
BWS伺服在慢走絲加工機(jī)床上的應(yīng)用
摘要: 討論占有國內(nèi)外的電火花線切割機(jī)床已占電加工機(jī)床總數(shù)的60%以上的慢走絲加工機(jī)床的運(yùn)動控制技術(shù)。對于0.5~0.2rpm超低速運(yùn)行過程中保持穩(wěn)定的追隨誤差以及大慣量伺服系統(tǒng)調(diào)試給出重點討論。
Abstract:
Key words :
摘 要:討論占有國內(nèi)外的電火花線切割機(jī)床已占電加工機(jī)床總數(shù)的60%以上的慢走絲加工機(jī)床的運(yùn)動控制技術(shù)。對于0.5~0.2rpm超低速運(yùn)行過程中保持穩(wěn)定的追隨誤差以及大慣量伺服系統(tǒng)調(diào)試給出重點討論。
1 引言
電火花線切割加工(Wire cut Electrical Discharge Machining,簡稱WEDM),有時又稱線切割。其基本工作原理是利用連續(xù)移動的細(xì)金屬絲(稱為電極絲)作電極,對工件進(jìn)行脈沖火花放電蝕除金屬、切割成型。線切割主要用于加工各種形狀復(fù)雜和精密細(xì)小的工件,例如沖裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、樣板、電火花成型加工用的金屬電極,各種微細(xì)孔槽、窄縫、任意曲線等,具有加工余量小、加工精度高、生產(chǎn)周期短、制造成本低等突出優(yōu)點,已在生產(chǎn)中獲得廣泛的應(yīng)用,目前國內(nèi)外的電火花線切割機(jī)床已占電加工機(jī)床總數(shù)的60%以上。
2 慢走絲加工機(jī)床
2.1 線切割機(jī)床分類
根據(jù)電極絲的運(yùn)行速度不同,電火花線切割機(jī)床通常分為兩類:一類是高速走絲電火花線切割機(jī)床(WEDM-HS),其電極絲作高速往復(fù)運(yùn)動,一般走絲速度為 8~10m/s,電極絲可重復(fù)使用,加工速度較高,但快速走絲容易造成電極絲抖動和反向時停頓,使加工質(zhì)量下降,是我國生產(chǎn)和使用的主要機(jī)種,也是我國獨(dú)創(chuàng)的電火花線切割加工模式;另一類是低速走絲電火花線切割機(jī)床(WEDM-LS),其電極絲作低速單向運(yùn)動,一般走絲速度低于0.2m/s,電極絲放電后不再使用,工作平穩(wěn)、均勻、抖動小、加工質(zhì)量較好,但加工速度較低,是國外生產(chǎn)和使用的主要機(jī)種。本文介紹的是臺達(dá)ASD-AB伺服在慢走絲加工機(jī)床上的應(yīng)用案例。慢走絲加工機(jī)床如圖1所示。慢走絲機(jī)床加工的工件圖如圖2所示。
2.2 線切割機(jī)床結(jié)構(gòu)
慢走絲和快走絲作為加工機(jī)床主要的組成部分包括:
(1)主機(jī):包括床身、坐標(biāo)工作臺、走絲機(jī)構(gòu)等;
(2)脈沖電源:把交流電流轉(zhuǎn)換成一定頻率的單向脈沖電流;
(3)控制系統(tǒng)控制機(jī)床運(yùn)動,是本文討論的重點;
(4)工作液循環(huán)系統(tǒng):提供清潔的、有一定壓力的工作液。

圖1慢走絲加工機(jī)床


圖2 慢走絲機(jī)床加工的工件圖
3 基于臺達(dá)伺服技術(shù)的運(yùn)動控制
3.1 硬件介紹
控制部分就是上位機(jī)系統(tǒng)和伺服系統(tǒng):
