
0 引 言
雙頭盲孔鉆機(jī)是一種在實(shí)體材料上進(jìn)行鉆孔加工的常用機(jī)床,廣泛應(yīng)用于模具、汽車(chē)、機(jī)床制造等行業(yè)的零件加工生產(chǎn)當(dāng)中。傳統(tǒng)的手工加工,不僅速度慢,而且還極容易出錯(cuò),導(dǎo)致產(chǎn)品生產(chǎn)率低下。
可編程邏輯控制器(PLC)具有穩(wěn)定性好,控制精度高等優(yōu)點(diǎn),常被當(dāng)作控制器來(lái)使用;而觸摸屏的加入,即增強(qiáng)了人機(jī)交互的空間,還能在一定程度上減少PLC的外部I/O點(diǎn)的使用以及減輕系統(tǒng)連線(xiàn)復(fù)雜程度,由二者組合在一起的控制系統(tǒng)越來(lái)越廣泛地應(yīng)用在工業(yè)生產(chǎn)的各個(gè)領(lǐng)域。
這里采用松下PLC(FP—X(260T)與威綸觸摸屏(Weinview MT506)設(shè)計(jì)一個(gè)控制系統(tǒng)。實(shí)踐效果表明,完全能夠達(dá)到雙頭盲孔鉆機(jī)的沒(méi)計(jì)要求。
1 工藝控制要求與控制系統(tǒng)組成
雙頭盲孔鉆機(jī)機(jī)械圖如圖1所示,它主要由6個(gè)氣缸,4個(gè)步進(jìn)電機(jī),2個(gè)主軸電機(jī)組成。其中,氣缸1起到壓緊加工件的作用;氣缸2用于定位作用,使得刀具與加工點(diǎn)處在同一水平線(xiàn)上;氣缸3起緊固加工件的作用,防止加工時(shí)加工件因外力松動(dòng)滑離加工位置;氣缸4用于旋轉(zhuǎn)工件,當(dāng)一個(gè)表面加工完成,需要進(jìn)行第二個(gè)表面加工,進(jìn)行第二次加工時(shí),需要將加工件旋轉(zhuǎn)一次;氣缸5,6起到對(duì)準(zhǔn)加工件中心位置的作用。
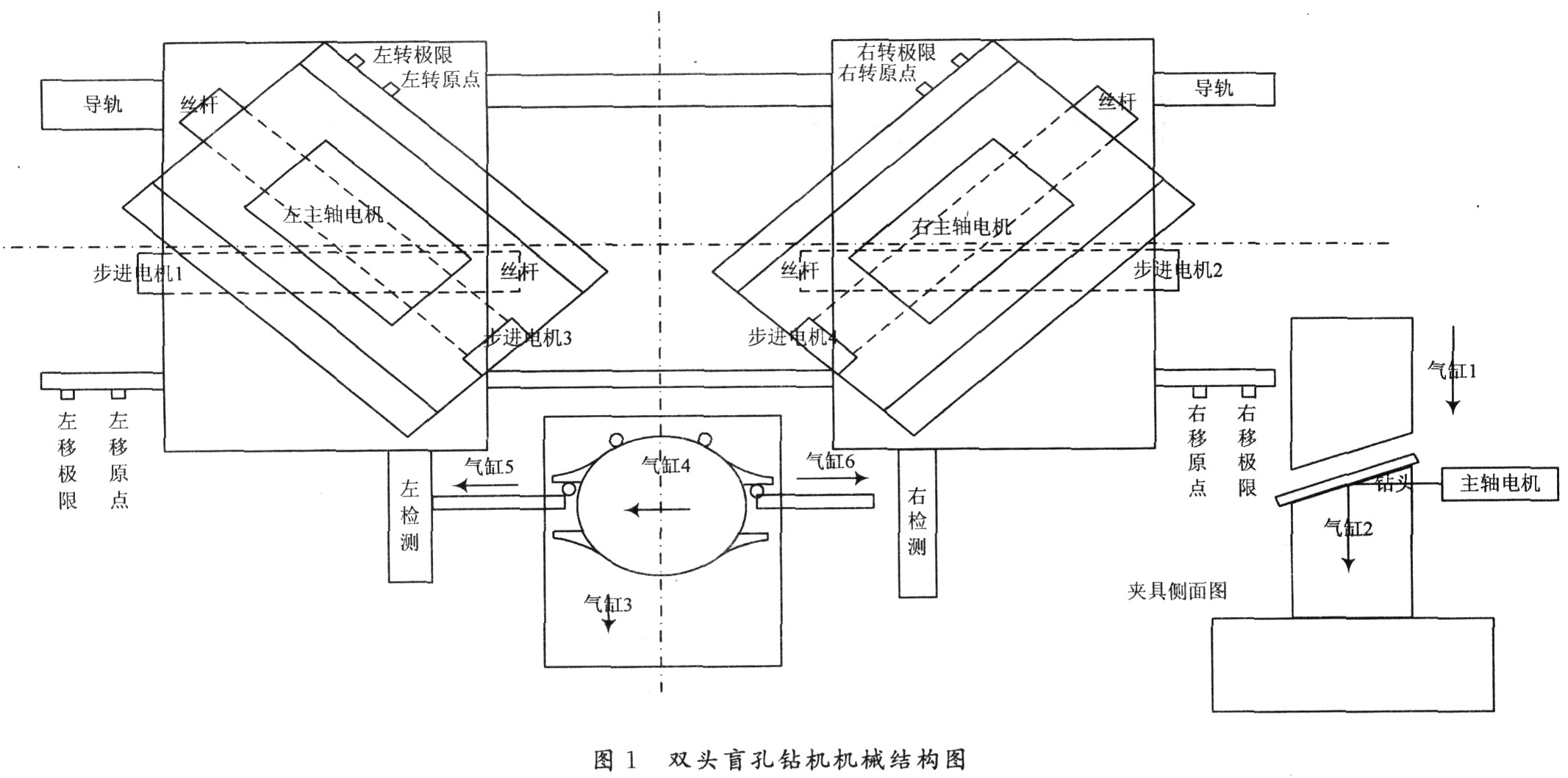
4個(gè)步進(jìn)電機(jī)分別控制4個(gè)軸向運(yùn)動(dòng),左右移動(dòng)電機(jī)向加工平臺(tái)方向移動(dòng),將搭載有主軸電機(jī)的兩個(gè)左右鉆電機(jī)靠近加工平臺(tái);左右鉆電機(jī)負(fù)責(zé)推送主軸電機(jī)前進(jìn)進(jìn)行鉆孔加工,主軸電機(jī)安裝有刀具。在加工過(guò)程中,如果一次性加工完成,則因加工深度太深,冷卻液難以進(jìn)入,導(dǎo)致刀具溫度過(guò)高而被燒壞,鐵屑也難以排出,進(jìn)而導(dǎo)致加工失誤,影響加工精度及生產(chǎn)效率,因此,在加工過(guò)程中,需要周期性地從待加工件中退出刀具,起到退屑、散熱的作用。
