
催化裂化再生工藝有完全再生和不完全再生兩種形式。對于不完全再生工藝,煙氣中含有3%~10%的一氧化碳,其回收利用是節(jié)約能源保護環(huán)境的一項重要課題。對于完全再生工藝,由于熱平衡及再生設(shè)備的限制,往往需要改造再生設(shè)施,設(shè)備投入比較大。此外,重油催化裂化進料中含有較高的貴重金屬(如,鉑、銠等),生產(chǎn)運行中引起催化劑失效,助燃劑損失也較大。因此.催化裂化再生工藝常采用不完全再生工藝,配以后續(xù)裝置清除一氧化碳氣體。許多煉油廠設(shè)置一氧化碳余熱鍋爐,輔以瓦斯氣助燃,回收C0高溫再生煙氣的物理顯熱和化學(xué)能,同時消除再生煙氣中CO及其他有害氣體對大氣的污染。
目前,CO焚燒爐和余熱鍋爐控制系統(tǒng)采用國外進口模塊化的集散控制系統(tǒng)(DCS)、順序控制系統(tǒng)(SCS),設(shè)備價格比較昂貴。另外。由于知識產(chǎn)權(quán)保護和技術(shù)溝通問題,設(shè)備一旦出現(xiàn)問題,現(xiàn)場技術(shù)人員無法及時判斷、處理異常現(xiàn)象,再生煙氣中CO及其他有害氣體無法完全燃燒或爆燃,造成下游裝置的余熱鍋爐爐管超溫,過熱蒸汽品質(zhì)降低等嚴重事故。針對以上情況研究和設(shè)計了一套獨立的基于PLC的焚燒自動控制系統(tǒng),該設(shè)計簡單易行,設(shè)備成本和維護費用較低,降低了對國外技術(shù)的依賴性,大幅度地提高了生產(chǎn)的安全性和可靠性。
l 焚燒爐工藝概況
CO焚燒爐為圓筒形直立結(jié)構(gòu),其下部為燃料燃燒室,中下部為催化再生煙氣與二次風(fēng)混燃的混合室。催化再生煙氣進入焚燒爐后與燃燒后的高溫?zé)煔獬浞只旌希勾呋偕鸁煔鉁囟冗_到著火點(約850℃),使CO在焚燒爐內(nèi)絕熱燃燒。焚燒后產(chǎn)生的高溫?zé)煔膺M入余熱鍋爐系統(tǒng),用于產(chǎn)生3.82 MPa,450℃的中壓過熱蒸汽。
焚燒爐燃燒室部分采用環(huán)形進氣、進風(fēng)系統(tǒng),進風(fēng)管環(huán)形布設(shè)于燃燒室外側(cè),在燃燒室壁四周開設(shè)有均勻分布的若干進氣/進風(fēng)口,使燃氣(燃油)從四周徑向噴入燃燒室,在燃燒室內(nèi)形成渦流,使燃料充分完全燃燒。混合室部分采用同樣的設(shè)計理念,中下部的再生煙氣經(jīng)多個徑向圓孔切向進入焚燒爐,二次風(fēng)供給系統(tǒng)是沿?zé)煔鈬娍谥苓呥M風(fēng),確保再生煙氣與燃燒室出口的高溫?zé)煔獬浞謴娏一旌希乖偕鸁煔庠诜贌隣t內(nèi)絕熱燃燒。
燃燒器采用油氣聯(lián)合燃燒器,油氣管為套裝結(jié)構(gòu),中間為油嘴,外套管為氣嘴,油嘴為壓力蒸汽霧化油,氣嘴采用0.3~0.5 MPa高壓瓦斯,可油、氣單燒,也可油氣混燒。本例以瓦斯氣為主,若瓦斯量不足等異常情況發(fā)生時,補燒燃料油。
2 焚燒爐控制系統(tǒng)組成
