一、前言
某鋼廠4300mm厚板生產(chǎn)線工程,是實現(xiàn)高質(zhì)量、高效益、高附加值品種、進一步擴大板材規(guī)格、實現(xiàn)板材品種系列化重要舉措,在國內(nèi)外市場競爭力,發(fā)揮最大效益,都非常必要,勢在必行。
二、工藝流程簡述
母板檢查臺位于2#冷床后,與2#冷床平行布置,在母板檢查臺輸入輥道和輸出輥道之間。冷床冷卻后的鋼板,運送到檢查臺架上。由人工進行上表面檢查,對檢查發(fā)現(xiàn)的可修復(fù)板面缺陷,用手推砂輪或手提砂輪進行修磨,對致廢性缺陷進行必要的標記,以便剪切線切除改尺,提高成材率。檢查臺架中前部設(shè)置有翻板機,將需要進行下表面檢查修磨的鋼板翻轉(zhuǎn),在臺架上對鋼板的下表面進行檢查和修磨。檢查修磨后的母板,由平移裝置移送至輸出輥道上。
三、系統(tǒng)硬件配置
控制裝置采用西門子S7-300控制系統(tǒng),系統(tǒng)的網(wǎng)絡(luò)配置由PROFIBUS-DP網(wǎng)絡(luò)和以太網(wǎng)組成。PROFIBUS-DP網(wǎng)絡(luò)主要實現(xiàn)S7-300與傳動裝置、PP17操作面板和絕對值編碼器之間的連接。以太網(wǎng)主要實現(xiàn)S7-300與工程師站、操作員站、上游的冷床控制系統(tǒng)、下游的切頭剪控制系統(tǒng)之間的通訊。傳動裝置采用西門子SimovertMD系列的變頻裝置,整流/回饋單元直流母線供電方式,逆變器掛接在直流母線上。傳動裝置電壓等級為380V。所有的逆變裝置均掛在同一段母線上。
S7-300通過PROFIBUS-DP網(wǎng)絡(luò)H1連接安裝在CZ-7操作臺的2#ET200M站、控制面板P1、控制面板P2,冷床液壓站操作箱的3#冷床液壓站ET200M站、控制面板P3。控制器通過PROFIBUS-DP網(wǎng)絡(luò)H2連接入口水平傳動行程控制絕對值位置編碼器$304-BWL.201、入口水平傳動行程控制絕對值位置編碼器$304-BWL.202、出口水平傳動行程控制絕對值位置編碼器$304-BWL.203、出口水平傳動行程控制絕對值位置編碼器$304-BWL.204、翻板機行程控制絕對值位置編碼器$304-BWL.301、翻板機行程控制絕對值位置編碼器$304-BWL.302。S7-300通過PROFIBUS-DP網(wǎng)絡(luò)H3連接所有的變頻傳動裝置。PLC柜內(nèi)安裝區(qū)域交換機,通過本交換機實現(xiàn)工程師站、CZ-7操作臺的操作員站及控制系統(tǒng)的連接,此外本交換機通過光纜連接冷床系統(tǒng)交換機,通過雙絞線連接切頭剪系統(tǒng)交換機。系統(tǒng)硬件配置圖如圖1所示。
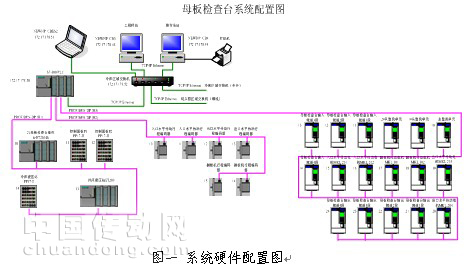
圖一系統(tǒng)硬件配置圖
四、軟件設(shè)計
為保證工業(yè)現(xiàn)場的穩(wěn)定,上位機采用WindowsXP英文操作系統(tǒng),編程平臺為WinCC6.2。上位機顯示各個設(shè)備運行情況,上位機實現(xiàn)的功能如下:主畫面顯示各設(shè)備的啟動、停止、運行、故障等狀態(tài);通訊狀態(tài)畫面監(jiān)視各個網(wǎng)絡(luò)的通訊狀態(tài);傳動裝置狀態(tài)畫面顯示傳動裝置的狀態(tài)、電流、速度、故障代碼等;當設(shè)備故障時畫面顏色閃爍,同時并用文本方式顯示故障類型,方便故障的排除;能記錄一個月的故障情況(故障時刻、故障類型等),方便地進行事故分析。HMI監(jiān)控主畫面如圖2所示。

