鋼板校平剪板機(jī)是鋼板廠和鋼材庫(kù)房的重要設(shè)備。針對(duì)傳統(tǒng)裁剪機(jī)系統(tǒng)存在的控制精度低等問題,研制了一種基于臺(tái)達(dá)工控產(chǎn)品的460mm幅寬成卷鋼板校平剪板機(jī)自動(dòng)控制系統(tǒng)。文中主要討論了系統(tǒng)設(shè)計(jì)及研制過程中的某些關(guān)鍵技術(shù)細(xì)節(jié)。經(jīng)生產(chǎn)實(shí)踐應(yīng)用說(shuō)明該系統(tǒng)的設(shè)計(jì)是成功的,控制精度高,運(yùn)行穩(wěn)定可靠,對(duì)于類似的間歇式裁剪系統(tǒng)經(jīng)適當(dāng)修改也可適用,有推廣應(yīng)用意義。
引言
板材廠生產(chǎn)的幅寬成卷鋼板一般需要經(jīng)過校平和分剪, 才能成為最終產(chǎn)品提供給客戶使用,因此鋼板校平剪板機(jī)是鋼板廠和板材倉(cāng)庫(kù)重要的生產(chǎn)設(shè)備。由于傳統(tǒng)的剪板機(jī)在使用方面存在諸多問題,針對(duì)傳統(tǒng)鋼板校平剪板機(jī)存在的生產(chǎn)效率和剪切定位精度低的問題,研制了基于臺(tái)達(dá)工控產(chǎn)品的460mm幅寬成卷鋼板校平剪板機(jī)自動(dòng)控制系統(tǒng),該系統(tǒng)已投入生產(chǎn)使用,運(yùn)行穩(wěn)定可靠,控制精度高,維護(hù)使用方便,受到用戶好評(píng)。本文從工藝技術(shù)角度對(duì)研制過程中的某些關(guān)鍵技術(shù)和工程實(shí)現(xiàn)相關(guān)問題作些討論。
2 鋼板裁剪工藝簡(jiǎn)介與傳統(tǒng)裁剪控制存在的問題
2.1 裁剪工藝流程簡(jiǎn)介
裁剪工藝流程如圖1所示,裁剪系統(tǒng)由送料、校平、切板、皮帶傳送和堆放成品等5 個(gè)子系統(tǒng)組成。原材料卷板(約3~5mm后的鋼板)經(jīng)送料機(jī)和壓平機(jī)后,經(jīng)過4m長(zhǎng)的緩沖地坑后傳送至校平子系統(tǒng)作校平定位,按照給定切長(zhǎng)要求定位后,切板機(jī)將鋼板裁切成成品,最后經(jīng)皮帶送出堆放包裝。系統(tǒng)運(yùn)行中,位于地坑中的光電開關(guān)用于根據(jù)鋼板下垂程度以啟動(dòng)或停止送料機(jī)送料,以便保持送料速度與校平機(jī)運(yùn)行速度相匹配,操作人員可通過觸摸屏人機(jī)界面輸入每刀剪切的長(zhǎng)度與裁切的刀數(shù),設(shè)定完成后啟動(dòng)系統(tǒng)自動(dòng)投入運(yùn)行。裁切工藝的具體技術(shù)指標(biāo)要求是:校平剪板機(jī)要求在裁切長(zhǎng)度2m時(shí),其速度能達(dá)到每分鐘裁切8次,鋼板長(zhǎng)度相對(duì)誤差在5mm之內(nèi)。

圖1 裁剪工藝流程圖
2.2 工藝數(shù)據(jù)要求
根據(jù)裁剪工藝需要及物理計(jì)算,滿足工藝技術(shù)指標(biāo)的相關(guān)技術(shù)數(shù)據(jù)配置為:送料機(jī)功率,7.5kW;校頻機(jī)減速電機(jī)功率為3.7 kW,減速比為15:1;切板機(jī)電機(jī)功率,4 kW;皮帶傳送電機(jī)功率,3.7 kW; 校頻機(jī)滾軸直徑,108mm;編碼器分辨率,500ppr;送料機(jī)最高速度,25m/min;切板機(jī)速度,60次/分;原料鋼板厚度為3~5mm,寬度小于460mm;緩沖地坑:4m長(zhǎng),3m深。
