
用超短脈沖激光實(shí)現(xiàn)冷消融、冷切割和冷鉆孔,是二十多年來人們一直期望能夠在工業(yè)應(yīng)用中實(shí)現(xiàn)的一個(gè)愿景。在過去十年間進(jìn)行的一些早期實(shí)驗(yàn)中,人們用鈦藍(lán)寶石放大器產(chǎn)生超快激光,這些實(shí)驗(yàn)已經(jīng)證明了超短激光脈沖在精密機(jī)械加工領(lǐng)域所擁有的巨大潛能。但是對于精密機(jī)械加工而言,到底多短的脈沖才能滿足精密加工的要求呢?當(dāng)激光脈沖作用到材料上時(shí)會發(fā)生怎樣的反應(yīng)?對脈沖與材料的作用時(shí)間范圍有何要求?
作用原理、作用時(shí)間、能量密度
以金屬對激光脈沖的吸收為例,其從根本上說是能量從激光脈沖轉(zhuǎn)移到金屬材料的電子的一個(gè)能量轉(zhuǎn)移過程。對于持續(xù)時(shí)間為納秒級的脈沖而言,電子與所處晶格之間會發(fā)生一個(gè)溫度平衡過程,并且最終開始融化材料,直到部分蒸發(fā)。
在這個(gè)過程中,脈沖越短,能量轉(zhuǎn)移到電子的速度越快。在理想條件下,如果脈沖足夠短,那么在電子與晶格之間便沒有足夠的時(shí)間產(chǎn)生溫度平衡。接下來,“熱電子”(相對于冷晶格而言)有兩種方式與晶格作用:在一個(gè)特征時(shí)間后,來自電子的熱量開始向周圍的晶格擴(kuò)散。這種電子-聲子弛豫時(shí)間是物質(zhì)的一種屬性,其典型值為1~10ps。在大致相同的時(shí)間范圍內(nèi),但稍有些延遲,熱電子和晶格之間發(fā)生了突然的能量轉(zhuǎn)移,從而導(dǎo)致相位爆炸,即激活體的蒸發(fā)。
從上述解釋可以得出以下兩個(gè)基本結(jié)論:
1、激光脈沖的持續(xù)時(shí)間必須足夠短,以防止電子與晶格之間發(fā)生溫度平衡過程。對于金屬和大多數(shù)其他材料而言,均要求脈沖持續(xù)時(shí)間在1~10ps之間甚至更短。
2、由于在熱擴(kuò)散和消融之間有一個(gè)時(shí)間延遲,因此始終會存有殘余熱量,即使是在脈沖最短的情況下。
因此,冷加工必須定義為在最小的熱擴(kuò)散情況下進(jìn)行加工,這要求脈沖持續(xù)時(shí)間在1~10ps之間甚至更短。
雖然皮秒/飛秒激光脈沖較短的持續(xù)時(shí)間是冷加工的一個(gè)必要條件,但是光有足夠短的脈沖還遠(yuǎn)遠(yuǎn)不夠。如果熱電子因?yàn)檫^高的激光能量密度而被“過度加熱”,那么熱擴(kuò)散效應(yīng)將較為明顯,整個(gè)加工過程則會轉(zhuǎn)變?yōu)闊徇^程。一般來講,大約1J/cm2的能量密度,是用皮秒/飛秒激光脈沖進(jìn)行消融加工、而不會產(chǎn)生能夠測量得到的熱效應(yīng)的最佳能量臨界點(diǎn),即此時(shí)具有最佳的低熱穿透深度。
線性吸收與非線性吸收
然而要實(shí)現(xiàn)最佳能量臨界點(diǎn)并非易事。除了上述提到的決定熱影響的因素外,光學(xué)穿透深度決定了激光脈沖的哪個(gè)部分在什么深度被吸收。
對于溫和消融而言,光穿透深度應(yīng)該在1µm的區(qū)域甚至更淺,這主要有三個(gè)原因:
1、光穿透深度決定消融深度。深度太大的消融將不再被視為溫和消融,因?yàn)槠鋵?dǎo)致粗糙的表面和邊緣,特別是對于硬而脆的材料而言,還會有微裂紋產(chǎn)生。
2、若光穿透深度過大,消融過程將變得效率低下,因?yàn)榇蠖鄶?shù)激光脈沖可能不能被吸收,能量浪費(fèi)較大。
3、針對基底的選擇性消融材料(如薄膜太陽能電池的絕緣體上的薄膜刻圖),光的穿透深度過大可能造成基底材料的損害。
用超短脈沖激光實(shí)現(xiàn)冷消融、冷切割和冷鉆孔,是二十多年來人們一直期望能夠在工業(yè)應(yīng)用中實(shí)現(xiàn)的一個(gè)愿景。在過去十年間進(jìn)行的一些早期實(shí)驗(yàn)中,人們用鈦藍(lán)寶石放大器產(chǎn)生超快激光,這些實(shí)驗(yàn)已經(jīng)證明了超短激光脈沖在精密機(jī)械加工領(lǐng)域所擁有的巨大潛能。但是對于精密機(jī)械加工而言,到底多短的脈沖才能滿足精密加工的要求呢?當(dāng)激光脈沖作用到材料上時(shí)會發(fā)生怎樣的反應(yīng)?對脈沖與材料的作用時(shí)間范圍有何要求?