圖2HMI監(jiān)控主畫面
下位機采用SIEMENS公司開發(fā)的STEP75.4軟件對PLC進行編程和對PLC設(shè)備配置進行維護。編制的軟件主要包括信號獲取處理、信號控制、故障模塊的設(shè)計、與上位機通訊的DB塊的設(shè)計。STEP7提供了具有生成標準導(dǎo)出功能塊庫或FC庫能力的編程功能,能夠在應(yīng)用程序內(nèi)一再調(diào)用,在本系統(tǒng)中,由于檢測點多,這種功能得到了廣泛應(yīng)用。FC功能塊的使用節(jié)約了大量的程序空間和故障查詢時間。降低了程序編寫的復(fù)雜程度,使程序結(jié)構(gòu)更條理清晰。事實證明,F(xiàn)C功能塊的使用提高了程序的運行速度并且更加方便了軟件的移植性和可擴展性。
五、實現(xiàn)功能
1)輸入輥道
輸入輥道為逆變裝置成組驅(qū)動電機方式。輸入輥道分為4組,每一組由一臺逆變器驅(qū)動。輸入輥道與上料裝置、入口平移之間有聯(lián)鎖要求,在上料裝置不在下限位、入口平移運行時輸入輥道不能運行。防止導(dǎo)致輸入輥道運輸鋼板與上料裝置、入口平移發(fā)生碰撞。所有輸入輥道應(yīng)該運行在同一速度下,避免由于速度差引起對鋼板的相對摩擦。輸入輥道將鋼板輸送至母板檢查臺目標上料區(qū)域定位。等待入口平移裝置將鋼板送入母板檢查臺區(qū)域。
2)上料和入口平移裝置
上料裝置抬升和下降動作由液壓缸驅(qū)動完成,平移動作由變頻裝置驅(qū)動電機完成。在控制方面,上料裝置與輸入輥道、入口平移設(shè)備之間要求聯(lián)鎖。上料裝置動作時,輸入輥道和入口平移要處于停止狀態(tài)。入口平移裝置動作時,要求輸入輥道在停止狀態(tài)、上料裝置在上限位、翻板機無動作且處在翻板初始的位置。上料裝置和入口平移的動作過程:上料裝置從下限位上升到上限位將鋼板抬起,入口平移電機正轉(zhuǎn)將鋼板拉入母板檢查臺區(qū)域;然后入口平移電機停止,上料裝置下降到下限位。入口平移裝置平移位置通過絕對值編碼器來檢測。
3)翻板機
翻板機由變頻裝置驅(qū)動電機,完成鋼板在母板檢查臺上的翻板動作。在控制方面,翻板機動作要求鋼板送入翻板臺架到位,并且入口平移裝置不動作。翻板機翻板行程通過絕對值編碼器來檢測。
4)下料和出口平移裝置
下料裝置抬升和下降動作由液壓缸驅(qū)動完成,出口平移動作由變頻裝置驅(qū)動電機完成。在控制方面,下料裝置與出口平移、輸出輥道之間有聯(lián)鎖。下料裝置動作時,出口平移、輸出輥道要處于停止狀態(tài)。出口平移與下料裝置、輸出輥道之間有聯(lián)鎖。出口平移動作時,下料裝置在上限位且輸出輥道處于停止狀態(tài)。下料裝置和出口平移的動作過程:下料裝置從下限位上升到上限位抬起鋼板,出口平移向輸出輥道區(qū)域平移,將鋼板送入輸出輥道區(qū)域;然后出口平移停止運行,下料裝置從上限位下降到下限位。出口平移裝置平移位置通過絕對值編碼器來檢測。
5)輸出輥道
輸出輥道為逆變裝置成組驅(qū)動電機方式。輸出輥道分為4組,每一組由一臺逆變器驅(qū)動。輸出輥道控制與出口平移、下料裝置之間有聯(lián)鎖,在下料裝置不在下限位、出口平移運行時輸出輥道應(yīng)該無法運行。防止導(dǎo)致輸出輥道運輸鋼板與下料裝置、出口平移發(fā)生碰撞。所有輸出輥道應(yīng)該運行在同一速度下,避免由于速度差引起對鋼板的相對摩擦。輸出輥道將鋼板送向剪切線區(qū)域。
