
自2002年6月,六類布線標準的出臺不僅結束了長達多年的商家在產(chǎn)品性能方面的紛爭局面,也為用戶選擇六類布線產(chǎn)品提供了一個可靠的技術依據(jù)。六類布線帶來的最大好處是用戶可以大大減少在網(wǎng)絡設備端的投資,包括網(wǎng)卡和交換機等。目前隨著千兆位網(wǎng)絡應用的普及,對那些有高速數(shù)據(jù)傳輸需求的用戶來說,選擇主干光纖加水平六類已是最佳的選擇。
六類布線系統(tǒng)在傳輸速率上可提供高于超五類2.5倍的高速帶寬,在100MHz時高于超五類300%的ACR值。在施工安裝方面,六類比超五類難度也要大很多。隨著傳輸速率的上升,安裝施工的正確與否對系統(tǒng)性能的影響就越大。不合理的管線設計,不規(guī)范的安裝步驟,不到位的管理體制,都會對六類布線的測試結果(包括物理性能和電氣性能)帶來影響。六類是一個永久鏈路級別的布線系統(tǒng),它包括線纜、六類信息模塊、六類配線架以及成品的六類UTP跳接線。
德特威勒公司的六類非屏蔽布線系統(tǒng)使用的模塊為unilan®KU1/8模塊-Cat.6RJ-45接口,RJ是Registered Jack的縮寫,意思是“注冊的插座”。在FCC(美國聯(lián)邦通信委員會標準和規(guī)章)中的定義是,RJ是描述公用電信網(wǎng)絡的接口,常用的有RJ-11和RJ -45,計算機網(wǎng)絡的RJ-45是標準8位模塊化接口的俗稱。RJ-45模塊的核心是模塊化插孔。連接片采用鍍金銅鈹合金;IDC采用銅磷合金。鍍金的連接片或插座孔可維持與模塊化插頭彈片間穩(wěn)定而可靠的電連接。由于彈片與插孔間的磨擦作用,電接觸隨插頭的插入而得到進一步加強。插孔主體設計采用了整體鎖定機制,這樣當模塊化插頭(如RJ-45插頭)插入時,插頭和插孔的界面處可產(chǎn)生最大的拉拔強度。RJ-45模塊上的接線塊通過線槽來連接雙絞線,鎖定彈片可以在面板等信息出口裝置上固定RJ-45模塊。常見的非屏蔽模塊高2cm、寬1.6cm,厚3.5cm,模塊體采用抗高壓阻燃材料、UL94V-0等級。Snap-in簡便卡接方式。特殊的工藝設計提供至少800重復插拔,模塊上標有T568A/568B打線色標,避免不必要的打線誤操作。這類模塊通常需要打線工具——unilan®專用單對端接工具。

在六類布線系統(tǒng)施工中除了布放線纜外,打線也尤為重要(包括信息模塊和配線架等),在模塊上打線看似簡單,卻大有學問。要想打好打快,首先就要了解六類非屏蔽線纜的結構和生產(chǎn)工藝。六類線纜中采用4線對隔離裝置,這種線纜內(nèi)部帶螺旋式十字支撐結構,將所有雙絞線鎖定在四個相對固定的位置,可有效降低在全頻工作范圍(0-250MHz)線對之間的相互干擾,具有穩(wěn)定的平衡特性,實際施工環(huán)境下,能表現(xiàn)出良好的抗拉、抗擠壓特性,采用23AWG規(guī)格的十字骨架六類線纜在安裝后會具有較高的、穩(wěn)定的串擾衰減和阻抗等電氣性能。在GB5023-2007《綜合布線工程驗收規(guī)范》的6.0.2 中就規(guī)定了“對絞電纜終接應符合下列要求:
