
摘 要: 在TIG焊逆變電源的實時檢測電弧電流控制系統(tǒng)中建立電弧電流模糊控制算法。采用雙輸入單輸出的模糊控制器模型,即采用電弧電流的變化及其變化率作為模糊控制器的兩個輸入量,把調節(jié)移相式PWM脈寬的輸入電壓作為模糊控制器的輸出量。給出了單片機模糊控制的總體框圖,并詳細介紹了對應模糊控制器的設計過程。
關鍵詞: 模糊控制 單片機 電弧電流 TIG逆變電源
采用TIG焊接方法焊接薄壁結構時,人們最關注的是焊接電源的引弧性能和電弧穩(wěn)定性。然而,由于存在著各種因素的影響,如:電弧長度、工作平面不平、氣體介質的壓力、氣體流量的變化、焊槍相對焊縫表面距離的變化及供電網電壓波動等,都會使系統(tǒng)偏離平衡點。如果系統(tǒng)具有快速自動返回平衡點的能力,則電弧可維持穩(wěn)定燃燒,這里,控制系統(tǒng)是弧焊逆變電源的核心,是影響其工作穩(wěn)定性和可靠性的重要方面。
針對焊接過程具有非線性、時變形和不確定性,電弧穩(wěn)定控制存在一系列模糊特征。故使用應用前景十分廣泛的模糊控制理論,再配以單片微機控制系統(tǒng)對TIG焊接的電弧電流實行穩(wěn)定控制,結果表明:具有控制精度高,電弧燃燒穩(wěn)定,對焊接參數(shù)變化適應性強的特點。
1 電弧電流的模糊控制系統(tǒng)組成
TIG焊機的模糊控制系統(tǒng)的設計思想是:實現(xiàn)逆變電源的恒流外特性,即用于檢測電弧電流的霍爾傳感器實時地把電流轉化為對應的電壓,該電壓經A/D轉換后送微機,與事先給定的電流值進行比較。CPU根據其偏差和偏差率,運行固化在EPROM中的模糊控制程序,由D/A輸出控制信號給移相式PWM,移相控制電路不斷地調整逆變電源中兩橋臂功率開關器件IGBT移相角的大小,確定功率開關器件的導通脈沖寬度,改變輸出電壓的大小,從而實現(xiàn)對輸出電流的控制。

系統(tǒng)的總體結構框圖如圖1所示。以高速單片機80C51FA作為系統(tǒng)的核心,外配81C55作擴展接口,實現(xiàn)與鍵盤的通訊,通過鍵盤設定焊接方式、焊接功能及各種焊接參數(shù)指標,采用DS80C320作D/A片,其輸出經UA741放大器,放大器的功效是用來調整電壓以滿足PWM輸入(1.7~5.2V)的范圍,移相式PWM采用UC3875,用來調整IGBT的導通脈寬,PWM控制器內部設有電路保護措施,為保證PWM高頻(20kHz)開關控制信號可靠地傳輸,采用高速光耦合器TLP559,其開關速度可達1MHz,這樣有利于將強電與弱電隔離,同時,為保證信號有足夠大的驅動能力,采用74CH4050作同相驅動器,由于霍爾元件本身已經實現(xiàn)強電和弱電的隔離,故在信號輸入時不必加隔離器,A/D片采用AD574A,具有高速轉換速度,AT24C01作E2PROM,用以記憶鍵盤輸入的各種參數(shù),內存由單片機和81C55的內存協(xié)調解決,LCD液晶顯示器采用菜單和圖形兩種方式,顯示系統(tǒng)工作狀態(tài)和焊接順序、指標參數(shù)等,用ACM-24064A芯片來完成,采用32K的EPROM27C256和IMP815L作μp電源監(jiān)視及運行管理,動作開關服務于起弧和收弧。
2 模糊控制器設計
本系統(tǒng)采用典型的兩輸入單輸出的模糊控制器,其結構如圖2所示,主要由三部分組成:精確量的模糊化;模糊推理規(guī)則的構成;輸出信息的模糊決策。