2.3 傳統(tǒng)裁剪控制系統(tǒng)存在的問題
按上述工藝數(shù)據(jù)要求對(duì)這類控制系統(tǒng)進(jìn)行設(shè)計(jì)并不困難,但由于傳統(tǒng)解決方案存在的缺陷,往往留下諸多遺憾。如對(duì)低端設(shè)備而言,傳統(tǒng)實(shí)現(xiàn)方法一般采用直流調(diào)速系統(tǒng),實(shí)施方案的缺點(diǎn)是:系統(tǒng)笨重、耗電量大、調(diào)試復(fù)雜、維護(hù)成本高;在定位控制方式方面,一般采用讀取行程開關(guān)信號(hào)后通過預(yù)減速配合氣壓制動(dòng)的定位方式, 剪切效率很低, 誤差較大。而對(duì)高端設(shè)備,一般采用直流伺服技術(shù),雖然精度和效率得以保證,但價(jià)格非常昂貴,產(chǎn)品性能價(jià)格比難以令人滿意。
隨著計(jì)算機(jī)技術(shù)、自動(dòng)控制技術(shù)和矢量變頻調(diào)速技術(shù)的高速發(fā)展, 如何采用先進(jìn)的控制技術(shù)構(gòu)造性能價(jià)格比優(yōu)異的剪切控制系統(tǒng),是人們關(guān)注的焦點(diǎn),中達(dá)電通公司為此提供了基于臺(tái)達(dá)工控產(chǎn)品的整體配套控制方案,比較好地解決了存在的問題。
3 基于臺(tái)達(dá)工控產(chǎn)品的裁剪自動(dòng)控制系統(tǒng)
3.1 控制原理簡(jiǎn)介
基于BWS伺服的裁剪控制系統(tǒng)整體解決方案控制框圖如圖2所示。系統(tǒng)采用編碼器、PLC、伺服驅(qū)動(dòng)器器構(gòu)成自動(dòng)控制系統(tǒng)以實(shí)現(xiàn)精確定位。長(zhǎng)度定位采用臺(tái)達(dá)編碼器500PPR與校平送料滾軸直連方式以實(shí)現(xiàn)準(zhǔn)確測(cè)量。校平機(jī)由3.7kW減速比為15:1的減速電機(jī)驅(qū)動(dòng),用電磁抱閘強(qiáng)制克服鋼材運(yùn)動(dòng)的慣性以利于被加工對(duì)象的準(zhǔn)確定位。采用觸摸屏人機(jī)界面作為指令和數(shù)據(jù)上行下達(dá)的窗口,通過人機(jī)界面與DVP16EH00R通訊,其數(shù)據(jù)和指令經(jīng)過PLC控制現(xiàn)場(chǎng)設(shè)備。在定位系統(tǒng)中,由于臺(tái)達(dá)EH內(nèi)建完全開放的經(jīng)典PID指令,以該指令為核心,可以在PID運(yùn)算的過程中,方便快速地隨時(shí)動(dòng)態(tài)修正計(jì)算結(jié)果,P/I/D等所有關(guān)鍵參數(shù)可隨時(shí)修正,通過控制算法的動(dòng)態(tài)修正,彌補(bǔ)了異步電機(jī)響應(yīng)滯后的不足。采用動(dòng)態(tài)PID連續(xù)定位算法 ,使處于速度模式下的伺服驅(qū)動(dòng)器可以非常準(zhǔn)確地控制異步電機(jī)定位。在該算法下,伺服驅(qū)動(dòng)器的給定轉(zhuǎn)速處于變化狀態(tài),由PLC內(nèi)置的RS-485接口與變頻器自帶的485接口以115200BPS的高速通訊完成速度給定和狀態(tài)檢測(cè),以低成本方式取代原來(lái)需要交流伺服才能完成的功能,實(shí)現(xiàn)了準(zhǔn)確的切長(zhǎng)控制。系統(tǒng)中現(xiàn)場(chǎng)設(shè)備的各類DI信號(hào)反饋到DVP-EH可編程控制器,經(jīng)運(yùn)算后將結(jié)果輸出至執(zhí)行器執(zhí)行以實(shí)現(xiàn)安全可靠的穩(wěn)定控制。
