
0引言
人造金剛石是一種重要的工業(yè)原材料,幾乎涉及國計民生的各個領(lǐng)域。我國目前是金剛石生產(chǎn)和出口大國,產(chǎn)量約占世界產(chǎn)量的2/3。但是,國產(chǎn)金剛石工業(yè)產(chǎn)值卻只占世界工業(yè)產(chǎn)值的1/3,這主要是由于質(zhì)量不高所造成。生產(chǎn)人造金剛石的主要設(shè)備是壓機,從我國目前生產(chǎn)金剛石的設(shè)備來看,大部分生產(chǎn)廠家使用六面頂壓機,隨著國內(nèi)六面頂腔體的大型化和對這一技術(shù)的發(fā)展應(yīng)用,與國外在技術(shù)裝備上的差距在進一步縮小。但是,國內(nèi)在壓機的控制水平上還相當落后,阻礙了金剛石質(zhì)量的提高。因此,提高國內(nèi)金剛石壓機的控制水平成為當務(wù)之急。
1金剛石的合成工藝
人造金剛石是由石墨片、觸煤片在一定的壓力、溫度條件下生成所得。目前,金剛石生產(chǎn)工藝過程中一個重要的技術(shù)環(huán)節(jié)是壓力的臺階型變化,即在金剛石合成初期,將壓力分成幾個壓力段,并在每個臺階壓力上保持一段時間。對于溫度控制,目前廣泛采用的恒功率控制,該技術(shù)的最大弱點是:當加熱時間足夠長時,石墨在催化劑中再結(jié)晶成片狀,不利于金剛石的生長。對于溫度的控制,我們可以通過對加熱電壓的間接控制來實現(xiàn),且這種控制方法在實踐中也能達到很好的控制效果。
2.硬件設(shè)計方案
2.1TMS320LF2407簡介
TMS320LF2407片內(nèi)集成有32kFLASH,1.5k字的數(shù)據(jù)/程序RAM,544字的雙口RAM(DARAM)和2k字的單口RAM(SARAM);10個10位ADC外圍接口,CAN總線接口,4個通用定時器和一個看門狗計時器;運算數(shù)率高,單個指令周期執(zhí)行時間僅為33ns;工作電壓為+3.3V,工業(yè)級溫度范圍-40~+8°C,特別適合于工業(yè)應(yīng)用。由此可以看出該DSP控制器將實時處理能力和控制器外設(shè)功能集于一身,為控制系統(tǒng)提高實時性、實現(xiàn)小型化和低成本提供了一個理想的解決方案。另外,壓機的控制變量和所接的外設(shè)較多。選用DSP控制器,正好利用它的實時控制能力強和集成外設(shè)豐富的優(yōu)點,故選用TMS320LF2407作為控制和數(shù)字化處理的核心。
根據(jù)壓機所需要實現(xiàn)的功能,以TMS320LF2407為核心的系統(tǒng)硬件結(jié)構(gòu)如圖1所示。
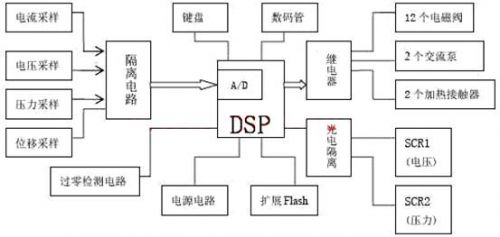
圖1金剛石壓機控制系統(tǒng)原理圖
2.1數(shù)據(jù)采集
該系統(tǒng)共有9路信號輸入,依次輸入DSP的ADIN0~ADIN8接口,分別為6路位移量、1路電壓量、1路壓力量、1路電流量。其中位移、電壓、壓力三個需反饋給處理器,從而構(gòu)成3個閉環(huán)控制,電流只是用作顯示。采樣過程中,需對信號進行濾波,根據(jù)要求我們選用二階有源濾波器,截至頻率為10Hz。
在控制系統(tǒng)中溫度控制可通過控制金剛石的加熱功率來實現(xiàn),即P=U×I,在此我選用電壓控制方法-即控制金剛石的加熱電壓來間接控制溫度。金剛石加熱端電壓為0~6V,需進行變壓、濾波,后轉(zhuǎn)換成0~3.3V信號輸入DSP的ADIO口,考慮到實際工業(yè)現(xiàn)場干擾較多,在此濾波電路選用二階有源濾波,截至頻率為10Hz。同時選用TIL300芯片來實現(xiàn)光電隔離。
2.2同步和觸發(fā)