根據(jù)焚燒爐的燃燒工藝,確保裝置的安全運作,并考慮節(jié)省投資,焚燒系統(tǒng)原則流程控制圖如圖1所示。
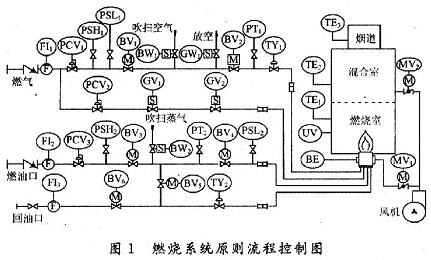
2.1 控制機理
CO在適當(dāng)?shù)母邷厍已鯕獬渥愕沫h(huán)境下可迅速燃燒并徹底分解為無害氣體,而在較低的溫度或氧氣不足的條件下,則可能無法完全分解。因此,利用焚燒爐的溫度及氧氣補充是控制的關(guān)鍵。CO焚燒爐先利用燃燒器將燃燒室爐膛溫度升高,同時用風(fēng)機使燃燒室爐膛內(nèi)氧氣充足,然后由PLC根據(jù)熱電偶等溫控設(shè)備所檢測到的溫度范圍值,按預(yù)定程序啟動燃氣或燃油控制單元,將瓦斯氣或燃油送入燃燒室充分燃燒,燃燒室出來的高溫?zé)煔馀c催化裂化再生煙氣充分混合,引起CO煙氣起燃和完全燃燒。在CO燃燒過程中會釋放出熱能,可令混合室溫度進一步上升,此時PLC又可控制燃燒器火焰噴嘴的開關(guān)進行溫度調(diào)控,令混合室溫度處在配以風(fēng)機單元提供的二次風(fēng)一個適當(dāng)?shù)姆秶鷥?nèi),既保障混合室的安全又保證再生煙氣中的CO等有害氣體充分完全燃燒。
2.2 監(jiān)控對象
(1)焚燒爐本體:包括燃燒室和混合室。工藝中的控制關(guān)鍵點是焚燒爐的溫度,包括燃燒室溫度、混合室溫度、焚燒爐出口溫度等。
(2)燃燒器單元:燃燒器單元包括燃燒器本體、點火裝置和火焰監(jiān)測裝置。燃燒器本體采用擴散式結(jié)構(gòu),并配以旋流穩(wěn)燃器以增強燃燒效果。本燃燒器一共設(shè)有六個噴嘴,呈環(huán)狀排列,可根據(jù)工藝要求開啟任何一個或多個。點火裝置采用伸縮式直接點火方式,選用帶信號反饋的高能點火裝置,由伸縮式點火槍、點火器和閥組等組成。火焰檢測裝置是由紫外光進行檢測的火焰監(jiān)視器、信號處理器、控制組件和冷卻閥組等構(gòu)成,用于監(jiān)測燃燒器火焰。
(3)燃料控制系統(tǒng):分燃氣控制單元和燃油控制單元。燃氣控制單元包括自力式調(diào)壓閥、電動快關(guān)閥、電磁放散閥、低壓蒸汽吹掃電磁閥、燃氣氣動調(diào)節(jié)閥、阻火器和燃氣高、低壓力開關(guān)等儀器儀表;燃油控制單元包括自力式調(diào)壓閥、電磁快關(guān)閥、低壓蒸汽吹掃電磁閥、燃油氣動調(diào)節(jié)閥、阻火器和燃油高、低壓力開關(guān)等設(shè)備。閥門儀器儀表均采用防爆型以確保安全。PLC根據(jù)焚燒爐燃燒室和混合室的溫度調(diào)節(jié)燃氣調(diào)節(jié)閥開度和燃油閥組,以調(diào)整燃燒器的燃料量和二次供風(fēng)量,最終修正混合室的溫度。
(4)一次和二次助燃風(fēng)單元:由鼓風(fēng)機、電動風(fēng)門、空氣過濾器及風(fēng)管道等組成,為燃燒器提供適宜的助燃風(fēng)和火焰檢測器等設(shè)備冷卻吹掃,同時為PLC提供連鎖信號。
(5)安全保護單元由燃料高低壓報警開關(guān),停機吹掃閥組、泄漏檢測組件和上位機DCS緊急控制組件等。