作用原理、作用時(shí)間、能量密度
以金屬對激光脈沖的吸收為例,其從根本上說是能量從激光脈沖轉(zhuǎn)移到金屬材料的電子的一個(gè)能量轉(zhuǎn)移過程。對于持續(xù)時(shí)間為納秒級的脈沖而言,電子與所處晶格之間會發(fā)生一個(gè)溫度平衡過程,并且最終開始融化材料,直到部分蒸發(fā)。
在這個(gè)過程中,脈沖越短,能量轉(zhuǎn)移到電子的速度越快。在理想條件下,如果脈沖足夠短,那么在電子與晶格之間便沒有足夠的時(shí)間產(chǎn)生溫度平衡。接下來,“熱電子”(相對于冷晶格而言)有兩種方式與晶格作用:在一個(gè)特征時(shí)間后,來自電子的熱量開始向周圍的晶格擴(kuò)散。這種電子-聲子弛豫時(shí)間是物質(zhì)的一種屬性,其典型值為1~10ps。在大致相同的時(shí)間范圍內(nèi),但稍有些延遲,熱電子和晶格之間發(fā)生了突然的能量轉(zhuǎn)移,從而導(dǎo)致相位爆炸,即激活體的蒸發(fā)。
從上述解釋可以得出以下兩個(gè)基本結(jié)論:
1、激光脈沖的持續(xù)時(shí)間必須足夠短,以防止電子與晶格之間發(fā)生溫度平衡過程。對于金屬和大多數(shù)其他材料而言,均要求脈沖持續(xù)時(shí)間在1~10ps之間甚至更短。
2、由于在熱擴(kuò)散和消融之間有一個(gè)時(shí)間延遲,因此始終會存有殘余熱量,即使是在脈沖最短的情況下。
因此,冷加工必須定義為在最小的熱擴(kuò)散情況下進(jìn)行加工,這要求脈沖持續(xù)時(shí)間在1~10ps之間甚至更短。
雖然皮秒/飛秒激光脈沖較短的持續(xù)時(shí)間是冷加工的一個(gè)必要條件,但是光有足夠短的脈沖還遠(yuǎn)遠(yuǎn)不夠。如果熱電子因?yàn)檫^高的激光能量密度而被“過度加熱”,那么熱擴(kuò)散效應(yīng)將較為明顯,整個(gè)加工過程則會轉(zhuǎn)變?yōu)闊徇^程。一般來講,大約1J/cm2的能量密度,是用皮秒/飛秒激光脈沖進(jìn)行消融加工、而不會產(chǎn)生能夠測量得到的熱效應(yīng)的最佳能量臨界點(diǎn),即此時(shí)具有最佳的低熱穿透深度。
線性吸收與非線性吸收
然而要實(shí)現(xiàn)最佳能量臨界點(diǎn)并非易事。除了上述提到的決定熱影響的因素外,光學(xué)穿透深度決定了激光脈沖的哪個(gè)部分在什么深度被吸收。
對于溫和消融而言,光穿透深度應(yīng)該在1µm的區(qū)域甚至更淺,這主要有三個(gè)原因:
1、光穿透深度決定消融深度。深度太大的消融將不再被視為溫和消融,因?yàn)槠鋵?dǎo)致粗糙的表面和邊緣,特別是對于硬而脆的材料而言,還會有微裂紋產(chǎn)生。
2、若光穿透深度過大,消融過程將變得效率低下,因?yàn)榇蠖鄶?shù)激光脈沖可能不能被吸收,能量浪費(fèi)較大。
3、針對基底的選擇性消融材料(如薄膜太陽能電池的絕緣體上的薄膜刻圖),光的穿透深度過大可能造成基底材料的損害。