壓機的溫度大小通過加熱電壓來間接控制,加熱電壓的大小通過串聯(lián)到220V工頻電路上的加熱晶閘管的導通角大小來嚴格控制。在此,采用數(shù)字觸發(fā)方式來觸發(fā)晶閘管的門級。所以必須使得觸發(fā)脈沖與晶閘管的陽極電壓保持嚴格的相位關(guān)系。該系統(tǒng)中,由于晶閘管與工頻電串聯(lián),所以晶閘管的陽級的電壓就是工頻電壓,所以采用過零檢測的辦法,檢測工頻電的過零點,也就確定了晶閘管的陽極電壓過零點。然后在此過零點的基礎(chǔ)上,再根據(jù)計算得出的導通角大小來在合適的時間輸出門級觸發(fā)脈沖。通過過零檢測電路,在每次的交流電壓過零點處產(chǎn)生一次脈沖,也即確定一次晶閘管陽級電壓過零點,從而觸發(fā)DSP的INT1中斷。選用為50Hz工頻交流電,周期為20ms,所以10ms一個過零點,也即10ms一次脈沖觸發(fā)INT1中斷。觸發(fā)脈沖輸出信號由DSP的IO口,經(jīng)數(shù)據(jù)鎖存器產(chǎn)生,通過觸發(fā)電路電路驅(qū)動晶閘管。觸發(fā)脈沖的寬度由控制器設(shè)定,考慮到控制系統(tǒng)為感性負載,觸發(fā)脈沖應(yīng)加大,在此設(shè)為1ms。
3.控制算法
3.1加壓控制
根據(jù)工藝要求。加壓控制根據(jù)合成材料的不同分2~6段超壓、保壓,超壓到90MPa左右,再保壓幾分鐘后卸壓,完成一個工序,時間為幾分鐘到十幾分鐘。控制過程中,超壓采用主泵開關(guān)控制,保壓采用副泵補壓模糊PID控制。
模糊控制具有控制速度快、過程參數(shù)變化適應(yīng)性強、可靠性高、不受工作環(huán)境影響、魯棒性好、靈敏度高、無需精確數(shù)學模型等特點。但模糊控制的穩(wěn)態(tài)性能較差,故采用模糊-PID復合控制地方法,以提高模糊控制的精度。如下圖所示,壓力控制策略是采用多模態(tài)分段控制算法來綜合比例、模糊、比例積分控制的長處、3種控制方式在系統(tǒng)工作過程中分段切換使用。在偏值大于某一閾值時,希望控制參數(shù)能快速跟蹤調(diào)整,所以采用比例控制;當偏差減小到閾值以下時,切換轉(zhuǎn)入模糊控制,提高系統(tǒng)的阻尼性能,減小超調(diào)量。這樣,就綜合了比例控制和模糊控制的優(yōu)點。該方法中模糊控制的論域僅是整個論域的一部分,相當于模糊控制的論域被壓縮,相當于語言變量的語言值增加,提高了靈敏度和控制精度。在誤差語言變量的語言值為零時切換至PI控制,當絕對誤差為零或積分飽和時,將積分器關(guān)閉。
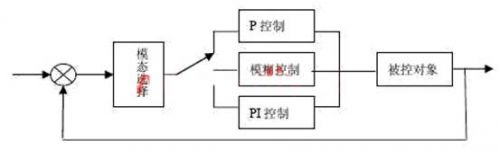
圖2壓力控制策略
3.2功率控制
人造金剛石生產(chǎn)工藝要求加熱控制是在超壓達到30MPa以后開始的,加熱控制也分加溫、保溫幾段進行,幾分鐘或十幾分鐘后停止加熱。該系統(tǒng)中,通過控制金剛石的加熱電壓來控制加熱功率,實踐中,這也是一種很好的控制方法。為了精確控制加熱功率和溫度,加熱功率采用基于模式識別的專家智能自整定PID控制算法,如圖5所示。在輸出和給定存在偏差或系統(tǒng)受到擾動時對系統(tǒng)誤差e的時間特性進行模式識別,分別識別出該過程響應(yīng)曲線的多個特性參數(shù),如超調(diào)量、阻尼比、衰減振蕩周期、上升時間。所測出的各特性參數(shù)值與實現(xiàn)設(shè)定好的特性參數(shù)值進行比較,其偏差量送入專家系統(tǒng),專家系統(tǒng)在線推斷出為消除各特征量的偏差,控制器參數(shù)所應(yīng)有的校正量Δkp、Δki、Δkd,將它們送入常規(guī)的PID控制器,以修正控制器各參數(shù),輸出控制信號控制被控對象加熱電壓,使加熱電壓響應(yīng)曲線的特征參數(shù)滿足工藝要求。設(shè)計專家式自整定控制器的核心是:在系統(tǒng)閉環(huán)運行時,合理選定描述系統(tǒng)暫態(tài)誤差特性的各個特征參數(shù),獲取特定參數(shù)的偏差量與PID控制器參數(shù)的校正量Δkp、Δki、Δkd之間的關(guān)系。被控對象特征撮弄數(shù)的選擇方法是先測試被控對象的階躍響應(yīng),再用Cohn-Coon公式計算出特征參數(shù)K、Tp、τ。
K=Δy/ΔR=(y2-y1)/(R2-R1);Tp=1.5(t0.632-t0.28);τ=1.5(t0.8-t0.632/3)
