān)系到直流電機工作性能和軋線工藝的穩(wěn)定順行。同時為了適應(yīng)軋線提速的要求,鋼坯在出爐和軋制過程中的溫度控制也提出了更高的要求。軋制過程溫度的變化,直接決定著軋機負荷的變化。
ABB傳動調(diào)試工具DDCTOOL中雖然可以調(diào)出每臺直流電機的電流顯示值,但是由于軟件版本的限制,DDCTOOL只能單獨查看一臺電機的電流值,不能同時看到若干臺電流的變化情況,而且不同軋機電流顯示的切換,需要多步操作才能完成,給設(shè)備維護人員對設(shè)備監(jiān)控帶來很大不便。
自動化部操作站雖然能夠同時顯示多臺軋機電流值,但是由于受到CPU掃描周期的限定,它不能實時存儲電流值,也沒有歷史曲線的功能,對于設(shè)備發(fā)生故障以后的原因分析和判斷不能起到有效的參考價值。
2 方案的確定
為了對軋線主電機的運行狀況進行有效跟蹤和監(jiān)視,同時為了適應(yīng)工藝設(shè)備的改造,便于分析工藝調(diào)整參數(shù)的科學(xué)性,采用先進手段對主機電流值進行采集和存儲,提高了設(shè)備故障分析的針對性,為技術(shù)人員提供數(shù)據(jù)支持,我們根據(jù)現(xiàn)有設(shè)備狀況,結(jié)合ABB傳動設(shè)備的結(jié)構(gòu),決定對軋線軋機主電機設(shè)備的電流數(shù)值進行實時采集和存儲。
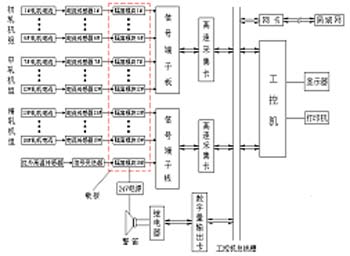
首先我們計劃選用電流互感器通過高速數(shù)據(jù)采集卡將數(shù)據(jù)信號傳送到工控機處理,再通過系統(tǒng)軟件換算成與實際相對應(yīng)的電流值顯示出來。此方案工程量大,需要敷設(shè)電纜的數(shù)量較多,而且信號采集過程中容易受到干擾而造成失真。同時系統(tǒng)中所用的電流互感器價格昂貴,而且不易更換與維護。
經(jīng)過討論分析,最后我們計劃采用當(dāng)前流行的PLC進行電流數(shù)據(jù)的采集和存儲,實現(xiàn)軋機電流實時監(jiān)視。該項目采用西門子S7-300為主控制器,以Wincc6.0為組態(tài)軟件,在原ABB傳動柜基礎(chǔ)上實時采集各臺軋機電機的電流。系統(tǒng)結(jié)構(gòu)圖如圖2所示: 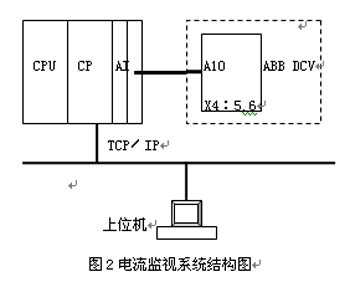
系統(tǒng)直接從DCV傳動柜A10板的(X4:5,6)端子采集0-10V電壓信號,通過以太網(wǎng)實現(xiàn)PLC與上位機的通訊,實現(xiàn)了數(shù)據(jù)快速傳送和實時更新。
3 方案的實施
3.1軟、硬件選型:
考慮到系統(tǒng)所實現(xiàn)的功能,我們選擇了如下主要軟、硬件配置:
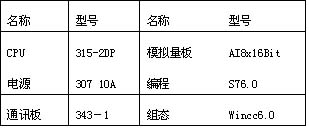
3.2硬件安裝與組態(tài)
