
摘 要:PLC 控制技術(shù)已廣泛應(yīng)用于自動(dòng)化控制的各個(gè)領(lǐng)域,本文詳細(xì)介紹了一種煤礦井上膠帶機(jī)的自動(dòng)監(jiān)控系統(tǒng)。該系統(tǒng)利用西門子s7—300型PLC控制核心,可與多種智能電子設(shè)備進(jìn)行通信,實(shí)現(xiàn)了煤礦膠帶機(jī)系統(tǒng)的自動(dòng)監(jiān)控。方案容易實(shí)現(xiàn),可靠性高。基于該方案的控制系統(tǒng)與原系統(tǒng)相比在性能和自動(dòng)化程度上都得到大幅度提升,對(duì)相近系統(tǒng)有重要的參考價(jià)值。
關(guān)鍵詞:上位機(jī);PLC;集控
Abstract:The PLC control technology has been widely used in the fields of automatization, A kind of automatic monitoring system for belt conveyor is described in detail. In the system uses Siemens s7 — 300 PLC as centralized control center,which can communicate with various intelligent electronic devices, therefore,the automatic monitoring of belt conveyor can be implemented. The scheme has high reliabilitv and is easy to carry out. There is a great advance of the new automation system in performance and automatization than the former.It has very important reference value to correlative system.
Key Words:Master computer; PLC;Acquisition control
1 前言
隨著計(jì)算機(jī)和控制技術(shù)的飛速發(fā)展,廠礦采用上位機(jī)和PLC集中監(jiān)控已越來(lái)越普遍,技術(shù)也越來(lái)越先進(jìn)。本文以河北單侯煤礦井上膠帶機(jī)集控系統(tǒng)為例,研究開發(fā)了一種基于PLC的煤礦井上膠帶機(jī)監(jiān)控系統(tǒng),適合于當(dāng)前工業(yè)企業(yè)對(duì)自動(dòng)化的需要,目前實(shí)際投入運(yùn)行,取得了很好的效果。
2 系統(tǒng)設(shè)計(jì)
2.1系統(tǒng)概況
單候礦井隸屬于河北開灤礦業(yè)集團(tuán),位于河北省張家口市蔚縣涌泉莊鄉(xiāng)境內(nèi)北方城村附近,是張市礦區(qū)中心地帶,礦井地質(zhì)儲(chǔ)量313.74Mt,礦井可采儲(chǔ)量177.08Mt,設(shè)計(jì)能力150萬(wàn)噸/年,礦井服務(wù)年限81.4,于2006年10月正式投產(chǎn)。
單候煤礦井上膠帶機(jī)集控系統(tǒng)(見圖1)可分為兩部分:1,篩分車間系統(tǒng);2,儲(chǔ)煤及裝車系統(tǒng)。
其中,篩分車間系統(tǒng)包括圖示的主井至篩分車間膠帶輸送機(jī)、矸石轉(zhuǎn)載膠帶輸送機(jī)、矸石輸送膠帶機(jī)以及篩分車間內(nèi)部所包含的六條揀矸膠帶輸送機(jī)、三條刮板機(jī)等設(shè)備;其余膠帶輸送機(jī)均屬于儲(chǔ)煤及裝車系統(tǒng)。