1.1 系統(tǒng)工藝控制要求
雙頭盲孔鉆機(jī)的控制動(dòng)作主要分為氣缸動(dòng)作和電機(jī)控制動(dòng)作。其中,氣缸動(dòng)作完成加工件的夾緊、推料到位等工作;電機(jī)動(dòng)作完成電機(jī)的自動(dòng)加工動(dòng)作。主要的控制要求有:
(1)具有手/自動(dòng)功能狀態(tài)。手動(dòng)時(shí),要求可以對(duì)工序中氣缸動(dòng)作與電機(jī)動(dòng)作的每個(gè)步驟進(jìn)行獨(dú)立操作,以便于試機(jī)調(diào)試。自動(dòng)方式運(yùn)行時(shí),需嚴(yán)格按照工藝步驟時(shí)序要求運(yùn)行。
(2)左右鉆電機(jī)必須是在左右移電機(jī)動(dòng)作完成之后才能開(kāi)始動(dòng)作,以保證刀具不會(huì)碰到其他部件而被損壞。
(3)鉆孔時(shí),要求左右鉆電機(jī)周期性地前進(jìn)后退,推送主軸電機(jī)及刀具完成整個(gè)加工動(dòng)作,即需將一個(gè)加工分成多個(gè)小線(xiàn)段加工,保證每次前進(jìn)加工后都能使得刀具從待加工件中退出,起到退屑和冷卻的作用效果。
(4)需要有急停保護(hù)措施。急停按鈕一按,產(chǎn)生報(bào)警信號(hào),同時(shí)機(jī)床所有部件動(dòng)作均停止,只能回零操作有效。回零操作啟動(dòng)的同時(shí)報(bào)警取消。
(5)需要有換刀、對(duì)刀功能。當(dāng)發(fā)現(xiàn)刀具不利時(shí),換完刀具之后,要進(jìn)行自動(dòng)對(duì)刀操作。
1.2 系統(tǒng)體系結(jié)構(gòu)
控制系統(tǒng)采用松下PLC與威綸觸摸屏相結(jié)合的方式:威綸觸摸屏主要用于加工工藝參數(shù)的設(shè)置以及對(duì)PLC發(fā)送控制信號(hào)和顯示PLC的狀態(tài)信息(比如報(bào)警信息,正在進(jìn)行的工序號(hào)信息等),通過(guò)觸摸屏軟件編程,將觸摸屏中的變量直接映射到PLC中,使得在觸摸屏上的各個(gè)動(dòng)作能夠直接反映在PLC中;PLC通過(guò)讀取現(xiàn)場(chǎng)的輸入信號(hào)以及觸摸屏的控制信號(hào),按照預(yù)先編好的程序進(jìn)行程序掃描之后,輸出控制信號(hào)到機(jī)床,以控制電機(jī)或者氣缸動(dòng)作;現(xiàn)場(chǎng)傳感器輸入信號(hào)由左右移電機(jī)極限位置、原點(diǎn)傳感器與左右鉆電機(jī)極限位置、原點(diǎn)傳感器和主軸電機(jī)電流傳感器等輸入信號(hào)組成。