飛秒脈沖和皮秒脈沖的線性吸收所產(chǎn)生的影響往往被忽視,因?yàn)槊}沖的峰值功率非常高,以至于貫穿多光子過程的非線性吸收相對于線性吸收來講占據(jù)了主導(dǎo)地位。如果上述情況的脈沖持續(xù)時(shí)間和能量密度的邊界條件都得以滿足,那么這種說法往往會產(chǎn)生誤導(dǎo)。
為了直觀地說明這一點(diǎn),圖1給出了硅對能量密度為1J/cm2的脈沖的吸收曲線。 對于持續(xù)時(shí)間為6ps甚至是更寬的脈沖,線性吸收都絕對超過非線性吸收占據(jù)了主導(dǎo)地位。即使脈沖持續(xù)時(shí)間為500 fs,這種狀況也不會改變:非線性吸仍然非常低,以至于無法達(dá)到想要的1µm級的光穿透深度。
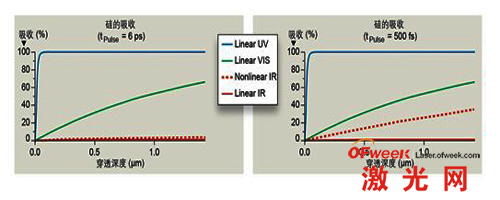
圖1 硅對能量密度為1J/cm2的激光脈沖的吸收曲線
對于脈沖持續(xù)時(shí)間為6ps的脈沖(左圖),線性吸收超過了非線性吸收占據(jù)主導(dǎo)地位。即使持續(xù)時(shí)間為500fs(右圖)的脈沖,其非線性吸收也非常,以至于無法達(dá)到想要的1µm級的光學(xué)穿透深度。
選擇一個(gè)紫外波長,使理論上的最佳性能與實(shí)踐中的(如用于硅片切割)相同。出于某種目的,在加工硅片中,使用綠光波長可能就足以滿足要求。
具有適當(dāng)能量密度與波長的飛秒脈沖及皮秒脈沖,適合用于那些要求熱影響非常小的材料加工應(yīng)用。此外,對于皮秒脈沖的持續(xù)時(shí)間而言,產(chǎn)生這些脈沖的技術(shù)方法可以大大簡化。無需啁啾脈沖放大(CPA)的直接二極管泵浦和放大(功率調(diào)整),對于超短脈沖技術(shù)在工業(yè)市場的成功,是非常必需的。事實(shí)上,對于工業(yè)微加工領(lǐng)域一種具有成本效益的應(yīng)用而言,必須將平均輸出功率增加到50W甚至更高。
光纖與碟片的結(jié)合
20世紀(jì)70年代棒狀激光器(開始是燈泵浦后來是二極管泵浦)問世。在超越高平均功率對光束質(zhì)量限制的同時(shí),棒狀激光器、二極管泵浦碟片激光器技術(shù)均在20世紀(jì)90年代獲得了長足發(fā)展,使其成為了工業(yè)領(lǐng)域千瓦級連續(xù)應(yīng)用最可靠的技術(shù)選擇。
光纖激光器技術(shù)和碟片激光器技術(shù)比傳統(tǒng)的棒狀激光器技術(shù)更為優(yōu)越,因?yàn)樗鼈儾捎昧吮燃す饧せ铙w更大的散熱面,使TEM00連續(xù)運(yùn)作的功率水平能達(dá)到500W甚至更高。在同等的亮度下,細(xì)小的光纖芯徑使得光纖激光器內(nèi)的激光強(qiáng)度要遠(yuǎn)遠(yuǎn)高于碟片激光器。
然而,當(dāng)放大皮秒脈沖和飛秒脈沖時(shí),高光強(qiáng)會導(dǎo)致非線性效應(yīng),如自相位調(diào)制或拉曼散射,這需要在超快光纖放大器中增加復(fù)雜的啁啾脈沖放大,或?qū)⒖色@得的最大脈沖能量限制在6μJ甚至更低。用碟片激光器技術(shù)作為皮秒脈沖的放大器,能夠?qū)崿F(xiàn)高峰值功率(高達(dá)100MW)和低光強(qiáng),并且不會產(chǎn)生非線性效應(yīng)。