在設(shè)計(jì)上,要求該系統(tǒng)能夠?qū)崿F(xiàn)就地控制與集中控制兩種控制模式,集中控制可以分為聯(lián)鎖控制和單機(jī)控制等多種控制模式,可以供操作者根據(jù)現(xiàn)場(chǎng)實(shí)際情況靈活選用,確保在系統(tǒng)正常運(yùn)行時(shí)操作靈活、易于維護(hù),在系統(tǒng)出現(xiàn)故障或通訊中斷時(shí)本地可以就地控制確保皮帶設(shè)備的正常運(yùn)行,提高了系統(tǒng)的穩(wěn)定性。
2.2系統(tǒng)硬件部分
整個(gè)系統(tǒng)從上往下可以分為兩層:集中控制管理層和就地控制管理層。集中控制管理層由兩臺(tái)上位機(jī)和一臺(tái)交換機(jī)組成。在系統(tǒng)運(yùn)行中,兩臺(tái)上位機(jī)互為冗余,并通過(guò)交換機(jī)直接與現(xiàn)場(chǎng)設(shè)備互聯(lián),從而實(shí)現(xiàn)對(duì)現(xiàn)場(chǎng)設(shè)備的監(jiān)控。

圖1 系統(tǒng)結(jié)構(gòu)圖
就地控制管理層由PLC,交換機(jī)和膠帶保護(hù)裝置組成。PLC是整個(gè)控制系統(tǒng)的核心,在本系統(tǒng)中,采用了西門子公司的S7-300。由于在實(shí)際中,儲(chǔ)煤子系統(tǒng)和篩分子系統(tǒng)有相互的閉鎖關(guān)系,因此,可將篩分子系統(tǒng)和儲(chǔ)煤子系統(tǒng)構(gòu)建一個(gè)DP網(wǎng)絡(luò)(系統(tǒng)的通信原理圖見圖2)。所以,本系統(tǒng)PLC均采用 CPU315-2DP,在組網(wǎng)時(shí),篩分子系統(tǒng)作為master站,儲(chǔ)煤子系統(tǒng)作為slave站,并在篩分子系統(tǒng)PLC柜中增加以太網(wǎng)模塊CP341,使得上位機(jī)通過(guò)交換機(jī)可以與現(xiàn)場(chǎng)級(jí)設(shè)備互連,從而實(shí)現(xiàn)集中控制。此外,膠帶運(yùn)輸機(jī)沿線安裝了跑偏、堆煤、拉線開關(guān)等多種保護(hù)裝置,以便膠帶運(yùn)輸機(jī)運(yùn)行出現(xiàn)故障時(shí),系統(tǒng)可以快速地作出反應(yīng)。
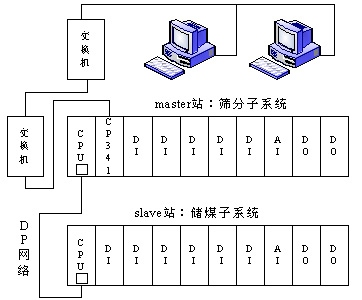
圖2 系統(tǒng)通信原理圖
2.3系統(tǒng)軟件部分
本系統(tǒng)的軟件部分主要由兩部分組成:上位機(jī)的組態(tài)監(jiān)控軟件和現(xiàn)場(chǎng)PLC的編程軟件。

圖3系統(tǒng)軟件運(yùn)行界面圖
上位機(jī)的編程軟件選用了Intellution的IFIX3.5,它具有以下特點(diǎn)。
a.實(shí)時(shí)庫(kù)顯示:實(shí)時(shí)顯示系統(tǒng)內(nèi)所有實(shí)時(shí)點(diǎn);
b.實(shí)時(shí)遙控:選中畫面上的控制開關(guān),實(shí)時(shí)下發(fā)遙控命令;
c.實(shí)時(shí)和歷史曲線:可設(shè)定顯示系統(tǒng)內(nèi)所有記錄的遙測(cè)點(diǎn);
d.實(shí)時(shí)和歷史報(bào)警:報(bào)警分為重報(bào)警,中報(bào)警,輕報(bào)警;
e.事件和報(bào)警記錄查詢:可按天查詢事件和報(bào)警日志;
