
現(xiàn)代注塑機的發(fā)展重點在于提高控制水平和整機自動化程度,以及整機優(yōu)化設(shè)計和加工工藝的改進方面,以滿足對于注塑制品質(zhì)量及節(jié)能的要求。隨著微電子技術(shù)的發(fā)展,嵌入式系統(tǒng)芯片以集成度高,價格低,性能強大而得到廣泛應(yīng)用。利用32位的ARM處理器實現(xiàn)注塑生產(chǎn)過程的自動控制,實時顯示并在線修改各階段的過程參數(shù),這不僅提高了注塑機自動化程度,而且大大提高了塑料制品的生產(chǎn)效率和產(chǎn)品質(zhì)量。
1 注塑機的組成及其工作過程
1.1 注塑機的組成
該控制器以電動一液壓相結(jié)合的復(fù)合式注塑機為控制對象,它是集機-電-液于一體的典型系統(tǒng)。它主要由液壓油路系統(tǒng)、合模系統(tǒng)、注射系統(tǒng)、加熱冷卻系統(tǒng)、潤滑系統(tǒng)、電氣控制系統(tǒng)、安全保護裝置、監(jiān)測系統(tǒng)及供料等輔助系統(tǒng)組成。注塑機的各個部分互相牽制、互相協(xié)調(diào)地完成注塑機的循環(huán)動作。其中電氣控制系統(tǒng)是注塑機的“中樞神經(jīng)”,它控制著注塑機的各種程序及動作,對時間、位置、壓力、速度和轉(zhuǎn)速等進行有效的控制與調(diào)節(jié)。該控制器實現(xiàn)注塑機電氣控制系統(tǒng)的控制功能。
1.2 注塑機的工作過程
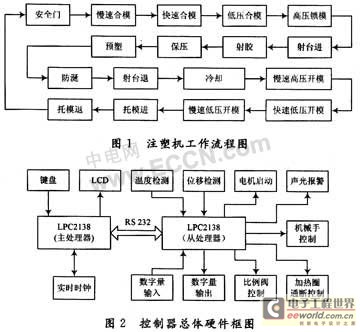
現(xiàn)代注塑機的控制器主要由注塑機工藝流程控制、料筒溫度控制、人機界面等部分組成,能夠?qū)崿F(xiàn)對注塑機整個工藝流程進行控制;對注塑過程中的流量、壓力、位置以及料桶溫度的控制;對注塑工作過程參數(shù)的顯示與在線參數(shù)修改。注塑機的工作過程其實就是一個過程控制。當(dāng)要執(zhí)行某一個動作時,控制器必須輸出相應(yīng)的控制信號使相關(guān)的電磁閥通電,否則不能正常工作,而當(dāng)檢測到對應(yīng)的行程開關(guān)或接近開關(guān)的輸入信號后,就可撤除控制信號使電磁閥失電,以結(jié)束該動作,然后根據(jù)工藝要求進行下一個動作或停止工作。其工作流程如圖1所示。
2 系統(tǒng)硬件電路的設(shè)計
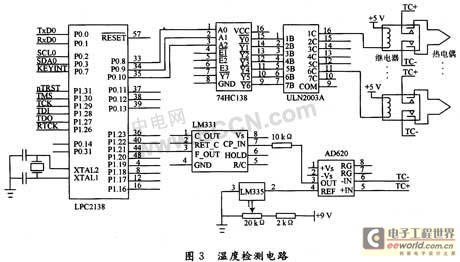
該控制器由2個控制模塊構(gòu)成,采用主從式結(jié)構(gòu)來控制注塑機的注塑過程、溫度、人機界面、通信等工作。兩個控制模塊各由一個處理器來進行管理,處理器均采用ARM處理器LPC2138,其中一個處理器負責(zé)鍵盤及LCD顯示管理,實現(xiàn)參數(shù)在線設(shè)定及顯示,以提供友好的人機界面;另外一個處理器負責(zé)檢測注塑機的各路輸入情況,并實現(xiàn)對注塑的過程控制與料筒溫度控制。兩者之間采用RS 232C串行接口進行實時通信以實現(xiàn)信息與數(shù)據(jù)的交換。系統(tǒng)硬件總體框圖如圖2所示。
鍵盤電路控制器需要實現(xiàn)注塑機的各種動作及控制參數(shù)的輸入,因此鍵盤電路必不可少。鍵盤電路采用ZLG7290鍵盤管理器,它可采樣64個按鍵或傳感器,并可檢測每個按鍵的連擊次數(shù),而且具有鍵盤去抖動處理、雙鍵互鎖處理等功能,因此省去了鍵盤掃描及去抖等相關(guān)處理軟件的編制,這樣不僅節(jié)省了程序空間,而且簡化了編程。每當(dāng)有按鍵按下,ZI.G7290會產(chǎn)生中斷信號,此時LPC2138可通過I2C接口從ZLG7290內(nèi)部讀取鍵值,這樣就可判斷出按鍵的具體位置。
