
概述
云南銅業(yè)集團(tuán)公司大紅山銅礦二期工程設(shè)計(jì)選用無軌設(shè)備開采,四個(gè)采區(qū)用分段空?qǐng)龇ǖ幕ūP區(qū)已進(jìn)入深孔的設(shè)計(jì)和施工,其深孔主要采用瑞典阿斯特拉公司Samba H1354鑿巖臺(tái)車。由于是在井下施工,作業(yè)環(huán)境相對(duì)較差,從江蘇梅山鐵礦和靜鐵山鐵礦進(jìn)口同類型設(shè)備的使用效果來看,Samba H1354鑿巖臺(tái)車配套的定向定位控制系統(tǒng)價(jià)格昂貴,但不能適應(yīng)井下的作業(yè)環(huán)境,實(shí)際使用的時(shí)間短,維護(hù)費(fèi)用高,甚至連廠家的銷售代表也建議不必配置該系統(tǒng)。因此,大紅山銅礦二期工程設(shè)計(jì)選用的Samba H1354鑿巖臺(tái)車未定購定向定位控制系統(tǒng)。
但當(dāng)穿爆隊(duì)在井下進(jìn)行Samba H1354鑿巖臺(tái)車實(shí)際操作和一次成井深孔施工時(shí),由于設(shè)備采用人工定向,因而定向儀器的系統(tǒng)誤差、人為誤差均較大,致使深孔偏差率達(dá)5.2% ~10.5%(3~6。),難以滿足一次成井和下一步盤區(qū)深孔施工的精度要求,同時(shí)其定位、定向時(shí)間太長(zhǎng)(一般為10~15 min/孔),使得Samba H1354鑿巖臺(tái)車的鑿巖效率不能充分發(fā)揮。
為此,我們決定自行研制Samba H1354鑿巖臺(tái)車定向定位系統(tǒng),提高定向儀器的精度,降低儀器的系統(tǒng)誤差和人為誤差,從而確保深孔的質(zhì)量,加快設(shè)備的定向定位系統(tǒng)的操作速度,最大限度地發(fā)揮該設(shè)備的優(yōu)越性能。
Samba H1354鑿巖臺(tái)車定向定位系統(tǒng)的研制首先應(yīng)確保鑿巖臺(tái)車施工的深孔符合設(shè)計(jì)的精度要求,能為今后的盤區(qū)落礦和一次成井實(shí)驗(yàn)提供更為可靠的保證;其次,應(yīng)大幅度節(jié)省鑿巖過程總的定位、定向時(shí)間,提高設(shè)備的使用效率;最后,要降低操作人員的勞動(dòng)強(qiáng)度,節(jié)約保養(yǎng)維修費(fèi)用,減少維修時(shí)間,降低單位固定成本和活勞動(dòng)成本。
因此,該項(xiàng)目的成功實(shí)施將隨著鑿巖臺(tái)車的大量使用而帶來較大的經(jīng)濟(jì)效益。
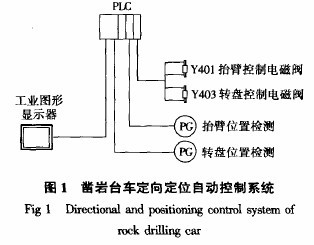
在進(jìn)口Samba H1354鑿巖臺(tái)車上加裝的定向定位自動(dòng)控制系統(tǒng)由旋轉(zhuǎn)編碼器、PIE和工業(yè)圖形顯示器構(gòu)成,可以完成鑿巖臺(tái)車鑿巖角度的設(shè)定并自動(dòng)定向定位,大大提高了鑿巖臺(tái)車的工作效率。
根據(jù)前一階段對(duì)鑿巖臺(tái)車掌握的具體數(shù)據(jù),確定了提高定向儀器精度、減少定向儀器的系統(tǒng)誤差和人為誤差,縮短定向定位操作時(shí)間,提高鑿巖臺(tái)車工作效率的研制目標(biāo)。具體控制要求為:定向系統(tǒng)精度0.6°,定向速度控制不大于1 min/孔;定向自動(dòng)化率100%。
1 定向控制系統(tǒng)的構(gòu)成