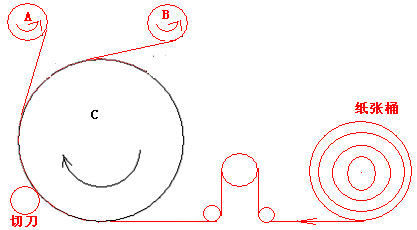
圖2 整體解決方案的控制框圖
3.2 關(guān)鍵數(shù)據(jù)計(jì)算及控制方案說(shuō)明
滾軸直徑為108mm,周長(zhǎng)為3.1415*108=339mm。編碼器采用2倍頻計(jì)數(shù),則編碼器計(jì)數(shù)的精度為339/1000=0.339mm。切板機(jī)每切一次的時(shí)間為1s,滾軸帶動(dòng)板材 以30m/min的速度可以滿足要求。如按加速到最大速度的時(shí)間為2s,減速到0的時(shí)間為2s計(jì)算,一分鐘內(nèi)有60-8-4*8=20s的時(shí)間系統(tǒng)以最高速度運(yùn)行。一分鐘運(yùn)行的距離為20*30/60+30*4*8*0.5/60=18m,可以滿足每分鐘2*8=16m的要求。
PLC的計(jì)數(shù)頻率:(30*1000/0.339)/60=1475Hz<3kHz。用臺(tái)達(dá)ES系列的PLC可以滿足要求。
采用額定轉(zhuǎn)速為1450r/min、減速比為15:1的減速電機(jī)驅(qū)動(dòng),速度為1450/15=96r/min。滾軸軸徑108mm,線速度為3.1415*108*96/1000=32.7m/min,大于計(jì)算的最高速度30m/min, 因此可以滿足要求的。
設(shè)定的參數(shù)和PLC自動(dòng)修正的數(shù)據(jù)存放于PLC的掉電保持區(qū)(EEPROM AREA),可以保證數(shù)據(jù)不會(huì)丟失;人機(jī)界面具備電池后備數(shù)據(jù)保持區(qū)(64K Byte),可以存放重要的過程歷史數(shù)據(jù);人機(jī)界面可對(duì)PLC的數(shù)據(jù)作二次處理,如報(bào)警記錄和顯示等;此外,還可根據(jù)客戶的需求靈活進(jìn)行其它指定要求的設(shè)計(jì)。為便于遠(yuǎn)程監(jiān)測(cè),可利用EH擴(kuò)展接口,擴(kuò)展出第三個(gè)串口,實(shí)現(xiàn)遠(yuǎn)端和設(shè)備近端人機(jī)界面的雙重控制。
3.3 安全可靠性考慮
系統(tǒng)各個(gè)部分設(shè)置有電機(jī)操作按鈕、急停按鈕,手動(dòng)、自動(dòng)選擇等。所有伺服驅(qū)動(dòng)器集中安裝在控制柜內(nèi),PLC和人機(jī)界面放在現(xiàn)場(chǎng)設(shè)備上,這種配置可縮短PLC和人機(jī)界面的通訊距離,減小變頻器對(duì)弱電系統(tǒng)尤其是編碼器的干擾,在提高通訊可靠性和控制精度的同時(shí)也提高了操作的便利性。伺服驅(qū)動(dòng)器和變、配電設(shè)備與信號(hào)設(shè)備遠(yuǎn)離,防止強(qiáng)電對(duì)小信號(hào)干擾,提高精度。電器配電柜設(shè)計(jì)考慮:(1)配電系統(tǒng)對(duì)各回路均單獨(dú)控制,設(shè)計(jì)有循環(huán)風(fēng)冷、備用電源、備用按鈕和指示,易于檢修改造;(2)現(xiàn)場(chǎng)電源、聯(lián)鎖電源以及低壓供電系統(tǒng)均設(shè)計(jì)有空氣開關(guān),可防止電源短路的互相影響;(3)五線三相供電,配電柜中性線和地線分開,有利于抗干擾和操作人身安全。