(6)操作控制柜用于現(xiàn)場點火、運行和停機操作,火檢處理器、現(xiàn)場顯示報警,風(fēng)機自動控制系統(tǒng)及與上位機DCS與現(xiàn)場儀表轉(zhuǎn)接等。
2.3 控制系統(tǒng)
選用SIMATIC S7-300 PLC作為核心控制設(shè)備,是因為其具有可靠性高、抗干擾能力強、硬件配套齊全、維修方便等特點。向上和上位機DCS通訊,接受上位機的命令,并將燃燒系統(tǒng)的工況如實傳送給上位機。向下接受各種模擬量、數(shù)字量和開關(guān)量信號,同時,控制燃燒器單元、燃料控制系統(tǒng)、一次、二次供風(fēng)單元和各種現(xiàn)場設(shè)備等。為實現(xiàn)燃燒系統(tǒng)的自動控制功能,專門設(shè)計控制系統(tǒng)的軟硬件部分。其硬件包括檢測儀表、可控閥組、點火裝置、火焰監(jiān)視組件、風(fēng)機控制組件、安全保護裝置和控制柜內(nèi)的隔離單元,以及PLC控制中心。現(xiàn)場各種檢測裝置將監(jiān)測信號通過輸入輸出隔離單元將信號送入PLC控制中心,進行邏輯運算和相應(yīng)的控制調(diào)節(jié)等。
PLC可同時接受燃燒現(xiàn)場操作人員和上位機DCS的操作指令,對燃燒系統(tǒng)的運行過程進行監(jiān)控。為保障燃燒系統(tǒng)的安全可靠和維護改造,PLC采用冗余配置。燃燒控制系統(tǒng)作為整個余熱鍋爐自動控制的一個相對獨立的子系統(tǒng),完成自身功能的同時可受控于余熱鍋爐DCS控制中心。控制系統(tǒng)采用SIEMENS Step 7 V5.2軟件平臺設(shè)計完成控制程序。PLC系統(tǒng)控制程序能完成對相應(yīng)硬件設(shè)備控制的同時,自動進行安全連鎖檢查,確認設(shè)備當(dāng)動及運行過程的安全條件,并自動進行安全自鎖并保護。
3 焚燒爐控制系統(tǒng)設(shè)計
3.1 燃燒過程及其控制
當(dāng)本體設(shè)備工況和上下游工藝需啟動焚燒爐,其燃燒過程框圖如圖2所示。當(dāng)控制系統(tǒng)啟動,由風(fēng)機吹掃爐膛,目的是將爐膛內(nèi)原有的氣體吹掃干凈,以防止?fàn)t內(nèi)殘留可燃氣體,點火時引起爆燃損壞燃燒室,同時為燃燒室補充足夠的氧氣。
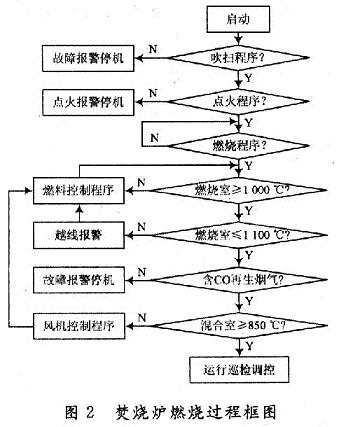
根據(jù)本次工藝要求,為確保再生煙氣中的CO能完全焚燒。控制系統(tǒng)設(shè)定的燃燒室最低溫度為1 000℃,混合室設(shè)定的最低溫度為850℃。根據(jù)燃燒瓦斯量及其組分確定出其燃燒所需的理論一次通風(fēng)量,保證助燃的瓦斯能在燃燒室內(nèi)充分燃燒;二次風(fēng)量應(yīng)在一次風(fēng)調(diào)整到位的基礎(chǔ)上,根據(jù)燃燒室溫度等參數(shù)再進行調(diào)整,以確保CO在高溫下完全燃燒。在運行中,要通過總風(fēng)量的調(diào)節(jié),以及一次風(fēng)和二次風(fēng)的合理分配來組織合理的爐風(fēng)空氣動力工況和燃燒工況。在燃燒室溫度低于1 000℃,須點燃多個噴嘴或開啟燃油系統(tǒng),加速升溫;當(dāng)爐溫達1 100℃時,為了爐膛的安全及節(jié)省能源,可關(guān)閉部分噴嘴或燃油系統(tǒng),此時維持燃燒室溫度。
