
0 引言
水泥生產(chǎn)過程是一個理化反應(yīng)過程,具有大慣性、純滯后、非線性的特點,系統(tǒng)運行工況復(fù)雜多變。據(jù)統(tǒng)計,全國各類回轉(zhuǎn)窯約有3000臺左右,其中存在的最大問題是能耗高、熱效率低,是我國工業(yè)中重要耗能設(shè)備。雖然造成回轉(zhuǎn)窯能耗高、效率低的原因是多方面的,但是其中的一個重要因素是回轉(zhuǎn)窯工作過程中的檢測與控制手段還很落后,其中大部分還是通過現(xiàn)場操作人員的工作經(jīng)驗判斷窯內(nèi)熱工狀態(tài),以此來調(diào)節(jié)進給燃料,生產(chǎn)效率低、能耗高、自動化控制水平低、質(zhì)量不穩(wěn)定,而且難以達到控制要求和效果。傳統(tǒng)的PID控制是最早發(fā)展起來的控制策略之一,由于其算法簡單、魯棒性好且可靠性高,因此被廣泛應(yīng)用于回轉(zhuǎn)窯等工業(yè)過程控制中,而水泥生產(chǎn)過程的非線性、時變性和難以建立數(shù)學模型的特點決定了用常規(guī)PID控制器通常不能達到理想的控制效果。在實際生產(chǎn)現(xiàn)場中,因受到參數(shù)整定方法繁雜的困擾,常規(guī)PID控制器參數(shù)往往整定不良、性能欠佳,對被控過程的適應(yīng)性差。模糊控制理論的提出,提供了一種新的控制方法。這種方法以微計算機構(gòu)成的模糊控制器為核心,以模擬人腦的思維方式為基本出發(fā)點,不需要我們對控制模型的精確描述,就能很好的解決非線性、大時滯、變參數(shù)對象的控制問題。
1 回轉(zhuǎn)窯生產(chǎn)工藝控制分析
在水泥生產(chǎn)過程中,回轉(zhuǎn)窯擔負著物料的最終分解和熟料形成的任務(wù),是水泥熟料煅燒的關(guān)鍵設(shè)備。回轉(zhuǎn)窯溫度控制的好壞對整條水泥生產(chǎn)線的穩(wěn)定、高產(chǎn)和節(jié)能具有重大影響。實際生產(chǎn)中,水泥回轉(zhuǎn)窯的監(jiān)控參數(shù)很多,許多參數(shù)互相關(guān)聯(lián),互為因果,控制也比較復(fù)雜,根據(jù)現(xiàn)場的調(diào)研情況,可以發(fā)現(xiàn)回轉(zhuǎn)窯溫度的穩(wěn)定主要有賴于四個參數(shù):
1)燒成帶溫度若其溫度過低,熟料質(zhì)量不佳;若其溫度過高,則會使窯體過熱,縮短耐火磚的壽命乃至回轉(zhuǎn)窯的壽命。
