
根據(jù)模型參考自適應(yīng)控制(MRAC)思想,建立了數(shù)控機床切削加工過程MRAC模型,然后對模型進行動力學(xué)過程仿真。同時,分別對加工過程的反饋閉環(huán)控制和開環(huán)控制進行仿真,并將這3種仿真結(jié)果進行比較,從仿真結(jié)果可以看出,MRAC的機床切削加工性能指標(biāo)最好。
1 數(shù)控機床MRAC的工作原理
數(shù)控機床的MRAC是以機床、刀具、工件系統(tǒng)所完成的切削過程作為調(diào)節(jié)對象。該控制系統(tǒng)的原理結(jié)構(gòu)如圖1所示。它除了一般數(shù)控機床的位置和速度控制回路以外,還增加了MRAC反饋回路。當(dāng)系統(tǒng)受到各種隨機因素的干擾后,切削過程的狀態(tài)參數(shù)立刻發(fā)生變化,通過傳感器隨時檢測這些參數(shù)的數(shù)值并經(jīng)轉(zhuǎn)換,在MRAC控制單元中與給定的評價指標(biāo)或約束條件(即期望的性能指標(biāo))進行判別和比較,得到性能指標(biāo)偏差,然后給主機CNC輸出校正信號,對系統(tǒng)的輸人參數(shù)進行修正,從而使切削過程向預(yù)定的指標(biāo)和條件轉(zhuǎn)變,以達到最佳狀態(tài)。
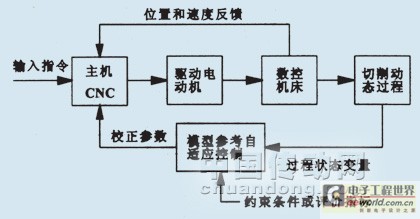
圖1 數(shù)控機床MRAC系統(tǒng)結(jié)構(gòu)
2 機床切削加工MRAC模型的建立
機床切削加工過程MRAC模型如圖2所示,由伺服機構(gòu)、切削過程、參考模型調(diào)節(jié)機構(gòu)、前饋裝置和反饋裝置等環(huán)節(jié)組成。
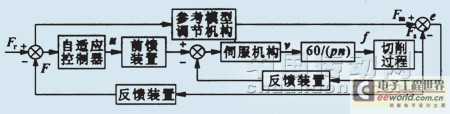
圖2 切削加工過程MRAC模型框圖
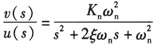
伺服環(huán)節(jié)可用一個二節(jié)系統(tǒng)表示:
 (1)
(1)
式中:s為拉氏變換的算子;u為伺服輸入(V);Kn為伺服增益(mm/(V·s));ωn為伺服系統(tǒng)的自然頻率(rad/s);v為進給速度(mm/s);ξ為阻尼系數(shù);f為進給量(mm/r),可表示為:
 (2)
(2)
式中:n為主軸轉(zhuǎn)速(r/min);戶為銑削時刀具的齒數(shù),車削時p=1。
考慮到參考模型調(diào)節(jié)機構(gòu)是作為理想的性能指標(biāo),因此,該環(huán)節(jié)依然和伺服機構(gòu)的環(huán)節(jié)一樣,即
切削加工過程的靜態(tài)切削力Fs可表示為:
 (3)
(3)
式中:Ks為切削比力(N/mm2),m為指數(shù)(一般m<1),Ks、m都取決于工件材料和刀具形狀;a為背吃刀量(mm)。
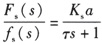
根據(jù)不同加工過程特性,F(xiàn)s動態(tài)過程也可由式(3)表示。假設(shè)m=1,其動態(tài)過程可用一個一階系統(tǒng)來表示:
 (4)
(4)
式中:τ為時間常數(shù)。
模型中的前饋裝置和反饋裝置都是比例環(huán)節(jié),比例系數(shù)為K。
因此,根據(jù)以上各個系統(tǒng)環(huán)節(jié)的組成,可以得到如圖3所示的切削加工過程MRAC的數(shù)學(xué)控制模型。
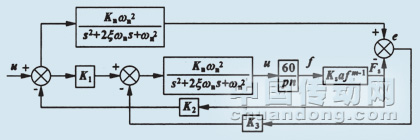
圖3 切削加工過程MRAC數(shù)學(xué)模型
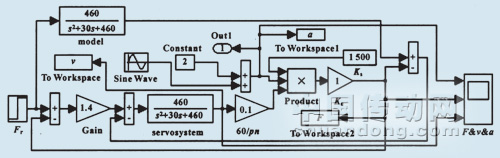
圖4 MRAC仿真圖