根據(jù)我們確定的研制目標(biāo),結(jié)合深孔鑿巖臺(tái)車的動(dòng)作方式、控制原理及井下高頻振動(dòng)、高溫高濕的作業(yè)環(huán)境,我們進(jìn)行了深入細(xì)致的討論分析,最后確定了性能優(yōu)良、價(jià)格合理、適合鑿巖臺(tái)車工作環(huán)境的下列設(shè)備作為本系統(tǒng)的主要監(jiān)測(cè)元件和控制器:日本光洋公司的旋轉(zhuǎn)編碼器,日本歐姆龍公司的CdM1系列PLC,日本Digital公司的工業(yè)圖形顯示器。
鑿巖臺(tái)車定向定位系統(tǒng)主要由旋轉(zhuǎn)編碼器、PLC和工業(yè)圖形顯示器構(gòu)成(見圖1)。抬臂位置和轉(zhuǎn)盤位置由旋轉(zhuǎn)編碼器檢測(cè),旋轉(zhuǎn)編碼器的角度信號(hào)進(jìn)入PLC后,由PLC進(jìn)行處理和運(yùn)算,并通過通信口將處理后的角度信號(hào)送到工業(yè)圖形顯示器上顯示,與此同時(shí),通過工業(yè)圖形顯示器接受操作工的定位角度輸入指令,根據(jù)定位角度輸入指令,由PLC自動(dòng)控制鑿巖臺(tái)車相應(yīng)的電磁閥,操作鑿巖臂運(yùn)行到指定角度。
1.1 軸定位檢測(cè)系統(tǒng)
Samba H1354鑿巖臺(tái)車鑿巖定位需使軸(鑿巖臂抬起放下軸、左右轉(zhuǎn)動(dòng)軸)在三維方向轉(zhuǎn)動(dòng)配合實(shí)現(xiàn)。盡管兩軸在不同的空問運(yùn)動(dòng),但它們都有各自的軸心,并繞軸心運(yùn)轉(zhuǎn)。對(duì)于軸定位檢測(cè)系統(tǒng),目前自控行業(yè)采用最多的檢測(cè)元件就是旋轉(zhuǎn)編碼器,它在機(jī)器人上得到廣泛運(yùn)用,具有易安裝、精確、可靠性高等特點(diǎn)。對(duì)于我們這樣一個(gè)系統(tǒng),采用精心安裝的旋轉(zhuǎn)編碼器,完全可以勝任這樣的檢測(cè)任務(wù)。因此,在本系統(tǒng)中,兩個(gè)軸的角度檢測(cè)均采用旋轉(zhuǎn)編碼器來完成。
對(duì)于鑿巖臂抬起放下軸,安裝絕對(duì)值旋轉(zhuǎn)編碼器,使旋轉(zhuǎn)編碼器能精確檢測(cè)旋轉(zhuǎn)體的角位移,旋轉(zhuǎn)編碼器與被檢測(cè)旋轉(zhuǎn)體安裝在相同的軸心線上,在旋轉(zhuǎn)體上加裝隨旋轉(zhuǎn)體轉(zhuǎn)動(dòng)的附件,此附件直接與旋轉(zhuǎn)編碼器軸相連,當(dāng)被檢測(cè)旋轉(zhuǎn)體旋轉(zhuǎn)時(shí),附件帶動(dòng)旋轉(zhuǎn)編碼器旋轉(zhuǎn),就可將旋轉(zhuǎn)體角位移同步變成旋轉(zhuǎn)編碼器的角位移,旋轉(zhuǎn)編碼器角
位移數(shù)字量上傳至PLC控制系統(tǒng)。
對(duì)于大臂左右轉(zhuǎn)動(dòng)軸,安裝增量型旋轉(zhuǎn)編碼器,編碼器軸由大圓盤周邊傳動(dòng)。編碼器會(huì)將旋轉(zhuǎn)方向及圓盤轉(zhuǎn)動(dòng)線位移量輸入PLC,通過PLC運(yùn)算可以同樣得到軸的角位移量。此方式可大大提高檢測(cè)的精確度并便于安裝。
1.2 PI 控制系統(tǒng)
PLC控制系統(tǒng)將旋轉(zhuǎn)編碼器送來的數(shù)字信號(hào)進(jìn)行轉(zhuǎn)換處理和計(jì)算后,再將角度信號(hào)送至工業(yè)圖形顯示器顯示。