為了實(shí)現(xiàn)具有高脈沖能量(高達(dá)250μJ)和高平均功率(高達(dá)100W)的皮秒激光器,需要使用具有以下獨(dú)特配置的主振功率放大器:一個(gè)基于電信組件的被動(dòng)鎖模光纖激光器,作為一個(gè)單片集成的、具有成本效益的、可靠的光源,用于低功率和低脈沖能量皮秒脈沖的產(chǎn)生。
利用碟片激光器將光纖激光器的輸出功率放大5個(gè)數(shù)量級,達(dá)到紅外功率超過100W,綠光功率達(dá)到60W,脈沖頻率范圍200~800kHz,無需使用復(fù)雜的啁啾脈沖放大器。即使在這些功率水平,也能實(shí)現(xiàn)M2<1.3的卓越光束質(zhì)量。此外,對于激光器的每個(gè)可選的參數(shù)組合,其輸出光束質(zhì)量均能保持上述水平。
到達(dá)工件的功率
利用超快激光實(shí)現(xiàn)精細(xì)加工,最主要的任務(wù)是操縱激光束,并將激光功率轉(zhuǎn)換成最大的生產(chǎn)效率和質(zhì)量。整個(gè)加工過程需要充分考慮工件的幾何特征以及加工精度等要求,構(gòu)建最終的加工系統(tǒng)。該系統(tǒng)將需要一套的光學(xué)元件,如掃描儀、F-Theta透鏡、聚焦元件、波片、穿孔光學(xué)元件,以及許多其他元件。
整個(gè)加工過程還需要考慮線性或旋轉(zhuǎn)加工。無論是最先進(jìn)的線性加工,還是掃描儀,都沒有動(dòng)態(tài)應(yīng)用超過1MHz的脈沖頻率,盡管激光技術(shù)可能為這方面的發(fā)展做好了準(zhǔn)備。
噴油嘴鉆孔
生產(chǎn)節(jié)油、低排放的發(fā)動(dòng)機(jī),是汽車行業(yè)面臨的一個(gè)重大挑戰(zhàn),解決這個(gè)問題的關(guān)鍵是實(shí)現(xiàn)更加清潔的燃料燃燒,這個(gè)問題可以通過優(yōu)化燃油噴嘴來實(shí)現(xiàn)。
用高功率皮秒激光器鉆孔噴油嘴,產(chǎn)生了非常尖銳的邊緣,孔內(nèi)沒有毛刺或熔化,表面非常光滑,從而能實(shí)現(xiàn)最優(yōu)化的燃料噴霧。此外,噴油嘴的錐度可以從正值、零值到負(fù)值,為優(yōu)化噴射過程提供了一定的自由度。50W的平均功率與高達(dá)250μJ的脈沖能量相結(jié)合,能夠?qū)崿F(xiàn)高速、高質(zhì)量的鉆孔(見圖2)。
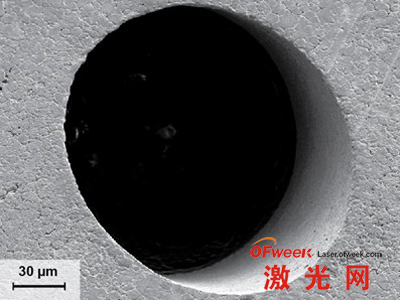
圖2 用高功率皮秒激光器和螺旋鉆孔光學(xué)元件進(jìn)行噴油嘴的鉆孔,
產(chǎn)生的無毛刺和光滑的孔
半導(dǎo)體晶圓切割
目前,從一塊硅片上分離出計(jì)算機(jī)芯片的最先進(jìn)的方法是用金剛石鋸切割。然而薄硅片非常易碎,這回也是金剛石鋸切割所面臨的一大挑戰(zhàn)。由于存在機(jī)械接觸,晶圓在鋸割的過程中必須非常小心謹(jǐn)慎,以避免破壞晶圓或是在切割邊緣產(chǎn)生破損。
皮秒激光器與高速和精密線性加工相結(jié)合,可作為一種非接觸式工具實(shí)現(xiàn)比金剛石鋸更快速的晶圓切割。使用皮秒脈沖激光器的另一個(gè)優(yōu)點(diǎn)是:其能實(shí)現(xiàn)更高的切割質(zhì)量以及可以忽略的熱影響區(qū),這樣切割邊緣將具有更高的強(qiáng)度,這對于晶圓在下一個(gè)處理步驟中保持良好的機(jī)械負(fù)荷非常重要(見圖3)