式中:Δy為系統(tǒng)輸出響應(yīng);ΔR為系統(tǒng)階躍響應(yīng);t0.28為系統(tǒng)輸出響應(yīng)曲線中對應(yīng)0.28Δy時的時間;t0.632為系統(tǒng)輸出響應(yīng)曲線中對應(yīng)0.632Δy時的時間。
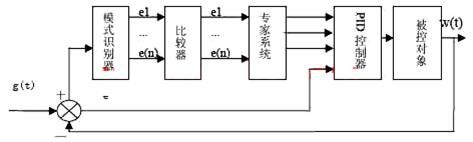
圖3加熱功率控制策略
4.系統(tǒng)的軟件設(shè)計
4.1系統(tǒng)主程序
系統(tǒng)軟件主程序流程見圖6,采用模塊化結(jié)構(gòu)。軟件采用C和匯編混合編程,在TI的DSPCodeComposer下編譯和調(diào)試。在控制程序中將采樣后的采樣值與設(shè)定值相比,得出誤差和誤差變化率,再根據(jù)制定好的控制規(guī)則來控制電磁閥和晶閘管的通斷,從而保證壓機能按照設(shè)定的時序要求運行。
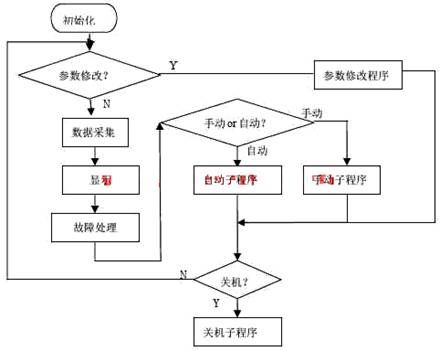
圖4主程序流程
4.2中斷程序
該系統(tǒng)實際為實現(xiàn)3個信號的閉環(huán)實時控制,考慮到實時性,所用中斷較多。主要有過零檢測中斷、定時中斷、采樣中斷、鍵盤中斷。定時器2、4中斷程序負責時間控制以便進行相應(yīng)的壓力、電壓時序控制步驟,定時器1、3中斷程序控制兩個可控硅的控制角大小。電壓過零檢測中斷程序確定與電壓同步以便觸發(fā),鍵盤中斷控制中斷鍵的響應(yīng)。其中,在工頻為50Hz,周期T為20ms的條件下,電壓過零檢測中斷每10ms發(fā)生一次。選用的雙向晶閘管需在每半個周期內(nèi)觸發(fā)一次。控制角α和觸發(fā)時刻Tθ之間的關(guān)系為:![]() 由于需要對導通角的精確控制,過零檢測中斷需要及時得到執(zhí)行,故該中斷優(yōu)先級為最高。
由于需要對導通角的精確控制,過零檢測中斷需要及時得到執(zhí)行,故該中斷優(yōu)先級為最高。
4.3數(shù)據(jù)采集和閉環(huán)控制
在每次信號采樣時,為消除隨機誤差,數(shù)據(jù)采用平均濾波法,其濾波公式為 采樣次數(shù)N越大,X越接近真值。實際應(yīng)用中,為了提高實時控制速度,采用去極值平均濾波法。在此,即為連續(xù)采樣8次,去掉一個最大值和最小值,再求余下6個采樣值的平均值。
采樣次數(shù)N越大,X越接近真值。實際應(yīng)用中,為了提高實時控制速度,采用去極值平均濾波法。在此,即為連續(xù)采樣8次,去掉一個最大值和最小值,再求余下6個采樣值的平均值。
根據(jù)金剛石的生成工藝要求,壓力和電壓需保持為設(shè)定的階梯狀變化。在上升階段為加壓和加熱階段,此時只需開啟交流泵和兩個加熱接觸器即可。在水平階段為保壓和保溫階段,此時需根據(jù)采樣時刻相應(yīng)的偏差值和偏差變化率,根據(jù)相應(yīng)的控制策略來控制。
5.結(jié)語
該控制系統(tǒng)具有較好的工業(yè)意義,它較PLC的金剛石壓機控制器便宜,市場前景更大。同時,DSP(TMX320LF2407)內(nèi)有CAN總線,便于系統(tǒng)升級,可通過CAN總線將多臺壓機與上位機構(gòu)成一網(wǎng)絡(luò),便于控制管理。
本文作者創(chuàng)新點:1.鑒于目前市場上壓機控制多為PLC、單片機,在此提出以DSP為控制核心,它具有運行速度快,價格優(yōu)惠的特點.2.且實際中大多采用PID控制壓機的溫度和壓力,在此分別再用模糊控制和專家控制來改進,有較好的魯棒性能。
導師點評:本文提出了一種金剛石壓機的新型控制方案--基于DSP(TMS320LF2407)的嵌入式控制系統(tǒng),并介紹了該控制系統(tǒng)的軟硬件設(shè)計。在算法上,根據(jù)工藝要求采用智能PID控制和模糊PID控制策略代替?zhèn)鹘y(tǒng)的PID控制,對人造金剛石生產(chǎn)中的工藝參數(shù)加熱功率和加壓壓力實現(xiàn)有效控制,可提高了人造金剛石的質(zhì)量和品級。以此設(shè)計為基礎(chǔ)構(gòu)成的金剛石壓機智能控制設(shè)備在性能上優(yōu)于目前市場上以PLC或單片機為核心組成的,采用常規(guī)PID算法控制壓機的溫度和壓力的壓機控制設(shè)備。