2 硬件設(shè)計(jì)
綜合考慮系統(tǒng)工藝要求,選用松下公司生產(chǎn)的FP—X C60T PLC。該P(yáng)LC具有4個(gè)脈沖輸出,由于每個(gè)脈沖輸出均有一個(gè)脈沖輸出口和脈沖方向輸出口以及原點(diǎn)位置和極限位置輸入口,故需占用4×4=16個(gè)I/O口;再根據(jù)系統(tǒng)的其他控制要求,需設(shè)定4個(gè)輸入口(主軸超限電流和急停、啟動(dòng)輸入)和10個(gè)輸出口(包括對(duì)5個(gè)氣缸的控制輸出和報(bào)警信號(hào)、油泵信號(hào),主軸電機(jī)過(guò)流輸出信號(hào)等)。
觸摸屏選用威綸Weinview MT506觸摸屏,其開(kāi)發(fā)軟件是Easy Builder,簡(jiǎn)單易學(xué)。
3 軟件設(shè)計(jì)
3.1 PLC軟件設(shè)計(jì)
松下FP—X C60T采用FPWIN GR Ver.2.72軟件進(jìn)行編程設(shè)計(jì),可采用梯形圖語(yǔ)言和順序功能圖語(yǔ)言進(jìn)行編程,本設(shè)計(jì)采用梯形圖編程。
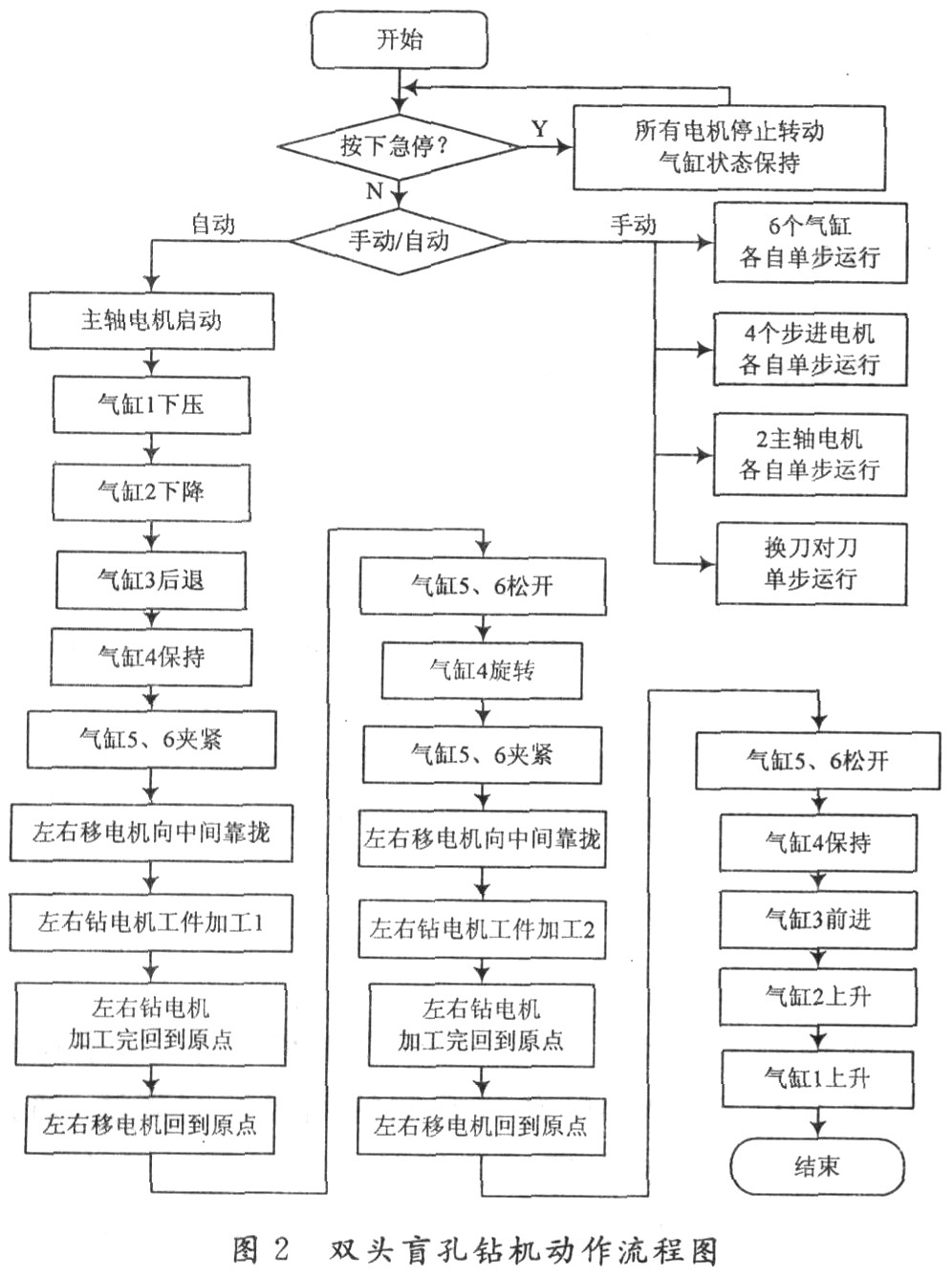
軟件設(shè)計(jì)包括手動(dòng)方式和自動(dòng)方式設(shè)計(jì),其中手動(dòng)方式要求對(duì)各個(gè)動(dòng)作都能單獨(dú)獨(dú)立運(yùn)行,自動(dòng)方式操作時(shí)需要嚴(yán)格按照工藝要求的操作流程來(lái)完成整套動(dòng)作。軟件設(shè)計(jì)流程如圖2所示。
3.1.1 自動(dòng)方式設(shè)計(jì)
雙頭盲孔鉆機(jī)自動(dòng)方式下的工作流程如圖2所示。由于自動(dòng)方式具有較嚴(yán)格的工藝流程要求,編程時(shí)采用松下PLC的步進(jìn)轉(zhuǎn)移指令:SSTP,NSTL,NSTP,CSTP,STPE等5條指令。而對(duì)于步進(jìn)電機(jī)的控制,則直接采用松下PLC中的脈沖輸出指令F171(SPDH),F(xiàn)172(PLSH)指令。通過(guò)設(shè)置脈沖輸出指令控制字,還可以調(diào)節(jié)步進(jìn)電機(jī)的最低速,最高速以及加速時(shí)間,脈沖個(gè)數(shù)等。使用松下PLC,對(duì)步進(jìn)電機(jī)的控制很方便。