硬件模板采用標(biāo)準(zhǔn)配制導(dǎo)軌安裝,模板之間采用總線連接片進行連接,電源進行標(biāo)準(zhǔn)接地保護。模擬量輸入模板起始組態(tài)地址為:272,每塊模板8個模擬量輸入通道,輸入數(shù)據(jù)類型為0-10V電壓信號,組態(tài)畫面如下:
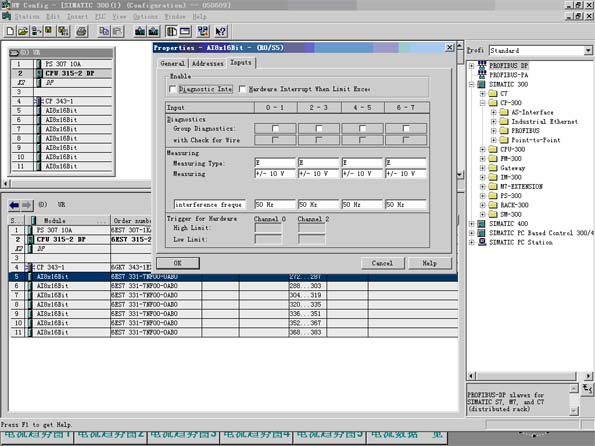 圖3 硬件組態(tài)畫面
圖3 硬件組態(tài)畫面
3.3畫面制作
按照軋線工藝布局設(shè)計制做主畫面,在數(shù)值顯示的基礎(chǔ)上增加柱狀電流顯示功能,同時設(shè)置自動過流報警功能,當(dāng)某臺設(shè)備過流時柱狀畫面顏色變紅,提示值班人員注意。
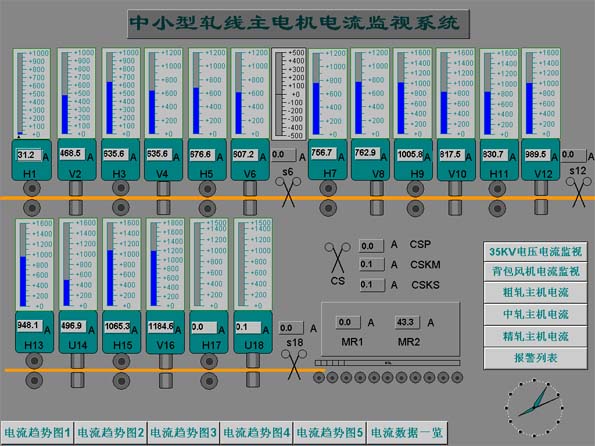 圖4 系統(tǒng)主畫面
圖4 系統(tǒng)主畫面
設(shè)置每臺直流電機的電流歷史曲線,用戶可以任意添加和選擇某一臺電機來觀察它的歷史狀態(tài)和實時趨勢。
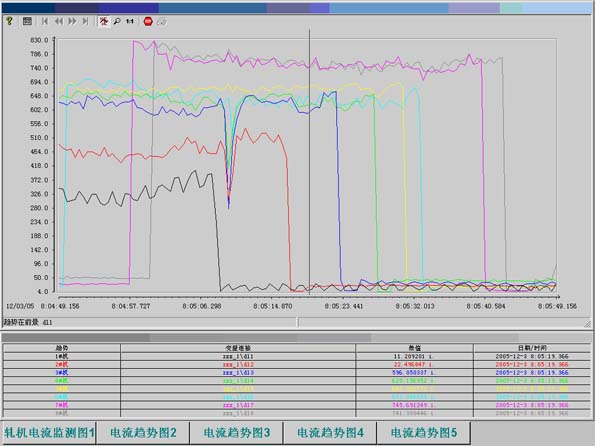 圖5 歷史曲線圖
圖5 歷史曲線圖
3.4功能擴展
采用電流放大器將35KV高壓系統(tǒng)的儀表測量回路電壓、電流數(shù)據(jù)采集到該系統(tǒng)中,實現(xiàn)實時監(jiān)控和存儲。
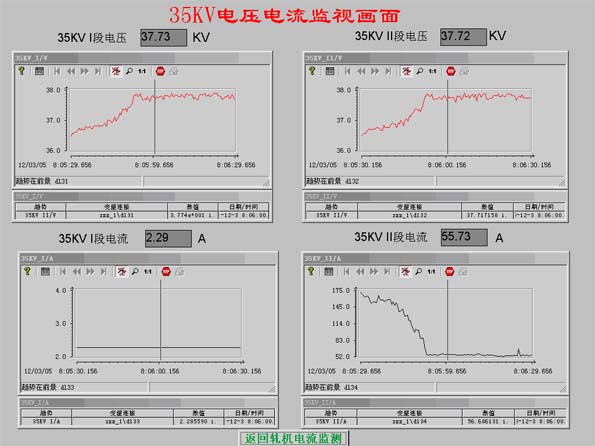 圖6 35KV高壓系統(tǒng)電流監(jiān)視
圖6 35KV高壓系統(tǒng)電流監(jiān)視
4 應(yīng)用效果
中小型軋機電流監(jiān)視系統(tǒng)項目實施以后,徹底解決了軋機電流狀態(tài)監(jiān)視的缺陷,為設(shè)備維護人員提供了有效的狀態(tài)分析和判斷手段。值班人員可以通過該系統(tǒng)中電流曲線的變化趨勢提前預(yù)知設(shè)備的異常狀態(tài),并及時作出反應(yīng)和采取有效措施杜絕故障的擴大。另外當(dāng)設(shè)備發(fā)生故障時通過調(diào)用歷史曲線可以清楚看到故障發(fā)生時設(shè)備的工作狀態(tài),有利于故障原因的排查和確定問題解決的方向。
5 研究和改進方向
在該系統(tǒng)的基礎(chǔ)上增加AO模塊,實現(xiàn)重要部位交流電機電流檢測功能。同時充分利用車間生產(chǎn)系統(tǒng)網(wǎng)絡(luò)平臺的資源優(yōu)勢,增加網(wǎng)絡(luò)功能,實現(xiàn)設(shè)備狀態(tài)信息共享,達到遠程維護與狀態(tài)分析的目的。
參考文獻
1 周海等.深入淺出西門子S7-300PLC.北京:航空航天大學(xué)出版社,2004
2 劉鍇等.深入淺出西門子WinCC V6.北京:航空航天大學(xué)出版社,2004
3 SIMATIC Programming with Step7 V5.1 manual.Siemens Company,1998