3.4 現(xiàn)場(chǎng)應(yīng)用與系統(tǒng)設(shè)計(jì)說(shuō)明
表1 主要控制元、器件表
采用BWS-BBR輪切伺服驅(qū)動(dòng)器及15:1減速電機(jī)和電磁抱閘有效地克服慣性對(duì)定位的影響以及送料機(jī)的沖力,提高了裁切精度。影響精度的因素眾多,如編碼器的干擾、電機(jī)與連軸器間的間隙、連軸器的背隙、編碼器與連軸器的間隙、原料與滾輪間在運(yùn)動(dòng)和停止時(shí)存在打滑等等,為此,除了設(shè)計(jì)時(shí)采用高精度編碼器、BWS-BBR輪切伺服驅(qū)動(dòng)器、快速響應(yīng)的電磁抱閘外,在安裝調(diào)試時(shí)必須盡量減小連軸器的背隙,增加板材與滾軸間的摩擦力。為了使送料機(jī)與校平機(jī)的速度相適應(yīng),可在送料機(jī)與校平機(jī)之間采用挖地坑的方法實(shí)現(xiàn)緩沖,如送料機(jī)以16m/s的速度送料,校平機(jī)以2m為一塊板切割,則要求留足2m的余量。若挖3m長(zhǎng),2m深的地坑,剛好可以滿足2m的余量滿足速度匹配。但實(shí)際鋼板是不可能拉到水平的,也不能接觸到地坑底部,因此在地坑底部適當(dāng)位置加裝一對(duì)光電開關(guān),檢測(cè)越限信號(hào),只要超限就啟動(dòng)送料機(jī),為了方便挖一個(gè)4m長(zhǎng),3m深的地坑就可以滿足工藝要求。
系統(tǒng)所選用的主要控制元、器件如表1所示,系統(tǒng)設(shè)計(jì)中值得關(guān)注的有以下幾個(gè)問題。
(1)BWS-BBR輪切伺服驅(qū)動(dòng)器,該產(chǎn)品具有極高的性能價(jià)格比,搭配高頻寬響應(yīng)的位置閉環(huán)控制卡PG05,可以大大提高異步電機(jī)的響應(yīng)特性;
(2)人機(jī)界面選擇臺(tái)達(dá)DOP-A系列5.7′藍(lán)屏觸摸屏,該產(chǎn)品外觀精美,開發(fā)使用及維護(hù)簡(jiǎn)單,在同類產(chǎn)品中性能價(jià)格比極高,其強(qiáng)大的軟件功能完全滿足類似系統(tǒng)應(yīng)用需求;
(3)編碼器選用高精度、高可靠性的臺(tái)達(dá)ES編碼器產(chǎn)品,該產(chǎn)品核心的光柵碼盤采用臺(tái)達(dá)專利的激光刻蝕技術(shù)并搭配專利的光電轉(zhuǎn)換技術(shù),使之在使輸出脈沖邊沿成型干凈的同時(shí)而又保持了高頻脈沖輸出不會(huì)變形和丟失的特點(diǎn);
(4)PLC為臺(tái)達(dá)EH系列,該系列產(chǎn)品采用ASIC芯片,用硬件方式處理運(yùn)算指令,大大提高了處理速度和可靠性,用小型PLC可實(shí)現(xiàn)中型PLC的功能。
4 結(jié)束語(yǔ)
基于BWS伺服解決方案的460mm幅寬成卷鋼板校平剪板機(jī)自動(dòng)控制系統(tǒng),投入生產(chǎn)實(shí)踐使用后應(yīng)用效果表明:
(1)該方案裁切精度高,完全滿足用戶要求,操作使用方便;
(2)用異步電機(jī)、BWS-BBR輪切伺服驅(qū)動(dòng)器和高速PLC作簡(jiǎn)單搭配能實(shí)現(xiàn)快速定長(zhǎng)控制,性能價(jià)格比高,符合實(shí)際工程需要,能滿足市場(chǎng)需求;
(3)用改進(jìn)的PID算法可實(shí)現(xiàn)對(duì)BWS-BBR輪切伺服驅(qū)動(dòng)器和異步電機(jī)的頻寬響應(yīng)控制。