3.1.2 手動(dòng)方式設(shè)計(jì)
手動(dòng)方式一般用于試機(jī)運(yùn)行及調(diào)試階段。設(shè)計(jì)有6個(gè)氣缸單步運(yùn)行,4個(gè)步進(jìn)電機(jī)單步執(zhí)行,2個(gè)主軸電機(jī)單步執(zhí)行。對(duì)于步進(jìn)電機(jī)控制,采用調(diào)用子函數(shù)的方法來(lái)對(duì)各個(gè)步進(jìn)電機(jī)進(jìn)行單步運(yùn)行。除此之外,換刀對(duì)刀功能也需要在手動(dòng)下完成。
3.1.3 步進(jìn)電機(jī)控制技巧
針對(duì)步進(jìn)電機(jī)控制,采用松下PLC的特殊指令F171與F172。其中,針對(duì)F171有兩種不同的控制,一種是梯形圖控制,另外一種是原點(diǎn)返回控制。兩種控制通過(guò)設(shè)定數(shù)據(jù)表來(lái)選擇。這個(gè)指令可以用在自動(dòng)方式下的步進(jìn)電機(jī)控制。對(duì)于指令172(PLSH)是JOG控制,可以用于手動(dòng)方式的電機(jī)控制。
3.1.4 急停功能設(shè)計(jì)
當(dāng)發(fā)生任何故障或者緊急情況時(shí),需要有急停保護(hù)措施。一旦按下急停按鈕,對(duì)于氣缸來(lái)說(shuō),則保持原狀態(tài)不變;對(duì)步進(jìn)電機(jī)來(lái)說(shuō),則需要將其脈沖輸出停止,使得電機(jī)停止轉(zhuǎn)動(dòng)。這可以通過(guò)設(shè)置脈沖輸出的控制命令字來(lái)完成。一旦出現(xiàn)緊急情況,則觸發(fā)急停按鈕,關(guān)閉脈沖輸出指令,步進(jìn)電機(jī)停止,同時(shí)報(bào)警信號(hào)產(chǎn)生。等按下回零按鈕時(shí),報(bào)警信號(hào)關(guān)閉,各步進(jìn)電機(jī)回到原點(diǎn)。同時(shí),還需要對(duì)PLC系統(tǒng)中的一些內(nèi)部數(shù)據(jù)進(jìn)行初始化,以備報(bào)警信號(hào)消除之后,鉆床能夠繼續(xù)進(jìn)行加工,而不是在故障發(fā)生時(shí)的狀況下繼續(xù)運(yùn)作。
3.2 觸摸屏設(shè)計(jì)