2)窯尾溫度若其溫度控制過低,不利于窯內(nèi)傳熱及化學反應(yīng)。溫度過高,會使物料粘度增加,容易引起窯尾煙室及上升管道結(jié)皮或堵塞。
3)喂煤量增加燃料用量可提高燒成帶溫度并降低氧含量;減少燃料用量則可以降低燒成帶溫度和提高氧含量,過多或過少均影響燒成質(zhì)量。
4)主排風機速度主要用于改變二次風速、保證風煤配合和含量氧:同時也用來改變窯內(nèi)的溫度分布,控制窯尾溫度。
從上面的分析可以看到:影響回轉(zhuǎn)窯控制系統(tǒng)的因素很多,其中燒成帶溫度和窯尾溫度是兩個主要因素,而主排風機的轉(zhuǎn)速和回轉(zhuǎn)窯的轉(zhuǎn)速也對其有一定的影響,以上四個參數(shù)之間存在復(fù)雜的耦合關(guān)系,難以建立一個準確的數(shù)學模型來描述該過程。而且在實際操作中,對窯的控制的好壞完全取決于工人的操作熟練程度,所以生產(chǎn)不穩(wěn)定、效率低、耗能嚴重。故擬采用了模糊控制技術(shù)來實現(xiàn)對其的自動控制以達到提高生產(chǎn)率和節(jié)能的目的。
2 回轉(zhuǎn)窯模糊控制系統(tǒng)的設(shè)計
2.1 模糊控制器的設(shè)計
水泥回轉(zhuǎn)窯的生產(chǎn)過程中,基于水泥煅燒工藝,燒成帶溫度和窯尾氣體溫度的穩(wěn)定是保證水泥回轉(zhuǎn)窯熱工制度穩(wěn)定和生產(chǎn)高質(zhì)量水泥熟料的重要標志,常規(guī)的模糊控制器大多采用一維二階,多使用燒成帶溫度的偏差和偏差變化率作為輸入量,而燃料用量作為輸出控制量,考慮到現(xiàn)實情況下影響的因素較多,僅用燒成帶的溫度作輸入量不能完全描述回轉(zhuǎn)窯的情況,因此采用喂煤量和主排風機轉(zhuǎn)速作為被控制量,燒成帶溫度、窯尾溫度作為控制量的控制方案,設(shè)計一個雙輸入一雙輸出的二維一階模糊控制器,因回轉(zhuǎn)窯的轉(zhuǎn)速基本上保持不變,所以暫不考慮回轉(zhuǎn)窯轉(zhuǎn)速的影響。
模糊控制器輸入變量燒成帶溫度的論域為[一50℃,50℃],模糊子集為{負大,負中,負小,負零,零,正零,正小,正中,正大},記為{NBl,NMl,NSl,NZ1,ZO1,PZ1,PS1,PM1,PB1},隸屬度函數(shù)采用三角形函數(shù)。