液晶顯示 LCD模塊選用320×240圖形點陣型液晶顯示模塊,主機設(shè)計有與LCD模塊模塊的接口,可以將其介入,這樣就可實現(xiàn)對注塑機工藝參數(shù)的實時監(jiān)視、各個關(guān)鍵參數(shù)的在線修改以及命令輸入提示。
數(shù)字量輸入/輸出電路 數(shù)字量的輸入與輸出均通過光耦隔離電路,以將控制器與執(zhí)行機構(gòu)在電氣上進行隔離,防止高壓產(chǎn)生干擾破壞處理器程序的運行。輸入信號經(jīng)整形后送往數(shù)據(jù)總線共ARM處理器讀取。輸出數(shù)字量通過功率放大電路后直接驅(qū)動執(zhí)行機構(gòu)動作。
位移檢測電路 設(shè)計有3路位移檢測電路,分別實現(xiàn)對螺桿位置、開關(guān)模位置和托模機構(gòu)的位置檢測,檢測出的位移量作為切換壓力和速度的一個依據(jù)。位移檢測采用的傳感器是位移電子尺,位移電子尺給出的信號是模擬信號經(jīng)A/D轉(zhuǎn)換器ADS7844得到相應(yīng)的數(shù)字量,LPC2138可以通過SPI口讀取ADS7844的轉(zhuǎn)換結(jié)果。
比例閥控制電路 控制器設(shè)計有2路比例閥控制電路,以提供流量和壓力的控制。比例閥的控制采用PWM技術(shù),PWM信號直接由硬件電路產(chǎn)生,PWM信號經(jīng)過三極管放大后通過達林頓管去驅(qū)動比例閥工作。
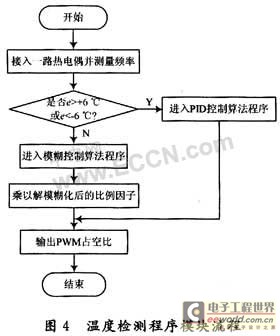
料筒溫度檢測和加熱控制電路 此電路位于從機部分,是本控制器的設(shè)計重點,因為料筒溫度對制品的質(zhì)量有直接的關(guān)系。由于加溫系統(tǒng)存在大慣量,加上電源電壓波動等環(huán)境因素的影響,往往難以獲得理想的品質(zhì)因素,因而需要采取相應(yīng)的軟硬件措施,以獲得穩(wěn)定、可靠的溫度控制效果。控制器設(shè)計有6路溫度檢測通道,溫度檢測傳感器采用K型熱電偶,其測溫范圍為0~400℃。熱電偶信號經(jīng)過儀表放大器AD620放大后,再將其進行V/F轉(zhuǎn)換,以實現(xiàn)模/數(shù)轉(zhuǎn)換。采用V/F轉(zhuǎn)換電路是因為頻率信號的抗干擾能力強,且實現(xiàn)模/數(shù)轉(zhuǎn)換的性價比高。6路溫度檢測的切換采用繼電器控制,以減小導(dǎo)通電阻帶來的溫度測量誤差,且能夠?qū)崿F(xiàn)信號與系統(tǒng)的隔離。加熱控制電路也采用繼電器控制,繼電器的輸出可直接驅(qū)動電磁繼電器或固態(tài)繼電器以控制加熱裝置的電源開關(guān)。另外熱電偶的冷端補償采用集成溫度傳感器來實現(xiàn)。具體的溫度測量電路如圖3所示。
3 軟件設(shè)計
控制器的軟件設(shè)計采用模塊化設(shè)計。主機部分的軟件分主要包括鍵盤、顯示、通信和實時時鐘模塊。從機部分的軟件相對比較復(fù)雜,主要有通信模塊、溫度檢測控制模塊、比例閥控制模塊、位移檢測模塊、工藝流程控制模塊等。
3.1 主機軟件設(shè)計
主機部分軟件分2大模塊,即鍵盤與顯示模塊、通信模塊。其中,鍵盤與顯示模塊負責(zé)管理64鍵鍵盤和液晶顯示器,由于鍵較多,采用“狀態(tài)轉(zhuǎn)移法”的鍵控程序,根據(jù)所按下的鍵執(zhí)行相應(yīng)的程序,在液晶顯示器上顯示相應(yīng)的操作頁面,進行參數(shù)設(shè)置與顯示,并實時顯示注塑機當(dāng)前所處的工作狀態(tài)。
通訊模塊負責(zé)與下位機通信,控制器中的串行通訊也采用主從式結(jié)構(gòu),即由主機發(fā)出通信要求,如參數(shù)設(shè)置、手動操作、運行狀態(tài)讀出等,而從機CPU則根據(jù)主機CPU的要求給出回應(yīng)。
