
1 引言
CO2氣體保護焊自從上世紀五十年代問世以來,就以高效、節(jié)能、低成本等特點受到人們極大的關注,已廣泛應用于汽車、造船、航空航天、石油化工機械、農(nóng)機和動力機械等制造部門[1]。目前使用的CO2焊機主要有抽頭式、晶閘管式和逆變式等幾種型式,其中,抽頭式焊機在國內(nèi)仍占有不小的市場份額。近些年來,隨著計算機和自動控制技術的快速發(fā)展,現(xiàn)代CO2焊機已從傳統(tǒng)的分立元件控制向集成化、數(shù)字化和智能化控制方向轉變,以適應焊接技術不斷發(fā)展的需要。
本研究用性價比高、抗干擾能力強的PIC單片機來控制抽頭式CO2焊機,通過軟件實現(xiàn)對焊機送絲速度和工作時序的數(shù)字化控制,并使其具有點焊、斷續(xù)焊、二/四步控制等多種功能,以降低控制電路的復雜性、增強焊機的工作可靠性。
2 PIC單片機簡介
PIC(Periphery Interface Chip)系列單片機是美國Microchip公司生產(chǎn)的產(chǎn)品[2, 3, 4]。PIC系列單片機的硬件系統(tǒng)設計簡潔,指令精練,是一種與國內(nèi)常用的MCS系列單片機截然不同的單片機。它采用哈佛總線結構、精簡指令集RISC(Reduced Instruction Set Collection)技術,實現(xiàn)了指令的單字節(jié)化和單周期化,大大提高了CPU執(zhí)行指令的速度和工作效率;它的I/O端口驅動負載的能力較強,可以直接驅動發(fā)光二極管LED、光電耦合器和小型繼電器等;并且這種單片機集成度高,可以最大限度地減少外圍擴展電路,實現(xiàn)純單片開發(fā)應用,降低成本。
在本設計中,選用抗干擾能力強、I/O接口豐富的PIC16C711單片機作為控制系統(tǒng)的核心。這款單片機由68字節(jié)數(shù)據(jù)存儲器、1K×14個程序存儲器、4路A/D轉換通道、8個I/O口、1個定時/計數(shù)寄存器等組成,具有上電復位和降壓復位等功能。
3 系統(tǒng)硬件設計
根據(jù)CO2氣體保護焊工藝的要求,要求控制系統(tǒng)實現(xiàn)以下控制功能:
a) 焊接過程的時序控制;
b) 點焊/斷續(xù)焊/連續(xù)焊控制;
c) 焊接操作的二/四步控制;
d) 送絲電機的調速控制和能耗制動控制。
設計的基于PIC單片機的控制原理框圖如圖1所示。在焊接過程中,單片機控制系統(tǒng)完成了送電、送氣、送絲、焊槍開關狀態(tài)檢測、二/四步控制以及點焊/斷續(xù)焊/連續(xù)焊等的控制。
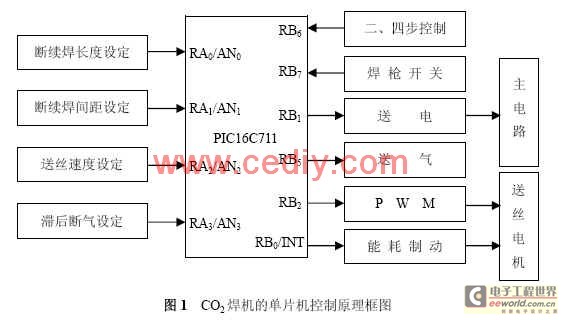
斷續(xù)焊長度、斷續(xù)焊間距、送絲速度、滯后斷氣時間等的設定值經(jīng)過A/D通道讀入單片機,二/四步功能設定、焊槍開關狀態(tài)檢測通過I/O口讀入單片機,焊機送氣、送電控制以及送絲電機的PWM調速控制與能耗制動(停送絲控制)信號通過I/O口輸出。
因為在PIC16C711單片機中沒有直接輸出PWM信號的口,所以在設計時,把與送絲速度對應的數(shù)字量轉換成在RB2口輸出的周期一定、高低電平延遲時間不同的信號,形成PWM信號。另外,為了在焊接結束時避免焊絲直接插入熔池,電路設計有送絲電機能耗制動快速停機功能。