觸摸屏設(shè)計(jì)包括創(chuàng)建人機(jī)界面和實(shí)現(xiàn)與PLC主機(jī)之間的通信兩個(gè)方面的設(shè)計(jì)。
3.2.1 觸摸屏人機(jī)界面設(shè)計(jì)
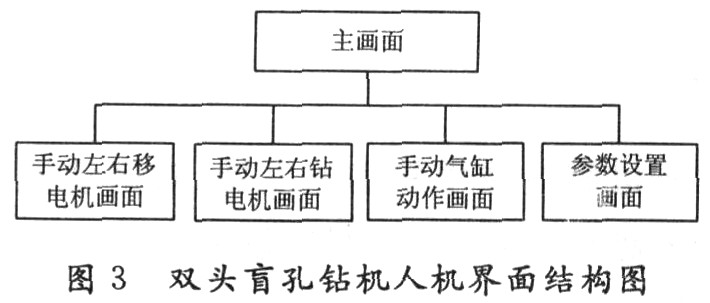
使用Easy BuiIder軟件設(shè)計(jì)人機(jī)界面。該軟件提供了多種控制器件庫(kù)、圖形空間和功能組件。根據(jù)系統(tǒng)工藝要求,配置有主畫(huà)面、手動(dòng)1、手動(dòng)2、手動(dòng)3和參數(shù)界面共4個(gè)界面。其中,主界面配置的部件有回零點(diǎn)、換刀對(duì)刀按鈕,手/自動(dòng)切換按鈕、主軸電機(jī)按鈕、氣缸油泵按鈕、啟動(dòng)按鈕還有急停按鈕;手動(dòng)1、手動(dòng)2是分別對(duì)左右移電機(jī)、左右鉆電機(jī)進(jìn)行手動(dòng)單獨(dú)控制,均設(shè)有快/慢速切換按鈕、左右前進(jìn)按鈕和左右后退按鈕、同時(shí)前進(jìn)、同時(shí)后退按鈕等;手動(dòng)3界面是對(duì)6個(gè)氣缸的單獨(dú)手動(dòng)控制,分別為各個(gè)氣缸分配了一個(gè)按鈕;參數(shù)界面主要設(shè)定工件加工初始位置、鉆孔深度、進(jìn)刀量等參數(shù)。圖3為雙頭盲孔鉆機(jī)人機(jī)界面的結(jié)構(gòu)圖。
3.2.2 觸摸屏與PLC的通信
設(shè)定人機(jī)界面中的變量,使其與PLC中的相應(yīng)I/O點(diǎn)或存儲(chǔ)單元之間建立聯(lián)系,實(shí)現(xiàn)觸摸屏對(duì)PLC的控制及參數(shù)的輸入,控制PLC的運(yùn)行狀態(tài)。
除此之外,還需要設(shè)定觸摸屏與PLC之間的通訊參數(shù),實(shí)現(xiàn)觸摸屏與PLC之間的通訊。
4 結(jié) 語(yǔ)
在鉆機(jī)系統(tǒng)中,采用PLC控制,使得系統(tǒng)硬件電路設(shè)計(jì)簡(jiǎn)單可靠,而觸摸屏的設(shè)計(jì),即增強(qiáng)了人機(jī)交互能力,同時(shí)也大大減少了傳統(tǒng)控制方法中的開(kāi)關(guān)、按鈕、指示燈、儀表等電子器件的使用,還間接地減少了PLC外部I/O點(diǎn)的使用,簡(jiǎn)化了系統(tǒng)的硬件設(shè)計(jì)。兩者的結(jié)合,綜合了各自的優(yōu)點(diǎn),不但操作方便,系統(tǒng)性能也更加安全可靠,具有廣闊的應(yīng)用前景。