2.1 語言變量的確定
2.1.1 模糊控制器的輸入輸出定義
模糊控制器輸入定義為:e=Ig-If,ec=(e(n)-e(n-1))/T;式中e為電弧電流的偏差;ec為其偏差的變化率;Ig為電弧電流給定值;If為電弧電流采樣值;e(n)為nT時刻誤差;e(n-1)為(n-1)T時刻誤差;T為采樣周期。
模糊控制器的輸出定義為:調節(jié)移相式PWM的脈沖寬度所對應的電壓校正量Δu。
有了上述的定義,則輸入語言變量定為E和EC,輸出語言變量為U。
2.1.2 量化因子Ke、Kec和比例因子Ku的選擇
根據本系統(tǒng)的特點和實際操作經驗,語言變量E、EC和U的基本論域選擇為:
e=[-3,3],ec=[-3,3],Δu=[-1.5,1.5]
三個語言變量E、EC和U的論域均設為[-6,6],由此可得到對應的量化因子和比例因子:
Ke=6/3=2,Kec=6/3=2,Ku=6/1.5=4
量化因子和比例因子大小的確定,取決于基本論域的選擇,它決定了最終控制的效果,如:超調量、響應時間、穩(wěn)定性等,故基本論域一般事先初步地選取,在實際調試過程中需不斷修正,最終確定一個較滿意的結果。
2.1.3 語言變量的隸屬函數(shù)
三個語言變量分別對應三個模糊集 、
、 和
和 。鑒于計算上的方便,把、和劃分為7個模糊子集,它們分別是NL、NM、NS、O、PS、PM、PL,每個模糊子集的論域為[-6,6],語言變量的隸屬函數(shù)形狀對控制性能影響不大,故取三角形的分布函數(shù),則E、EC和U從屬于每個模糊子集的隸屬函數(shù)如表1和表2所示。
。鑒于計算上的方便,把、和劃分為7個模糊子集,它們分別是NL、NM、NS、O、PS、PM、PL,每個模糊子集的論域為[-6,6],語言變量的隸屬函數(shù)形狀對控制性能影響不大,故取三角形的分布函數(shù),則E、EC和U從屬于每個模糊子集的隸屬函數(shù)如表1和表2所示。


2.2 模糊推理
模糊控制器依據的模糊推理規(guī)則是模糊控制器的核心,模糊推理規(guī)則主要以人的控制經驗和控制思想為依據,本系統(tǒng)采用的電流推理規(guī)則為:當誤差為正大時,選擇控制量以盡快消除誤差為主,而當誤差較小時,以系統(tǒng)穩(wěn)定為主要出發(fā)點,選擇控制量盡量防止超調;反之亦然,根據這一推理規(guī)則,便可獲得相應的控制策略,即對于每一對輸入量和就可得到一個相應的輸出量,見表3。

2.3 模糊判決
從上述模糊推理規(guī)則的輸出可以看出,仍是一個模糊量,必須將該模糊量經過模糊判決轉換成相應的精確控制量U。模糊判決的方法有很多,這里采用重心法解模糊量為精確量,其計算公式如下:
應用模糊推理的合成算法可以算出最終的控制作用表,見表4所列,這樣,在模糊控制過程中,由一組實際的輸入量e和ec,經過量化后,便可得出一個控制量,因此本系統(tǒng)根據13個E和13個EC相應得到一個13*13的控制表。
 ?
? 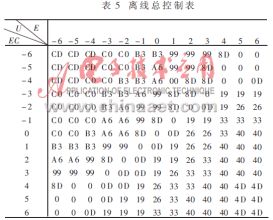
2.4 離線控制表
由于總控制表的計算工作量較大,且計算時間較長,為加快系統(tǒng)的響應速度,先將上述控制表采用離線計算形式,即轉換為表5,八位數(shù)字量的最高位設為符號位,把離線表先寫入微機的存儲器中,在實時控制中,只需通過查表的形式,便可獲得實時的控制量。
3 系統(tǒng)軟件設計
系統(tǒng)軟件設計可分四個部分:焊前準備,引弧控制、焊接階段控制、收弧控制,焊接階段控制主要是模糊控制,其程序流程見圖3,為了加快控制過程,縮短過渡時間,在程序中分兩個環(huán)節(jié)進行,當電流偏差大于A門限值時,系統(tǒng)進入加速控制過程,讓信號迅速逼近給定值;當偏差小于等于A門限值時,系統(tǒng)進入模糊控制環(huán)節(jié),根據偏差和偏差變化率,量化后查詢模糊離線總控制表,取出控制量的增量,然后進行控制,A的大小由經驗得出。

(1)模糊控制作為一種新型的智能控制法,在焊接電弧電流的控制中能獲得良好的控制效果,具有控制精度高、無超調、動態(tài)品質好和魯棒性強的特點。
(2)采用單片機控制系統(tǒng)在滿足電弧電流模糊控制的要求下,具有成本低、控制靈活、可靠性高的特點。
參考文獻
1 逆變焊接與切割電源.北京:機械工業(yè)出版社,1995
2 余永權.單片機微機模糊邏輯控制.北京:北京航空航天大學出版社,1995
3 何立民.單片機應用系統(tǒng)設計.北京:北京航空航天大學出版社,1996
4 C.C.Lee.Fuzzy Logic in control system:Fuzzy Logic controller-part I.IEEE Trans.on System,Man and Cybernetics,1990,20(4)