
1、引言:
由于可編程控制器(PLC)具有可編程性,通用性、適應(yīng)性強(qiáng),針對工業(yè)控制設(shè)計,可靠性高,同時有完善的故障自診斷能力且維修方便,因此小型PLC具有很高的性價比,因此在普通車床的控制電路改造設(shè)計中發(fā)揮了極其重要的作用。
2、電氣控制要求:
送料前,電機(jī)需停止,送料到位時,封口向下,封口到位后,送料繼續(xù)直至送料到封口,此時主軸上的夾頭夾緊工具,退料,然后通過變頻器驅(qū)動主電機(jī)高速旋轉(zhuǎn),接下來按照功能的選擇,進(jìn)刀,工進(jìn),倒角,最后回原位,完成加工工藝。 根據(jù)加工工藝,對電氣控制提出如下要求:
1) 主電機(jī)采用三相異步電動機(jī),通過變頻器控制,要求能夠快速啟停;且由于加工速度快,啟停頻繁,需接400Ω,260W的制動電阻;
2) 油泵電機(jī)與主軸電機(jī)都應(yīng)有必要的短路保護(hù)及過載保護(hù);
3) 有三種模式可以選擇,分別為手動、單循環(huán)、自動。畢竟將油泵及電機(jī)離合器閉合時,方可啟動單循環(huán)及自動工作;
4) 有10種功能,通過撥碼開關(guān)進(jìn)行選擇,在單循環(huán)及自動工作時,改變撥碼開關(guān)改變功能無效,需切換到手動功能更改才有效;
5) 需有急停按鈕,防止啟動或運行時發(fā)生意外。
3、基于PLC的系統(tǒng)設(shè)計:
3.1、硬件設(shè)計
為實現(xiàn)上述車床的電氣控制要求,選用臺灣永宏P(guān)LC的FBS系列,型號為FBS-40MAT,I/O點數(shù)為40點,有24點輸入,16點輸出,其I/O接線圖如圖1所示。
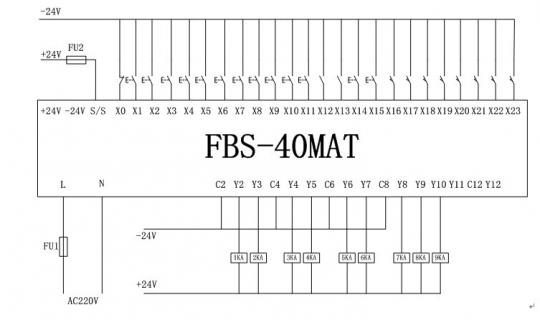
圖1 PLC I/O接線圖
PLC輸入、輸入I/O分配表如表1、表2所示。
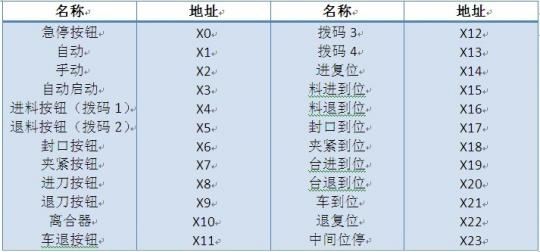
表1 輸入信號地址分配表

表2 輸出信號地址分配表
3.2、軟件設(shè)計
控制思路為:首先,PLC讀取撥碼開關(guān)的狀態(tài)設(shè)定功能,并將每個功能所會用到的動作進(jìn)行分類,主程序框架采用步進(jìn)指令編寫,在每步按照功能的不同,調(diào)用對應(yīng)的子程序,完成加工工藝。
根據(jù)系統(tǒng)技術(shù)要求,按照車床生產(chǎn)工藝編寫程序。并通過現(xiàn)場機(jī)床進(jìn)行調(diào)試,運行正常、可靠、安全。 有10種功能可供選擇,功能列表如表3所示。
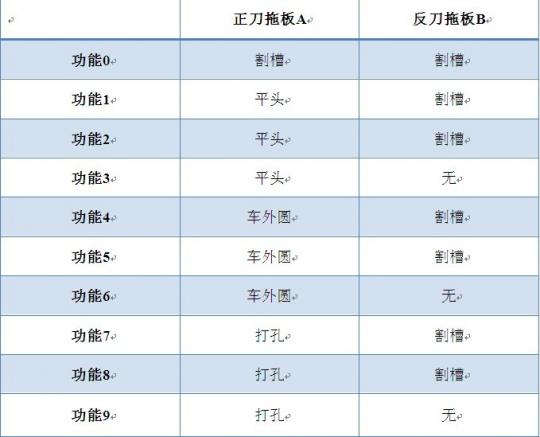
表3 雙缸后送料功能列表
當(dāng)撥碼開關(guān)顯示為0時:A缸先割槽,B缸后割槽。
當(dāng)撥碼開關(guān)顯示為1時:A缸線平頭,B缸后割槽。
當(dāng)撥碼開關(guān)顯示為2時:B缸先割槽,A缸后割槽。
當(dāng)撥碼開關(guān)顯示為3時:A缸平頭,B缸不動。
以后動作以此類推。
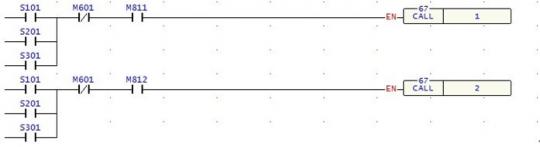
? 功能選擇程序
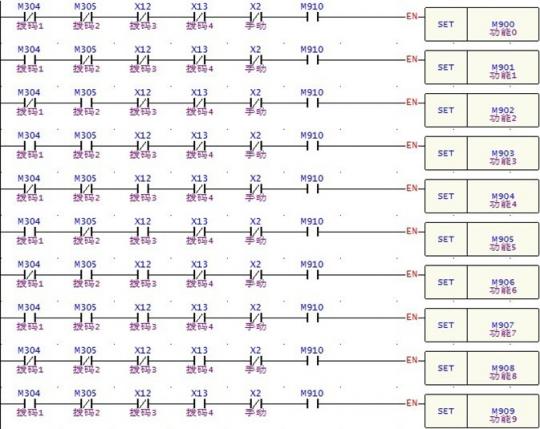
調(diào)用子程序
4、結(jié)論
基于永宏P(guān)LC所設(shè)計的多功能自動車床,運行情況良好,可實現(xiàn)加工多種工件,加工每一個工件的自動循環(huán)時間僅為4S,提高了生產(chǎn)效率和產(chǎn)品質(zhì)量,是一種切實可行的控制方法。
參考文獻(xiàn)
1. 劉金琪. 機(jī)床電氣自動控制(第2版) [M ]. 哈爾濱:哈爾濱工業(yè)大學(xué)出版社, 1999.
2. 永宏可編程控制器FBS系列PLC使用手冊I