4 軟件設計
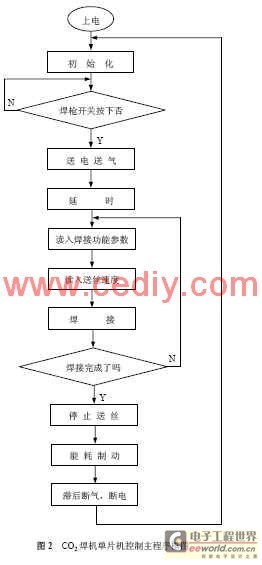
本設計中控制軟件采用模塊化設計方法,以主程序為核心設置了許多功能子程序模塊,運行過程中通過主程序調用功能子程序模塊,簡化了設計結構。主要的功能模塊有初始化程序、A/D轉換子程序、參數(shù)讀入子程序、時序控制子程序和各種延時子程序等。主程序流程框圖如圖2所示。
程序開始時,焊機上電,單片機立即進行各個端口的初始化工作,初始化完成后,單片機控制系統(tǒng)處于待命狀態(tài),等待焊槍開關按下。一旦焊槍開關按下,焊接主電源接通,同時開始送氣;延時一段時間后,調用焊接功能參數(shù)讀入子程序,即讀入事先在面板上設定的滯后斷氣時間,并判斷二/四步控制和焊接方式(點焊、斷續(xù)焊或連續(xù)焊)。然后,按照讀入的送絲速度開始焊接。在焊接過程中,實時檢測送絲速度和焊接功能參數(shù)的變化,以便隨時調整送絲速度大小和焊接功能參數(shù)。焊接完成后,停止輸出PWM信號,通過能耗制動迅速停止送絲,根據(jù)設定的滯后斷氣時間延遲斷氣,等待下一次焊接。
下面給出了PWM信號產(chǎn)生子程序的程序清單。
關鍵字:PIC單片機焊機數(shù)字化控制系統(tǒng)
PWM信號產(chǎn)生子程序:
BCF STATUS, 5
BCF STATUS, 6
BCF PORTB, 2
CALL DELAY2
BSF PORTB, 2
CALL DELAY3
DELAY2:
MOVF BUF2, 0
MOVWF R5
DELAY2_1:
NOP
DECFSZ R5, 1
GOTO DELAY2_1
RETLW 0
DELAY3:
MOVF BUF5, 0
MOVWF R6
DELAY3_1:
NOP
DECFSZ R6, 1
GOTO DELAY3_1
RETURN
5 焊接試驗
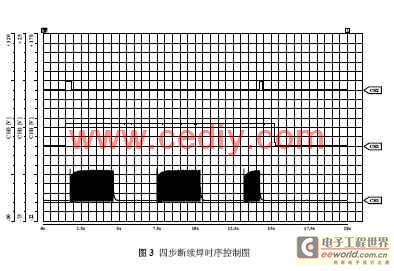
將設計的數(shù)字化控制系統(tǒng)應用到實際的焊機中,通過數(shù)字信號記錄儀記錄相關波形,以驗證軟硬件設計的正確性。如圖3所示為四步斷續(xù)焊時序控制圖,通道CH1、CH2、CH3分別記錄焊機的送絲控制信號、焊槍開關信號和送電送氣控制信號。從圖3中可以看出,當焊槍開關按下后,開始送電送氣,延遲約300ms后,開始送絲,接觸引弧,進入焊接過程,松開焊槍開關后,繼續(xù)進行焊接,再次按下焊槍開關時,啟動能耗制動以立即停止送絲,經(jīng)過一段返燒后電弧自動熄滅,最終根據(jù)事先設定的1s滯后時間停止送氣,并斷電。在二步控制時,需要一直按緊焊槍開關,松開焊槍開關,馬上停止焊接。
6 結論
a) CO2焊機數(shù)字化控制系統(tǒng),充分利用了PIC單片機的資源,用少量的外圍電路實現(xiàn)了一個功能較完善、性能優(yōu)良的實用系統(tǒng),降低了焊機成本。
b) 試驗結果表明,基于PIC單片機的CO2焊機數(shù)字化控制系統(tǒng),設計合理,結構簡單,工作穩(wěn)定可靠,抗干擾能力強。