(1)上位機(jī):是基于PC架構(gòu)的慢走絲機(jī)床專用NC控制器;
(2)伺服系統(tǒng):兩套“BWS”,BWS-BBH伺服控制器和BWS-BH大慣量伺服電機(jī)。
(3)機(jī)械傳動:伺服電機(jī)直連螺距為6mm的絲桿。
3.2 技術(shù)難點
慢走絲機(jī)床上的伺服應(yīng)用的主要技術(shù)難點就是在0.5~0.2rpm超低速運(yùn)行過程中保持穩(wěn)的追隨誤差,同時追隨誤差又必須小于2個脈沖。這樣的超低速技術(shù)要求實際上是和慢走絲機(jī)床的加工特點有密切的聯(lián)系的。慢走絲機(jī)床的電極絲直徑通常0.03~0.35mm,而其加工工件時中心線在工件上切過的面積總和最大可達(dá)約為350m㎡/min,慢走絲機(jī)床加工的工件與快走絲不同通常都是既對加工精度要求很高又有很大的加工厚度。這就對慢走絲機(jī)床的進(jìn)給速度有很高的要求,速度必須在一定的范圍內(nèi),過快的速度會造成加工不徹底,在工件表面留下深淺不一的粗糙痕跡使表面粗糙度變差,同時也會造成電極絲振動加大,易造成斷絲!至于伺服系統(tǒng)小于2個脈沖的追隨誤差,則是因為線切割的加工原理就是正負(fù)電極之間不斷放電灼燒工件表面,就是說兩個電極之間要保持一定的距離,既不能接觸在一起造成短路,又不能距離太遠(yuǎn)造成斷路!
4 大慣量伺服系統(tǒng)調(diào)試
4.1 系統(tǒng)調(diào)試
對于調(diào)試過程可說是難點重重,因為客戶機(jī)械整體的負(fù)載就非常的大,而且還要在加工的過程中在加工槽里注滿水,使得負(fù)載慣量和負(fù)載質(zhì)量更大,增加了伺服的控制難度。為了保證2個脈沖的追蹤誤差,所以伺服控制器的增益必須維持在一個較高的水平,但是由于幾乎不允許出現(xiàn)任何的振動,那么伺服控制系統(tǒng)的增益還不能夠過大,也就是說在穩(wěn)定的響應(yīng)水平和穩(wěn)定的控制平衡度之間尋找一個平衡點,這個平衡點的選取就是我們調(diào)試的關(guān)鍵。
由于該設(shè)備的運(yùn)行速度不能超過我們調(diào)試軟件估測負(fù)載慣量所需的運(yùn)行速度200rpm,所以只能通過不斷的試驗,對參數(shù)進(jìn)行設(shè)置,以找到最佳的增益參數(shù),也就是將伺服參數(shù)中跟增益有關(guān)的2-00(位置控制增益),2-02(位置前饋增益),2-03(位置前饋增益平滑常量),2-04(速度控制增益),2-06(速度積分補(bǔ)償),以及跟共振有關(guān)的2-25(共振抑制低通濾波),2-23(共振抑制Notch filter),2-24(共振抑制Notch filter衰減率)進(jìn)行不斷的試驗設(shè)置和運(yùn)行測試,2-00主要作用是保持位置環(huán)控制響應(yīng)水平的,2-04主要作用是保持速度環(huán)控制響應(yīng)水平的,這兩個值是伺服響應(yīng)的基礎(chǔ),而2-02和2-06的主要作用就是減小位置控制誤差和速度控制誤差的,將這兩個值調(diào)到很高的位置可以明顯地減小追隨誤差。2-03 作用就是可以大大的降低傳動機(jī)構(gòu)的運(yùn)轉(zhuǎn)振動。