f.事件和報(bào)警實(shí)時(shí)打印:有報(bào)警事件發(fā)生時(shí),事件打印機(jī)實(shí)時(shí)打印。
上位機(jī)監(jiān)控軟件采用OPC方式與現(xiàn)場(chǎng)的PLC進(jìn)行通信,可以方便靈活地獲取現(xiàn)場(chǎng)機(jī)電設(shè)備及其保護(hù)設(shè)備的遙測(cè)遙信信息,實(shí)現(xiàn)遠(yuǎn)程控制。上位機(jī)的組態(tài)軟件界面見圖3。
現(xiàn)場(chǎng)PLC的編程軟件采用西門子公司的Step7,當(dāng)PLC處于“RUN”工作模式下時(shí),除上電初始化外,其它程序都采取周而復(fù)始的循環(huán)掃描方式,稱之為“PLC的掃描工作方式”,其執(zhí)行流程如圖4所示。
3 系統(tǒng)關(guān)鍵技術(shù)
3.1系統(tǒng)有關(guān)通信程序的設(shè)計(jì)
本系統(tǒng)主PLC控制柜(篩分子系統(tǒng)PLC控制柜)安裝在現(xiàn)場(chǎng)的低壓配電室內(nèi),由于與調(diào)度中心相距較遠(yuǎn),而現(xiàn)場(chǎng)電磁干擾又比較嚴(yán)重,為此,特采用以太網(wǎng)與光纖傳輸技術(shù)實(shí)現(xiàn)SIMATIC s7—300 PLC與上位機(jī)人機(jī)界面的通信。在主PLC柜中配備了以太網(wǎng)模塊CP341以及以太網(wǎng)轉(zhuǎn)光纖的交換機(jī)。
為了正確地傳送和接收信息,必須有一套關(guān)于信息傳輸順序、信息格式和信息內(nèi)容等的約定,這一套約定稱為規(guī)約或協(xié)議。本系統(tǒng)在進(jìn)行通信程序設(shè)計(jì)時(shí),采用模塊化編程的設(shè)計(jì)思想,把程序分成若干程序塊,各程序塊分別含有一些設(shè)備和任務(wù)的程序指令,每個(gè)功能區(qū)被分成不同的塊進(jìn)行編程,有利于多人同時(shí)編程,也有利于程序調(diào)試和故障的查找。系統(tǒng)中PLC需處理多種通信協(xié)議,單獨(dú)編制每種協(xié)議的處理程序,分別放在不同的功能模塊(FC)中。在PLC的主程序塊OB1 中,通過(guò)調(diào)用語(yǔ)句,可依次執(zhí)行這些協(xié)議的處理程序,實(shí)現(xiàn)與這些綜保裝置或智能儀表進(jìn)行通信的目的。
3.2 DP網(wǎng)絡(luò)的配置
基于篩分子系統(tǒng)和儲(chǔ)煤子系統(tǒng)之間存在著閉鎖關(guān)系,因此可將篩分子系統(tǒng)和儲(chǔ)煤子系統(tǒng)組態(tài)成為一個(gè)DP網(wǎng)絡(luò)。這樣使得系統(tǒng)的邏輯關(guān)系更加清晰,同時(shí)系統(tǒng)具有了很好的擴(kuò)展性,也在經(jīng)濟(jì)上節(jié)約了成本。

圖4 系統(tǒng)流程圖
關(guān)于DP網(wǎng)絡(luò)的配置,可參考西門子公司的有關(guān)手冊(cè)。尤其應(yīng)該注意以下幾點(diǎn)。
a.進(jìn)行主從站配置時(shí),應(yīng)該首先配置從站,然后再配置主站;
b.在組態(tài)Hardware時(shí),主站和從站的Consistency均需要設(shè)置為All;
c.編程時(shí),主站的OB1中必須有OB1、OB82、OB86、OB100、OB121;
d.由于在系統(tǒng)運(yùn)行時(shí),上位機(jī)會(huì)對(duì)PLC進(jìn)行讀和寫操作,因此在主站和從站的程序塊中還都要添加SFC14和SFC15功能塊。