3 機床加工過程MRAC的切削性能
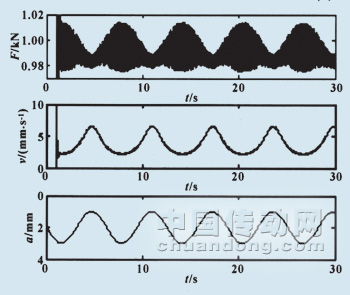
在機床加工過程中,切削性能的好壞不僅對零件的質(zhì)量會有很大的影響,而且還很容易損壞刀具。而機床、刀具、工件系統(tǒng)的切削過程是個不穩(wěn)定的過程,它經(jīng)常受外界很多不確定因素干擾,導(dǎo)致切削過程中的狀態(tài)參數(shù)隨時發(fā)生變化。如果不及時調(diào)整,切削性能就會大大下降。通過MRAC調(diào)節(jié),可以使切削性能的參數(shù)一直處于穩(wěn)定狀態(tài)。現(xiàn)以機床加工過程中切削力恒定在設(shè)定值為例來說明隨外界因素(以背吃刀量的變化為例)干擾時MRAC能及時調(diào)整切削力,使之一直處于期望的切削力。根據(jù)實驗,已知加工模型中參數(shù)Ks=1500N/mm2,n=600r/min,Kn=0.95mm/(V·s),ξ=0.68,p=1,m=1,ωn=22rad/s,背吃刀量從1~3mm按正弦曲線變化,設(shè)定切削力的期望值為1000N。將以上參數(shù)代人圖3的數(shù)學(xué)控制模型中,利用MATLAB/SIMULINK工具可得到如圖4所示的仿真圖,其仿真結(jié)果如圖5所示。
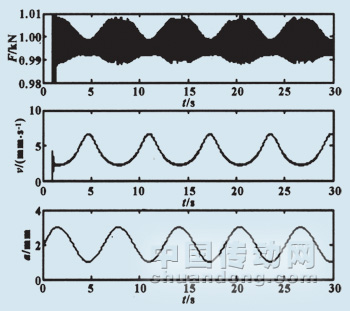
圖5 仿真結(jié)果
從圖5中的仿真結(jié)果可以看到,背吃刀量的變化與進給速度的變化剛好相反,也就是說,如果背吃刀量增加,進給速度就降低,以保持切削力恒定在1000N上,反之亦然。所以,MRAC系統(tǒng)通過自動并準(zhǔn)確調(diào)節(jié)加工過程的進給速度,來實現(xiàn)加工過程的恒力控制。
4 MRAC和傳統(tǒng)閉環(huán)及開環(huán)控制的切削性能比較
4.1 傳統(tǒng)閉環(huán)及開環(huán)控制系統(tǒng)的切削性能仿真
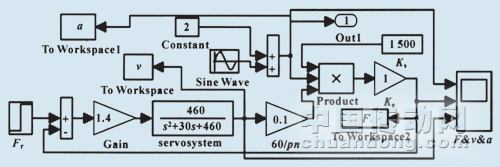
參照MRAC仿真圖4可分別建立閉環(huán)和開環(huán)仿真圖(開環(huán)仿真圖無反饋,其它同閉環(huán)仿真,可參照閉環(huán)圖,本文已略),如圖6所示,其仿真結(jié)果如圖7和8所示。從仿真結(jié)果可以看到閉環(huán)控制的切削力基本也能使其恒定在1000N左右,而開環(huán)控制的切削力就遠遠偏離了1000N。

4.2 3種控制系統(tǒng)之間的切削性能誤差分析
從以上3種控制的仿真結(jié)果圖可以大致對它們的加工切削性能誤差進行分析。首先,MRAC系統(tǒng)的誤差可大致求得:
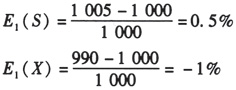
閉環(huán)控制系統(tǒng)的誤差可求得:


開環(huán)控制系統(tǒng)的誤差可求得:
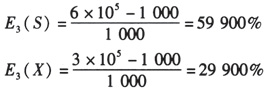
式中:E(X)和E(S)分別表示誤差的上下偏差。
通過比較,可以發(fā)現(xiàn)MRAC系統(tǒng)誤差最小,所以MRAC比傳統(tǒng)閉環(huán)和開環(huán)系統(tǒng)更能使車床在加工中保持良好的切削性能。
5 結(jié)束語
通過MATLAB/SIMULINK仿真和實驗證明,MRAC能夠使數(shù)控機床切削加工性能一直處于良好的穩(wěn)定狀態(tài),鑒于此,也可以讓MRAC應(yīng)用于其它自動化設(shè)備。需要注意的是常規(guī)的MRAC只能適用于最小相位系統(tǒng),而加工過程在一定采樣條件下可能是非最小相位系統(tǒng),具有不穩(wěn)定逆零點,此時需要采用修正的MRAC方案。