
木器加工車間電控系統(tǒng)包括:拼板機(jī) 、熱壓機(jī) 、壓花機(jī) 、扁榫機(jī)、挖底機(jī)、寬砂機(jī)、晃 榫機(jī)、烘干窯、仿型機(jī)和自動噴漆控制裝置,溫度控制裝置、氣壓控制和液壓控制裝置等 ,該系統(tǒng)的控制要求有如下特點(diǎn):I/O點(diǎn)較多且位置分散,系統(tǒng)共有數(shù)字I/O信號276點(diǎn),模擬信號36路。這些信號分布在整個(gè)車間,控制著每部機(jī)器的正常運(yùn)行,并監(jiān)測著每部機(jī)器的運(yùn)行狀態(tài)。
控制系統(tǒng)的設(shè)計(jì)方案
1 硬件構(gòu)成
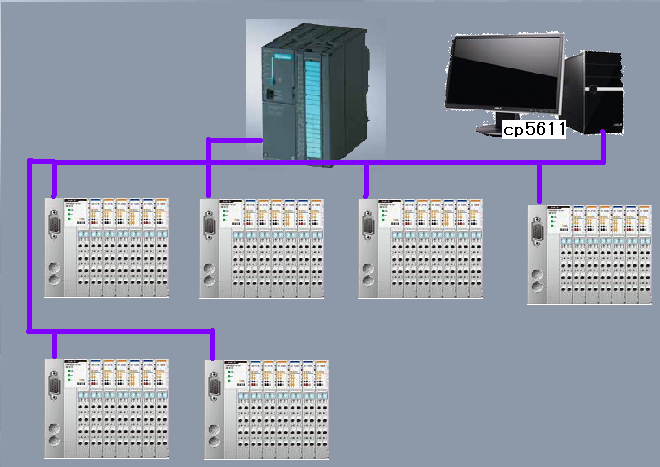
本系統(tǒng)由主站、上位機(jī)和 6個(gè)從站組成。采用西門子S7300 PLC作為PROFIBUS主站構(gòu)成車間PROFIBUS現(xiàn)場總線系統(tǒng)。主站放置在主控室內(nèi),其型號為CPU315-2DP ,并配有一臺上位機(jī)。各從站分別放在設(shè)備集中且便于操作安裝的地方。遠(yuǎn)程IO采用北京微硬創(chuàng)新科技有限公司生產(chǎn)的Fn系列PROFIBUS遠(yuǎn)程IO,通訊控制器的型號為NA-9122 ,根據(jù)現(xiàn)場
控制要求,配置相應(yīng)的控制模塊。同時(shí),予留足夠的空間以備擴(kuò)展.每個(gè)從站分別配有一個(gè)小型控制操作臺,用于滿足實(shí)際生產(chǎn)的需要。
具體擴(kuò)展IO模塊配置如下:
1、6塊通訊控制器NA-9122;
2、12塊16路開關(guān)量輸入模塊ST-121F;
3、6塊16路開關(guān)量輸出模塊ST-222F;
4、4塊8路模擬量輸入模塊ST-3218;
5、3塊4路模擬量輸出模塊ST-4214。
系統(tǒng)的硬件構(gòu)成如圖 1所示。


工程實(shí)踐證明,本控制系統(tǒng)采用 P R O FI B U S-D P網(wǎng)絡(luò)技術(shù)實(shí)現(xiàn)分布式控制,可太大降低現(xiàn)場信號連接工作量和費(fèi)用,提高信號的傳輸精度與靈活性 ,降低系統(tǒng)成本,給安裝 、調(diào)試和設(shè)備維護(hù)帶來方便。實(shí)現(xiàn)人機(jī)交互的可視化 ,更新了控制手段,提高了生產(chǎn)效率和管理水平。
以上是PROFIBUS遠(yuǎn)程IO應(yīng)用的詳細(xì)信息,如果您對PROFIBUS IO的價(jià)格、廠家、型號、圖片有什么疑問,請聯(lián)系我們獲取PROFIBUS遠(yuǎn)程IO模塊的最新信息。