5.1、 概述
切帶機廣泛應用于屏蔽材料,膠粘材料,絕緣材料,導電材料,電池制適業(yè)等電子材料加工, 手袋業(yè),箱包業(yè),鞋帽業(yè),塑膠業(yè),各種繩類、帶類、卷料等的加工。適用于皮革、紙類、導電布、泡棉、醋酸布、PET、絕緣紙、橡膠墊、織帶、粘扣帶、安全帶、彩色帶、塑膠皮海棉、銅鋁箔、各種膠粘帶,軟性線路板等之定寸裁切使用。
5.2、 工藝簡介
本機采用PLC、人機界面,采用伺服電機,切帶長度/數(shù)量,送料速度自由設(shè)定,加裝可調(diào)節(jié)滾輪送料機構(gòu),兩邊自動調(diào)節(jié)壓力及升降,可以快速放料,配合頂針式送料機構(gòu),有效防止材料劃傷,主要適用于帶材高速全/半斷裁切。精度高,損耗少,機型設(shè)計符合人體工學原理,操作簡單自動化高。
5.3 設(shè)備組成
切帶機設(shè)備可以由PLC、人機界面、伺服系統(tǒng)和傳動機構(gòu)等組成。PLC配以人機界面,可直接輸入幾種裁切割寬度和數(shù)量設(shè)定,并設(shè)有手動,自動轉(zhuǎn)換功能,并具有獨立操作系統(tǒng),以及專用操作軟件。伺服系統(tǒng)接收PLC系統(tǒng)的脈沖指令完成精確的位置控制。
主軸與圓刀使用伺服系統(tǒng),可做高低調(diào)速及正反轉(zhuǎn)切換控制。采用進口滾珠滑軌,平行推進切割寬度,配合進口精密滾珠絲桿及滑軌,控制切割寬度及0.1毫米,達到高精度切割和實現(xiàn)高品質(zhì)切條。
5.4、 接線圖與伺服參數(shù)設(shè)置
5.4-1)接線圖(見圖5.1)
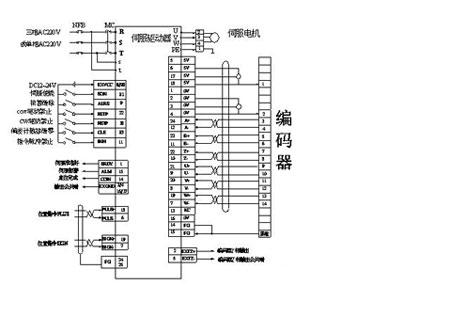
圖5.1
5.4-2)參數(shù)設(shè)置說明:
PA-4=0(控制方式選擇,0:位置控制);
PA-5=300(速度比例增益);
PA-6=10 (速度積分時間常數(shù));
PA-9=160(位置比例增益);
PA10=20(位置前饋增益);
PA15=0/1(脈沖輸入邏輯取反,可用于改變電機方向);
PA12=1(輸入指令脈沖倍頻分子);
PA13=1(輸入指令脈沖倍頻分母);
注:電子齒輪比=PA12/PA13==Ppulse / P,其中Ppulse :電機每轉(zhuǎn)脈沖數(shù),指電機旋轉(zhuǎn)一圈電機反饋元件反饋的的脈沖數(shù)(脈沖/圈)。如2500線的增量式編碼器,其反饋到驅(qū)動器的脈沖數(shù)為2500×4=10000;
P:指要使電機旋轉(zhuǎn)一圈伺服所需接收的上位機指令脈沖數(shù)(脈沖/圈);
5.5、 調(diào)試與注意事項
5.5-1)調(diào)試步驟:
1、正確接好電機動力線(U、V、W、PE),編碼器線(CN2),電源線(s、t、R、S、T),根據(jù)要求接好上位機控制線(CN1);
2、低速空載運行一下電機,看電機方向和上位機接收的AB信號是否正確(可通過調(diào)節(jié)PA15、參數(shù)來改變電機方向);
3、根據(jù)要求設(shè)置好伺服驅(qū)動器的電子齒輪比(PA12/PA13);
4、完成上述步驟后,再運行一下電機,看電機聲音是否正常,電機剛性是否滿足以及響應時間;(可通過調(diào)節(jié):參數(shù)PA-5、PA-6、PA-9、PA-10;)。
5、調(diào)節(jié)后試做一樣品看是否滿足要求,樣品不是很滿意時可重復D步驟,直到加工出的樣品滿足要求。
5.5-2)注意事項:
1、接動力線(U、V、W)時,一定要一一對應接到U、V、W端子上。不能通過改變U、V、W相序來改變電機方向,可通過調(diào)節(jié)參數(shù)來該變電機方向。
2、接控制線(CN1)時,上位機系統(tǒng)和伺服一定要有一端接屏蔽線,避免外界對控制信號的干擾。
3、布線一定要合理,交直流電源要嚴格分開,控制線要與電機動力線、電源線嚴格分開。
5.5-3)結(jié)果:
經(jīng)過客戶的試用,加工出來的產(chǎn)品都符合客戶需求,各項指標都達到要求,同時還提高了生產(chǎn)效率。
5.6、 故障與排除方法
5.6-1)故障:出現(xiàn)7號報警
排除方法:查看電機編碼器線(CN2)是否松了,固定好后再試。
5.6-2)故障:上位機發(fā)送脈沖,電機不運行
排除方法:查看控制線(CN1)中的信號線是否接錯,查看伺服驅(qū)動器PA-4、PA-14。
5.6-3)故障:運行過程中出現(xiàn)10號報警;
排除方法:過流保護,在機械沒有卡住的情況下,看電機U、V、W接線是否正確。
5.7、 總結(jié)
此切帶機設(shè)備充分結(jié)合了高士達伺服HS7L系列的響應快、定位精確、運行平穩(wěn)等優(yōu)點。經(jīng)過客戶的試用,加工出來的產(chǎn)品都符合客戶要求,各項指標都達到要求,同時還提高了生產(chǎn)效率,使客戶達到最大滿意度。此設(shè)備向客戶充分展示了高士達伺服的優(yōu)勢,同時也提高了切帶機設(shè)備在市場上的競爭力。