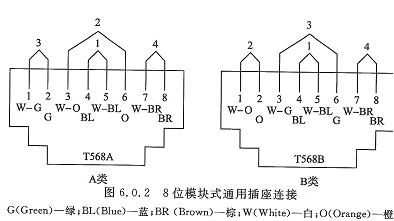
1 終接時,每對對絞線應保持扭絞狀態(tài),扭絞松開長度對于3 類電纜不應大于75mm;對于5 類電纜不應大于13mm;對于6 類電纜應盡量保持扭絞狀態(tài),減小扭絞松開長度。
2 對絞線與8 位模塊式通用插座相連時,必須按色標和線對順序進行卡接。插座類型、色標和編號應符合圖6.0.2 的規(guī)定。
兩種連接方式均可采用,但在同一布線工程中兩種連接方式不應混合使用。”
以下就六類模塊的打線作一詳解,打線時要求線纜PVC絕緣層的外皮與IDC打線端子平齊,以降低近端線對的串擾值,同時,在線纜到達IDC打線端子刀口處,盡量不要破壞對絞線的絞距。筆者曾做過比較,如果打接時有對芯線在IDC處分開距離太大(因4對線中有一對節(jié)距相對較大,很容易松開),則近端串音NEXT的余量就小;如果打接時能保證線對不松開,則近端串音NEXT的余量就會明顯增大,前后會有3dB的差異。正確的打線步驟如下:
1) 剪斷:利用剪刀剪取適當長度的網(wǎng)線。
2) 剝皮:將線頭放入剝線環(huán)剝線刀口,讓線頭角及擋板,慢慢旋轉(zhuǎn),讓刀口劃開雙絞線的保護膠皮,拔下膠皮,剪去中間的十字骨架及麥拉線。(注意:剝30mm長就行了)

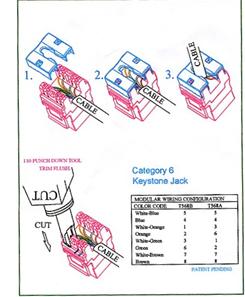
3) 放線:把剝?nèi)ツz皮的雙絞線橫放進模塊的凹槽內(nèi)(護套部分伸入槽內(nèi)約2mm左右),槽內(nèi)有色標和A、B標記,標記A表示按 T568A規(guī)則打線,標記B則表示按 T568B規(guī)則打線。
4) 排序和壓制:先把雙絞線頭部位置適當解紐(解紐到IDC打線端口),然后按照T568A或T568B的線序分別排開。以T568B為例,根據(jù)模塊面上的圖標分上下面把線放到模塊面槽里,先把綠對與橙對兩邊分開放入對應的IDC打線端口并拉緊,然后用專用單對端接工具進行壓制;最關健的是棕對與藍對,棕對的節(jié)距較大,需絞緊一圈,以免頭部線纜扳直后線對松開,然后把兩對線按色標放好,再用專用單對端接工具(俗稱打線刀)進行壓制。端接工具的操作手勢也很有講究,實際現(xiàn)場工作中一天可能要打好幾百個模塊,如果手勢不正確不僅打線速度上不去,同時也會感到很吃力,搞不好手上就會弄出水泡來,甚至弄傷手。
正確的手法是:把模塊放在一張平整的工作臺上,一只手緊握住模塊,并用手指把線壓住。另一只手先把芯線按色標要求放到位并拉緊(可以放一對打一對,也可以把芯線全放好后再打),然后,拿起打線刀,握住打線刀手柄的中間,使手臂與打線刀之間成一直角,將打線刀順勢往下一壓即可。注意打線刀切線的刀片應該放在模塊的外邊,而不是里面。
5) 上防塵蓋:模塊做完后,蓋上防塵蓋才算完整,然后把線板直卡入槽內(nèi)。
要素:
打線要打到底,聽到“喀嗒”聲后方能放手
打線刀應啟動旁邊的切刀,在打線的同時切斷線
不要使用美工刀打線
打完線后將蓋子蓋上,保持長期可靠性
按以上步驟操作的六類非屏蔽線纜用FLUKE DTX-1800電纜測試儀測得的近端串音NEXT的最小余量均能超過6.5dB。