
目前在中國塑料制品行業(yè)機(jī)械手的使用已經(jīng)越來越普及。通常塑料制品廠的操作工都需要經(jīng)過一段時(shí)間的培訓(xùn)才可以上崗,而員工更換工作、農(nóng)民工不定期返鄉(xiāng)會(huì)讓雇主十分頭疼,他們必須培訓(xùn)新的員工,而且還會(huì)影響產(chǎn)品的生產(chǎn)效率。機(jī)械手很好的解決了這個(gè)問題。首先,機(jī)械手可以確保設(shè)備運(yùn)轉(zhuǎn)周期的一貫性;其次,機(jī)械手可以提高產(chǎn)品的品質(zhì);第三,機(jī)械手取代普通工人從模具中取零件更加穩(wěn)定,更加安全。
不斷發(fā)展的模具技術(shù)也為機(jī)械手提供了更多的市場(chǎng)機(jī)會(huì)。根據(jù)深圳塑料橡膠協(xié)會(huì)調(diào)查目前行業(yè)機(jī)械手普及率大約5%左右,可以看到行業(yè)的發(fā)展前景非常樂觀。機(jī)械手在塑料機(jī)械行業(yè)使用廣泛,本文章主要介紹臺(tái)達(dá)PLC、人機(jī)界面、伺服等產(chǎn)品在塑料機(jī)械手行業(yè)的應(yīng)用實(shí)例。
臺(tái)達(dá)控制系統(tǒng)機(jī)械手介紹
1、臺(tái)達(dá)控制系統(tǒng)機(jī)械手的功能優(yōu)勢(shì)
1) 采用EH2系列的PLC以脈沖方式控制伺服,脈沖發(fā)送頻率達(dá)到200K,在高效率前提下保證了控制精度。
2) 采用AE57CSTD人機(jī)界面于臺(tái)達(dá)B系列的交流伺服具有非常高的性價(jià)比。
3)控制程序采用開放式結(jié)構(gòu)區(qū)別于其他廠家PLC開發(fā)的程序單一的控制功能,用戶可以任意定義機(jī)械手的動(dòng)作順序,更換模具或更改控制功能時(shí)無需修改PLC程序在人機(jī)界面上即可完成程序修改。
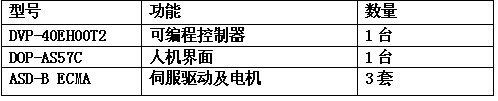
2、硬件組成
3、設(shè)備工藝簡介
臺(tái)達(dá)控制系統(tǒng)機(jī)械手用于塑料盆(桶)取送料,盆(桶)底部圖案標(biāo)簽的制作、傳送,以及塑料產(chǎn)品成型后修邊處理。
工藝流程是:第一步,機(jī)械手將標(biāo)簽貼在模具上;第二步,將成型設(shè)備加工好的盆(桶)從設(shè)備模腔中取出,放在修邊位置進(jìn)行多于部分的修邊處理。第三步,等修邊處理完畢,將產(chǎn)品放在成品堆放處;第四步,在切標(biāo)機(jī)上,機(jī)械手取出下一個(gè)標(biāo)簽返回等待下一個(gè)模具。四個(gè)步驟循環(huán)執(zhí)行。
以下是公模工藝具體流程圖:

3、具體功能
1)與塑料成型機(jī)配合進(jìn)行全自動(dòng)的取料、貼標(biāo)、切標(biāo)、修邊和送料動(dòng)作。
2)手動(dòng)操作,控制伺服及其設(shè)備上相關(guān)的氣動(dòng)、真空和直流調(diào)速電機(jī)。
3)人機(jī)界面上可以編寫用戶工藝程序,達(dá)到可以任意定義輸出點(diǎn)動(dòng)作順序、伺服位置和速度,可以在用戶程序中加入輸入點(diǎn)的邏輯判斷。
4)用戶所編寫的工藝程序可以讀取顯示,并可以修改。
5)可以存儲(chǔ)10組用戶定義的工藝程序,并對(duì)其進(jìn)行自由調(diào)用。
6)在自動(dòng)運(yùn)行過程中可以監(jiān)控程序執(zhí)行步驟。
7)自動(dòng)運(yùn)行具備暫停和繼續(xù)執(zhí)行功能。
8)具備兩種原點(diǎn)定義方式:手動(dòng)清零方式,與接近開關(guān)定義機(jī)械原點(diǎn)過程定義工件原點(diǎn)。
臺(tái)達(dá)控制系統(tǒng)機(jī)械手的應(yīng)用規(guī)劃及效果
1、自定義程序?qū)崿F(xiàn)原理
1)PLC程序記錄用戶按鍵順序,來確定執(zhí)行功能順序。
2)按鍵功能可以重復(fù)使用,若程序輸入錯(cuò)誤可以按順序清除后重新輸入,或者撤銷一步清除一個(gè)功能。
3)提供輸入點(diǎn)判斷功能(取物成功)用戶程序具有存儲(chǔ)功能目前最多可以存儲(chǔ)10組工藝程序。

PLC程序實(shí)現(xiàn)方法:

M11對(duì)應(yīng)人機(jī)界面上按鍵取物氣動(dòng),當(dāng)按下按鍵后將按鍵對(duì)應(yīng)的數(shù)值存儲(chǔ)在PLC,D500開始的區(qū)間內(nèi),使用E1做地址修飾。然后將E1自增1,復(fù)位M11,表示一個(gè)動(dòng)作已經(jīng)存儲(chǔ)完畢。用戶只需要按安照工藝順序依次按下按鍵即可將動(dòng)作順序存入PLC,根據(jù)PLC中存儲(chǔ)的順序調(diào)用子程序。

當(dāng)自動(dòng)運(yùn)行開始M1標(biāo)志有效,E2是自動(dòng)程序順序指針初始值是1代表程序執(zhí)行用戶所輸入的第一個(gè)動(dòng)作,每執(zhí)行一個(gè)動(dòng)作E2自增一也就是D500E2地址偏移一個(gè)位置。M100為調(diào)用子程序標(biāo)志。每一個(gè)動(dòng)作就是一個(gè)子程序。
2、程序修改方法
當(dāng)按下清除一步M2636標(biāo)志位有效,將指針計(jì)數(shù)E1自減1(即將D500E1地址倒退一步)并且將當(dāng)前步的按鍵數(shù)值清除,并且復(fù)位M2636。程序也提供程序全部清除功能,如果需要也可以增加插入或修改某一條功能。
3、提供用戶所編寫工藝程序顯示畫面,在編寫程序時(shí)候用戶可以隨時(shí)檢查輸入是否正確。具體實(shí)現(xiàn)方法如下:

使用一般型信息顯示組件,將新增刪除狀態(tài)總數(shù)設(shè)置成256如下圖,數(shù)值單位WORD讀取地址D500通過更改組件編即對(duì)應(yīng)D500數(shù)據(jù)區(qū)數(shù)值來顯示用戶所編寫的工藝程序。

4、程序具有實(shí)時(shí)監(jiān)控功能
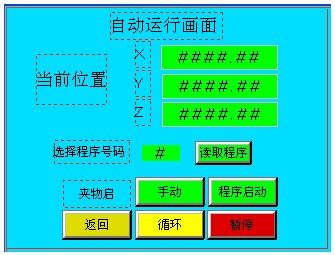
如上圖,“夾物啟”位置就是顯示目前程序所執(zhí)行的步驟,本界面也可以通過讀取程序按鍵來選取工藝程序。目前該程序在設(shè)備上運(yùn)行穩(wěn)定,用戶滿意。已經(jīng)將原有PLC編寫的程序完全替換掉。