窯尾溫度的論域為[一25℃,25℃],模糊子集為{負大,負小,零,正小,正大},記為{NB2,NS2,Z02,PS2,PB2},隸屬度函數(shù)采用三角形函數(shù)。輸出喂煤量的論域為[8.1,lO.3],模糊子集為{負大,負中,負小,負零,零,正零,正小,正中,正大},記為{NB3,NM3,NS3,Z03,PS3,PM3,PB3},隸屬度函數(shù)采用三角形函數(shù)。
輸出主排風機轉(zhuǎn)速的論域為[720,880],模糊子集為{負大,負小,零,正小,正大},記為{NB4,NS4,Z04,PS4,PB4},隸屬度函數(shù)采用三角形函數(shù)。
2.2 模糊規(guī)則庫的建立
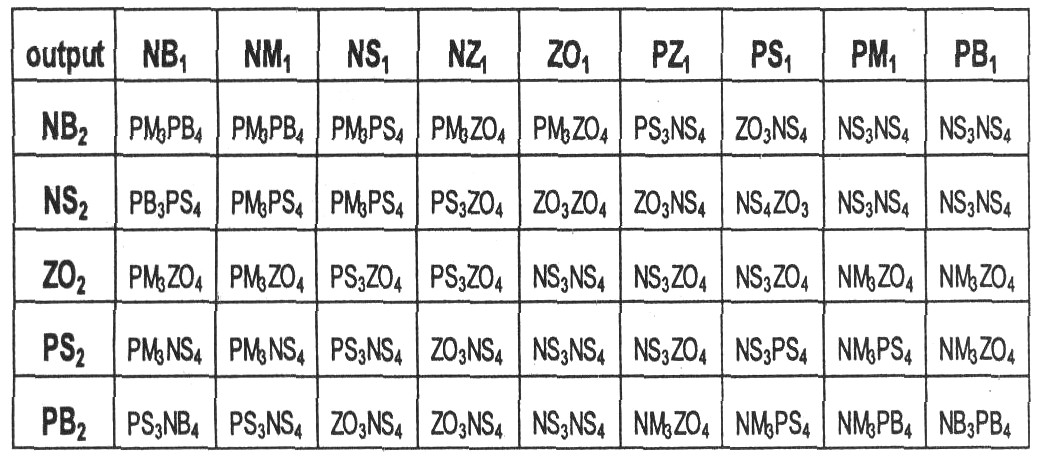
模糊控制器設(shè)計的核心是,建立模糊規(guī)則庫,常用的方法是借鑒操作人員的經(jīng)驗和現(xiàn)場控制情況對控制規(guī)則作適當修改。規(guī)則選取的總體原則是:當誤差較大時,選擇控制量以消除誤差為主。而當誤差較小時,選擇控制量要注意防止超調(diào),以系統(tǒng)的穩(wěn)定性為主。得出的控制規(guī)則表如表l所示。
3 模糊控制系統(tǒng)的MAT LAB仿真
3.1 仿真模塊的建立
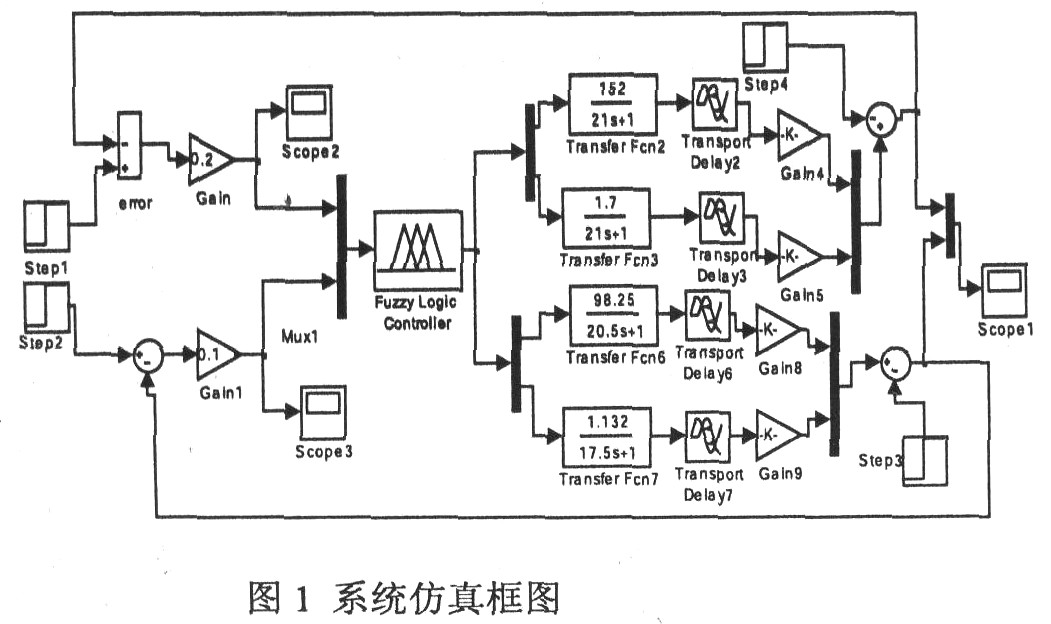
在MATLAB的命令窗口輸入simulink命令,在simuink環(huán)境下,結(jié)合系統(tǒng)提供的其它功能模塊設(shè)計完成模糊控制系統(tǒng)。進行仿真前把matlab中的文件hzykz01.fis加載到模糊控制器模塊中,仿真結(jié)構(gòu)圖如圖1所示。設(shè)定好仿真時間、步長等各項參數(shù),即可開始仿真。仿真結(jié)束時,仿真結(jié)果可以通過示波器直接觀察。
3.2 仿真的結(jié)果與分析
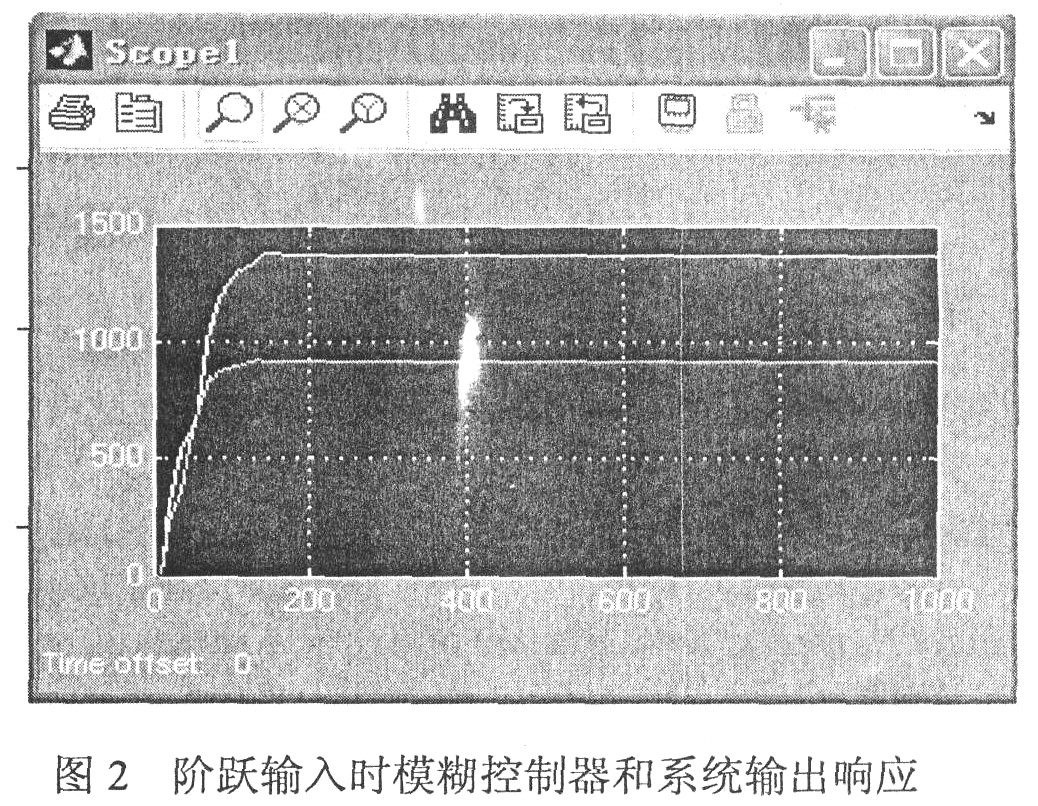
由圖2可以看出,模糊控制與單純PID控制相比,模糊控制有更快的響應(yīng)速度和更好的跟蹤性能。模糊控制系統(tǒng)與PID控制系統(tǒng)相比較就具有調(diào)整時間短、無超調(diào)、恢復(fù)時間短、跟隨性好、抗干擾能力強等優(yōu)點。
4 結(jié)論
采用模糊控制方式組成溫控系統(tǒng),在控制方法上應(yīng)用模糊集理論、模糊語言變量及模糊邏輯推理的知識來模擬人的模糊思維方法,通過仿真證明控制速度快,超調(diào)量小,穩(wěn)定性好,取得了明顯優(yōu)于傳統(tǒng)控制的控制效果,有利于提高回轉(zhuǎn)窯的生產(chǎn)效率,減低能耗。