3.2 從機軟件設(shè)計
從機軟件主要是實現(xiàn)對注塑機工藝流程流程控制。控制器根據(jù)當(dāng)前注塑機所處的工作狀態(tài)(手動、半自動、全自動等)以及各個輸入狀態(tài)(行程開關(guān)、電子尺、鍵盤操作命令等)來控制注塑機的各個工藝流程的進行。在手動模式下,注塑機的各個動作可以單獨執(zhí)行,如開關(guān)模、射膠、座臺動作以及托模動作等。在半自動模式下,注塑機在控制器的控制下動作1個循環(huán),即生產(chǎn)出1件制品,如果需要進行下一個循環(huán),則只要打開在關(guān)閉安全門1次即可。全自動模式提供2種方式:一種是時間自動方式;另一種是電眼自動方式,前者是以計時方式來判斷制品的取出,其計時是從最后一次托模退動作終止的時刻開始,該時間可以設(shè)定,只要時間一到,注塑機立即進入下一個循環(huán),而后者是根據(jù)電眼來檢測制品是否脫落,如果檢測到則立即進入下一個循環(huán),如果在規(guī)定時間內(nèi)沒有檢測到制品落下,則進行報警。
從機軟件設(shè)計的重點是溫度控制模塊,也是本文介紹的重點。溫度控制是注塑機必要的環(huán)節(jié),其控制性能直接影響產(chǎn)品的質(zhì)量。它包括溫度檢測和加熱器控制兩個方面。控制器采用模糊控制和常規(guī)PID控制相結(jié)合的控制算法,并且可以根據(jù)實際需要設(shè)置成不使用模糊控制或PID控制,此時溫度控制就按時間周期方式進行,即通過設(shè)定加熱的時間周期和溫控百分比進行溫度控制。
根據(jù)模糊控制理論,當(dāng)論域為離散時,經(jīng)過量化后的輸入量的個數(shù)是有限的。因此可以針對輸入的不同組合離線計算出相應(yīng)的控制量,從而組成一張控制表,實際控制時只要直接查這張控制表即可。在ARM處理器中如何實現(xiàn)控制規(guī)則表是整個系統(tǒng)的關(guān)鍵所在。本系統(tǒng)采用二維矩陣形式存儲控制規(guī)則表,例如定義二維矩陣為fuzzyctrl[13][13]。因輸入量偏差E和偏差變化率DE量化后分別為x,y,且x,y={-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},則在ARM中可以將其與a,b={0,1,2,3,4,5,6,7,8,9,10,11,12}一一對應(yīng)。例如,假設(shè)E量化后為x=-2,y=3,則在ARM中對應(yīng)a=4,b=9,查表時只需查fuzzyctrl[4][9],這樣表示無論從數(shù)據(jù)管理還是從查表方便而言,都具有極大的優(yōu)勢。這種離線計算、在線查表的模糊控制方法比較容易滿足實時控制的要求。
另外,控制器還結(jié)合了傳統(tǒng)的PID控制方法。軟件判斷偏差e的大小范圍,當(dāng)e>+6℃或e<-6℃時,系統(tǒng)將自動切換到PID控制程序段,使系統(tǒng)能快速響應(yīng);當(dāng)-6℃
4 結(jié)語
采用雙處理器對整個控制任務(wù)進行合理分割,不僅提高了系統(tǒng)的處理速度和穩(wěn)定性,而且軟件設(shè)計也相對簡單。處理器結(jié)合位移傳感器,并按一定的壓力和速度對注塑機實施控制和動態(tài)監(jiān)測,大大提高了產(chǎn)品的精度和質(zhì)量。料筒溫度控制采用模糊控制結(jié)合傳統(tǒng)控制方法PID控制,使溫度控制達到更好的控制效果。該控制器件已在實際生產(chǎn)中獲得了應(yīng)用,經(jīng)過半年多的使用,系統(tǒng)運行情況良好、性能穩(wěn)定。