有兩種定位方式供選擇,即手動(dòng)和自動(dòng)方式。手動(dòng)方式是操作工通過工業(yè)圖形顯示器顯示的角度,進(jìn)行角度定位操作;自動(dòng)方式是操作工通過工業(yè)圖形顯示器進(jìn)行角度設(shè)定。設(shè)定完成后由PLC自動(dòng)起動(dòng)液壓操作系統(tǒng),進(jìn)行軸定位操作,至設(shè)定角后,自動(dòng)停車。
為實(shí)現(xiàn)以上功能,所選CJM1系列PIE配置了CPU模塊、輸入模塊、輸出模塊。CPU對(duì)旋轉(zhuǎn)編碼器信號(hào)進(jìn)行處理、計(jì)算、控制;輸入模塊接收旋轉(zhuǎn)編碼器信號(hào);輸出模塊通過中間繼電器啟動(dòng)、停止液壓操作系統(tǒng)的液壓閥。
1.3 工業(yè)圖形顯示器操作系統(tǒng)
工業(yè)圖形顯示器(即人機(jī)接口)是為方便操作工操作而設(shè)置的,通過與PLC系統(tǒng)通信,顯示器以模擬圖及數(shù)字方式顯示兩個(gè)軸的實(shí)際運(yùn)行角度;在自動(dòng)方式下,通過工業(yè)圖形顯示器所附觸摸屏可設(shè)定角度并控制臺(tái)車自動(dòng)定位。
工業(yè)圖形顯示器選用日本Digital公司的GP370系列6英寸(1英寸=2.54 cm)彩色圖形顯示器。這種工業(yè)圖形顯示器采用明亮、清晰的彩色顯示而板,1MB的畫面數(shù)據(jù)存儲(chǔ)器,可以自由地設(shè)計(jì)畫而,擴(kuò)展了圖形數(shù)據(jù)的使用能力。高性能的RISC100MHz CPU,加速了畫面數(shù)據(jù)采集和畫面切換。IP65f和NEMA4x/12的防護(hù)等級(jí),可以使顯示器在潮濕或多塵的現(xiàn)場(chǎng)條件下長(zhǎng)期工作。觸摸屏操作將復(fù)雜的控制操作變成簡(jiǎn)單的畫面觸摸,沒有經(jīng)驗(yàn)的操作工經(jīng)過簡(jiǎn)單培訓(xùn)就可以使用。
圖2是安裝在臺(tái)車遠(yuǎn)程控制臺(tái)上的圖形顯示器。圖形顯示器的下方是隨鑿巖臺(tái)車帶來的遠(yuǎn)程控制臺(tái),通過工業(yè)圖形顯示器的觸摸屏可實(shí)現(xiàn)臺(tái)車自動(dòng)定向定位操作;而通過遠(yuǎn)程控制臺(tái)可實(shí)現(xiàn)臺(tái)車手動(dòng)定向定位操作。

1.4 定位顯示系統(tǒng)
定位顯示是為了操作人員方便快捷地確定排位、機(jī)高及對(duì)中而設(shè)立的,主要采用3支紅外線光筆完成。其中兩支紅外線光筆安裝在臺(tái)車鑿巖機(jī)的兩側(cè),發(fā)光端向外;另一支光筆安裝在其上部,發(fā)光端向上,安裝時(shí)需要確保兩側(cè)的兩條光線在同一水平面上,全部3條光線在同一鉛垂面上,即包含3條光線的鉛垂面應(yīng)與臺(tái)車轉(zhuǎn)動(dòng)臂的轉(zhuǎn)動(dòng)平面平行。然后標(biāo)定兩平面的距離和包含兩條光線的水平面與臺(tái)車大轉(zhuǎn)盤軸心線所在水平面間的距離。以此作為今后臺(tái)車現(xiàn)場(chǎng)施工排位線和機(jī)高線標(biāo)注的依據(jù)。操作工根據(jù)兩側(cè)光筆發(fā)出的光線來確定施工排面的排位和機(jī)高,利用上部安裝的光筆確定臺(tái)車鑿巖機(jī)的位置是否居中,由此提高臺(tái)車的定位速度。
2 應(yīng)用
本項(xiàng)目的實(shí)施為今后對(duì)不具有自動(dòng)定位能力的臺(tái)車進(jìn)行改造積累了經(jīng)驗(yàn),為將來進(jìn)一步提高全公司的勞動(dòng)生產(chǎn)效率提供了可能。