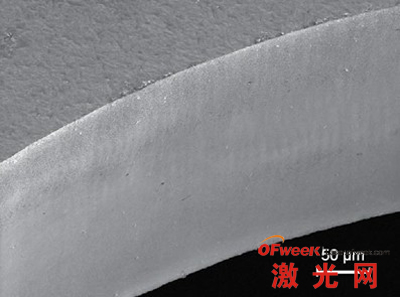
圖3 用皮秒脈沖激光器切割半導(dǎo)體晶圓,不但能提高生產(chǎn)量,
還能改善切割質(zhì)量,并且切割邊緣具有更大的強(qiáng)度
心血管支架切割
心血管支架制造商正在試圖利用高分子材料的優(yōu)勢,例如可吸收性。使用連續(xù)光纖激光器或固體激光器實(shí)現(xiàn)的最先進(jìn)的激光聚變切割,只適用于切割金屬支架,并且會產(chǎn)生融化和毛刺,這將需要昂貴的后續(xù)處理過程,同時(shí)也降低了產(chǎn)量。
選擇適當(dāng)?shù)牟ㄩL、切割元件和旋轉(zhuǎn)加工,皮秒激光器能實(shí)現(xiàn)與熔融切割相匹敵的切割速度,并在切割質(zhì)量方面具有明顯優(yōu)勢,能將后續(xù)處理降低到最低程度,進(jìn)而提高生產(chǎn)量。此外,相同的皮秒激光器可用于切割聚合物及其他非金屬支架,能實(shí)現(xiàn)較高的切割速度與切割質(zhì)量,使其成為用于醫(yī)療設(shè)備制造的一種具有潛力的切割工具(見圖4)。
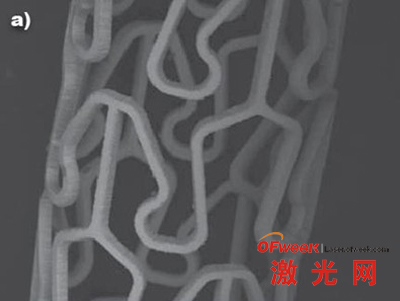
圖4 用于心血管支架和其他醫(yī)療設(shè)備的主要材料
適當(dāng)?shù)牟ㄩL、切割元件和旋轉(zhuǎn)加工,能使皮秒激光器實(shí)現(xiàn)高速切割,并且能獲得較高的高分子材料切割質(zhì)量,這些材料是開發(fā)出來用于心血管支架和其他醫(yī)療設(shè)備的主要材料。
顯示器玻璃切割
顯示器制造商正在尋找新的切割解決方案,要求切割后玻璃的邊緣具有較高的強(qiáng)度。此外,顯示行業(yè)的發(fā)展趨勢正在向超薄玻璃和化學(xué)硬化覆層玻璃發(fā)展,并且需要靈活的形狀以實(shí)現(xiàn)時(shí)尚設(shè)計(jì)。
與硅類似,玻璃是一種脆性硬質(zhì)材料。最先進(jìn)的顯示器玻璃切割是通過機(jī)械劃線實(shí)現(xiàn)的。這種方法產(chǎn)生的切割邊緣通常會有裂縫和碎屑,并且切割邊緣的強(qiáng)度較差,這使得邊緣打磨成為一個(gè)必不可少的后續(xù)步驟。打磨步驟的必要性不僅限制了玻璃結(jié)構(gòu)的靈活性,而且也限制了玻璃的厚度。
經(jīng)過多年的應(yīng)用開發(fā),皮秒激光器已經(jīng)在移動(dòng)顯示器的批量生產(chǎn)中實(shí)現(xiàn)了較大突破(見圖5),不僅切割邊緣質(zhì)量有了提高,而且還實(shí)現(xiàn)靈活的幾何形狀。皮秒激光器已經(jīng)成為切割超薄玻璃以及硬化玻璃的一種功能強(qiáng)大的工具。
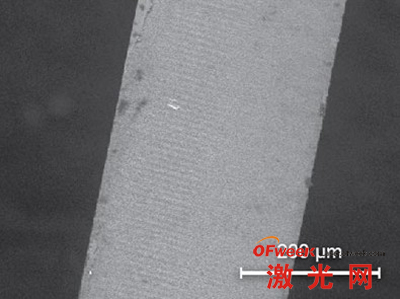
圖5 皮秒激光器能用于切割多種玻璃,包括超薄玻璃和
用于移動(dòng)顯示器和平板電腦的硬化玻璃