3.3現(xiàn)場(chǎng)設(shè)備的閉鎖控制
為了彌補(bǔ)現(xiàn)場(chǎng)設(shè)備防誤功能的缺陷,保障安全生產(chǎn),應(yīng)該對(duì)現(xiàn)場(chǎng)所有設(shè)備進(jìn)行閉鎖控制。
本系統(tǒng)既有機(jī)械閉鎖,又有邏輯閉鎖,達(dá)到了“逆煤流依次啟動(dòng)設(shè)備,順煤流依次停止設(shè)備”的要求。具體做法:機(jī)械閉鎖:將邏輯上先啟動(dòng)設(shè)備的運(yùn)行返回信號(hào)的常閉點(diǎn)串入后啟動(dòng)設(shè)備的二次控制回路中;邏輯閉鎖:如流程圖所示,將設(shè)備的運(yùn)行返回信號(hào)作為執(zhí)行下一條程序的先決條件。
4 結(jié)語(yǔ)
(1)通過(guò)利用大中型PLC(如西門子S7-300)可以與多種智能電子設(shè)備進(jìn)行通信,方便地實(shí)現(xiàn)了現(xiàn)場(chǎng)設(shè)備的監(jiān)控。
(2)該系統(tǒng)自2006年10月運(yùn)行以來(lái),維護(hù)量大大降低,大部分故障能夠在電腦顯示器上直接顯示,減少了故障查找環(huán)節(jié)。系統(tǒng)操作簡(jiǎn)單,維護(hù)方便,提高系統(tǒng)安全性,降低運(yùn)行費(fèi)用,大大減少故障時(shí)間,提高經(jīng)濟(jì)效益。
本文作者創(chuàng)新點(diǎn):
1. 本文系統(tǒng)地闡述了以PLC為控制核心,構(gòu)建一個(gè)集控系統(tǒng)的方法,基于該方案的控制系統(tǒng)與原系統(tǒng)相比在性能和自動(dòng)化程度上都得到大幅度提升,對(duì)相近系統(tǒng)有重要的參考價(jià)值。
2. 對(duì)于集控系統(tǒng)中子系統(tǒng)的處理,通常做法是給各個(gè)子系統(tǒng)均配置以太網(wǎng)通信模塊,然后將每個(gè)子系統(tǒng)作為節(jié)點(diǎn),組成環(huán)形網(wǎng)絡(luò)。在本系統(tǒng)中,將邏輯上有閉鎖關(guān)系的多個(gè)子系統(tǒng)視作網(wǎng)絡(luò)中的一個(gè)節(jié)點(diǎn),減少了以太網(wǎng)通信模塊,節(jié)約了成本。對(duì)于同一節(jié)點(diǎn)下的多個(gè)子系統(tǒng)則采用級(jí)聯(lián)的方式配置成DP網(wǎng)絡(luò),大大減輕了網(wǎng)絡(luò)的負(fù)擔(dān)。
3. 本文給出了配置DP網(wǎng)絡(luò)的詳細(xì)方法和注意事項(xiàng)。在PLC程序設(shè)計(jì)中,本系統(tǒng)采用功能塊化的方法,有利于系統(tǒng)的維護(hù)和升級(jí)。
參考文獻(xiàn):
[1]耿文學(xué).可編程控制器原理、使用及應(yīng)用實(shí)例[M].北京:電子工業(yè)出版社,1990
[2]劉敏.可編程控制器技術(shù)[M].北京:機(jī)械工業(yè)出版社.1999
[3] 劉宗仁.可編程控制器應(yīng)用系統(tǒng)設(shè)計(jì)及通訊網(wǎng)絡(luò)技術(shù)[M].北京:人民郵電出版社,2003
[4] 陳在平,趙相賓.可編程序控制器技術(shù)與應(yīng)用系統(tǒng)設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社.2002
[5] 吳振綱,陳虎.PLC的人機(jī)接口與編程[J].微計(jì)算機(jī)信息,2005,8-1:21-23