3.2 功能實現(xiàn)
為滿足CO焚燒爐的經(jīng)濟運行和安全生產(chǎn),焚燒控制系統(tǒng)不僅具有備程序控制、負荷自動調(diào)節(jié)和安全保護等功能,各狀態(tài)指示、報警及控制均可在PLC上自動實現(xiàn)。為此設(shè)計若干子程序分別實現(xiàn)自動點火、管道安全自動吹掃、泄漏檢測、自動滅火和燃料補充等功能。
(1)自動點火:點火過程全部實現(xiàn)自動化,操作人員在點火條件完全具備工況下點擊啟動點火按鈕或在PLC監(jiān)控屏幕下啟動點火按鈕,點火子程序啟用,對應(yīng)設(shè)備完成相應(yīng)的動作。開始風(fēng)機運行,吹掃電磁閥BW1、電動閥BVl和BV2打開,吹掃管道5min后,電動閥BV1和BV2關(guān)閉,引燃電磁閥GVl和GV2打開,點火裝置BE持續(xù)點火5s火焰建立,燃氣電動閥BV1和BV2打開,5s后引燃電磁閥GV1和GV2關(guān)閉,調(diào)節(jié)閥TY1調(diào)火,最后火焰監(jiān)視器UV監(jiān)視燃燒。若無火檢信號,則立即關(guān)閉所有燃氣閥,同時發(fā)出“點火失敗”報警。
(2)管道自動吹掃:在點火啟動前、點火失敗后、停機后或運行過程中,都需要對燃燒室及燃料氣管道及閥組進行吹掃,以有效地清除爐膛、管閥和煙道中可能聚集的可燃氣體,以防發(fā)生安全事故。
(3)泄漏檢測:燃料氣管道聯(lián)接和電動快關(guān)閥及放散閥是否泄漏,關(guān)系到燃燒站設(shè)備和操作人員的安全。在燃燒站冷啟動前,燃燒室、管道和閥組吹掃后,必須進行泄漏檢測。該子程序分為調(diào)節(jié)閥TY1泄漏子程序、電動閥BV1泄漏子程序、電動閥BV2泄漏子程序、電磁閥GW1泄漏子程序等。
(4)自動滅火:當(dāng)燃料信號或上位機DCS發(fā)出停爐等信號時,焚燒爐自動滅火進入備起狀態(tài)或停爐狀態(tài),同時在PLC控制柜上聲光報警并指示停爐原因如下:風(fēng)機故障、燃料氣高低壓報警、火焰監(jiān)視器無火焰信號、控制閥故障等。
4 結(jié)語
該設(shè)計方案經(jīng)東北某石油化工公司應(yīng)用證明,基于PLC的一氧化碳焚燒爐控制系統(tǒng)能滿足的一氧化碳焚燒的技術(shù)指標(biāo),能在惡劣的現(xiàn)場環(huán)境下長時間穩(wěn)定運行。經(jīng)環(huán)保部門驗收,該焚燒爐所排放的尾氣完全符合國家的排放標(biāo)準(zhǔn)。控制系統(tǒng)故障率低,性價比高,充分顯示了其適應(yīng)性強,可靠性高的特點,對于中小型的燃燒控制系統(tǒng)應(yīng)用有一定的推廣價值。