剛剛開始調(diào)試時,很快就將伺服的響應(yīng)水平調(diào)整到一個不使伺服電機(jī)運(yùn)行有振動的最高的控制水平,這個增益水平上伺服電機(jī)的運(yùn)行效果是是伺服系統(tǒng)在 0.5rpm的速度下運(yùn)行追隨誤差基本保持在2個脈沖范圍內(nèi),但是在運(yùn)行的某幾個點的時候,會跳變到3~4個脈沖。這是慢走絲設(shè)備運(yùn)行不允許的,必須通過調(diào)整伺服的增益來改善這樣的運(yùn)行效果,因為這樣的追隨誤差的跳變是由于在某個運(yùn)行點上伺服系統(tǒng)的負(fù)載情況發(fā)生改變,而由于伺服系統(tǒng)的響應(yīng)又不夠快,所以才會出現(xiàn)追隨誤差變大的情況。通過以上分析,需要實現(xiàn)的就是提高伺服系統(tǒng)的響應(yīng)水平又不能使伺服電機(jī)運(yùn)行過程中出現(xiàn)任何的振動。為了既不讓電機(jī)振動,又提高增益水平,只有將2-03加大降低機(jī)構(gòu)傳動的振動,才能提高2-04和2-00從而提高伺服系統(tǒng)整體的增益水平位置較高的響應(yīng),同時,還不能把2-03的值調(diào)整地過高,因為它會影響位置追蹤誤差。
在增調(diào)整已經(jīng)很理想的情況下,開始安裝工件試切。在試切過程發(fā)現(xiàn)一個很異常的現(xiàn)象,即在x軸以0.3rpm速度進(jìn)給時,y軸的追蹤誤差會有一個不斷的跳變,當(dāng)時y軸根本沒有信號輸入,是不應(yīng)該有任何移動的。出現(xiàn)這樣的情況只有兩種可能,一是有信號干擾,二是發(fā)生了機(jī)械振動!通過判斷是在x軸以一定速度移動時,y軸會有共振產(chǎn)生!利用我們調(diào)試軟件BWS-DDS找到共振頻率,消除共振,調(diào)試完成。共振抑制頻率點的抓取如圖3所示。
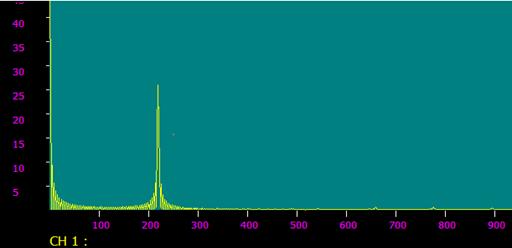
圖3 共振抑制頻率點
4.2 工件測試
作為加工機(jī)床,一定要通過加工試切來證明我們的伺服是否能夠滿足慢走絲機(jī)床的應(yīng)用場合。圖4是BWS-BBH伺服加工的工件效果圖,圖4顯示是在磨掉一部分氧化層以后檢測其表面光潔度,從1號~3號加工效果越來越好,單純從加工效果上看3號的表面光潔度已經(jīng)可以已經(jīng)與原伺服系統(tǒng)17位編碼器的高精度伺服電機(jī)的加工效果接近。


圖4 加工試切工件測試
5 結(jié)束語
BWS-BBH伺服主要是應(yīng)用在控制系統(tǒng)中進(jìn)給控制方面,伺服運(yùn)動性能如何,直接關(guān)系著工件的加工精度和表面粗糙度。客戶原來使用的是國外知名品牌的伺服系統(tǒng),其伺服電機(jī)是采用17位高線數(shù)編碼器,而BWS伺服系統(tǒng)則采用的是BWS-BBH系列伺服系統(tǒng)配套使用的ECMA電機(jī),其編碼器僅僅是2500線的低線數(shù)的伺服編碼器。應(yīng)用BWS伺服系統(tǒng)的慢走絲加工機(jī)床的加工精度和表面粗糙度與客戶原來采用17位高線數(shù)編碼器的伺服系統(tǒng)的慢走絲機(jī)床相差無幾。從而使客戶的制造成本在性能不降低的前提下得到了大大的壓縮,提高了其產(chǎn)品在慢走絲加工機(jī)床的市場競爭力。
此內(nèi)容為AET網(wǎng)站原創(chuàng),未經(jīng)授權(quán)禁止轉(zhuǎn)載。