
摘 要:針對(duì)高速拉絲機(jī)對(duì)拉絲模孔型結(jié)構(gòu)的嚴(yán)格要求及拉絲模具生產(chǎn)和維修過(guò)程的需要,設(shè)計(jì)并研制了一套實(shí)用的拉絲模孔型測(cè)量?jī)x。經(jīng)過(guò)半年多的使用表明,拉絲模孔型測(cè)量?jī)x使用方便、性能穩(wěn)定,拉絲生產(chǎn)線上模具的損耗量大幅度下降。
關(guān)鍵詞:拉絲模;孔型測(cè)量?jī)x;單片機(jī)
拉絲模是鋼絲拉拔生產(chǎn)的關(guān)鍵工具,它的質(zhì)量水平直接影響鋼絲質(zhì)量、模具損耗、能耗和制品生產(chǎn)的經(jīng)濟(jì)效益。模孔結(jié)構(gòu)及各部尺寸是模具質(zhì)量的關(guān)鍵參數(shù),特別是在高速拉絲機(jī)中,孔型結(jié)構(gòu)不符合設(shè)計(jì)要求,將嚴(yán)重影響模具的壽命和拉絲機(jī)的拉拔速度。這就要求模具在生產(chǎn)過(guò)程中,操作者要及時(shí)掌握這些參數(shù),以便進(jìn)行必要的研磨修正,從而提高產(chǎn)品質(zhì)量。
目前,金屬制品行業(yè)通常采用將塑料膠液體澆注到模孔內(nèi),待凝固后取出,在投影儀下測(cè)取各部位尺寸,這種方法速度慢、精度差,不適應(yīng)大規(guī)模生產(chǎn)的要求。據(jù)此,我們研制了一種基于單片機(jī)的拉絲模孔型快速測(cè)量?jī)x,該機(jī)能迅速準(zhǔn)確、方便直觀地讀取拉絲模孔內(nèi)的各部尺寸,滿足了金屬制品行業(yè)拉絲模研究設(shè)計(jì)、制造檢驗(yàn)的需要。
1 系統(tǒng)結(jié)構(gòu)設(shè)計(jì)
1.1 拉絲模孔的結(jié)構(gòu)特點(diǎn)
拉絲模孔的軸向剖面如圖1所示,由入口錐A、壓縮錐B、定徑帶C和出口錐D四部分組成。模具在生產(chǎn)過(guò)程中,要控制的參數(shù)有模孔沿軸向各部的幾何尺寸以及錐角2β,2α,2γ等。因此,模孔型測(cè)量的關(guān)鍵問(wèn)題是尋找合適的方法將孔型沿徑向的變化(位移)測(cè)量出來(lái),由于模孔定徑帶的最小直徑為0.2mm,一般的測(cè)量方法無(wú)法實(shí)現(xiàn)內(nèi)孔參數(shù)的直接測(cè)量。 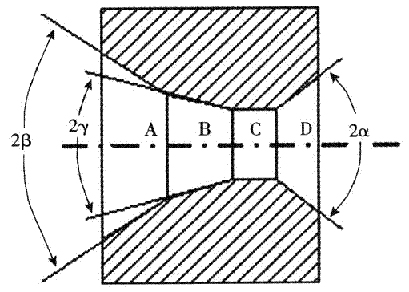
圖1 拉絲模的軸向剖面圖
1.2 測(cè)量系統(tǒng)的結(jié)構(gòu)設(shè)計(jì)
為了快速準(zhǔn)確地測(cè)量拉絲模孔型結(jié)構(gòu),我們?cè)O(shè)計(jì)了一種模孔型測(cè)量機(jī)構(gòu),如圖2所示,由可移動(dòng)的模具平臺(tái)、測(cè)量探針、位移傳感器和測(cè)控電路等組成。測(cè)量探針2一端尖細(xì),可以深入到拉絲模孔內(nèi),中部可繞固定支座3轉(zhuǎn)動(dòng),另一端通過(guò)一懸絲4和位移傳感器相連。7為模具平臺(tái),用來(lái)放置拉絲模,平臺(tái)下固定一直流電機(jī)5,經(jīng)過(guò)齒輪減速后帶動(dòng)絲杠6轉(zhuǎn)動(dòng),并帶動(dòng)模具平臺(tái)沿模具的的軸向直線勻速運(yùn)動(dòng)。測(cè)量時(shí),將模具1放于平臺(tái)上,探針輕置于拉絲模入口錐的邊沿,起動(dòng)電機(jī)帶動(dòng)模具向右勻速移動(dòng)。被測(cè)拉絲模孔型的微小變化,由位移傳感器轉(zhuǎn)化為電壓信號(hào)輸出。通過(guò)測(cè)量這一電壓,拉絲模的孔型結(jié)構(gòu)及各部尺寸被測(cè)量出來(lái)。測(cè)量結(jié)果可以通過(guò)液晶顯示,也可通過(guò)串行口送入上位計(jì)算機(jī)進(jìn)行分析和數(shù)據(jù)保存。 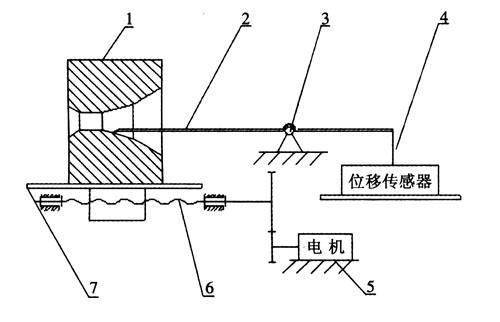
圖2 模孔測(cè)量機(jī)構(gòu)結(jié)構(gòu)圖
1—模具;2—測(cè)量探針;3—支座;4—懸絲;5—電機(jī);6—絲杠;7—平臺(tái)
2 電路硬件設(shè)計(jì)
系統(tǒng)以單片機(jī)為核心、包括傳感器及信號(hào)調(diào)理模塊、電機(jī)控制模塊、串行通信模塊、鍵盤及顯示模塊等部分組成。其結(jié)構(gòu)如圖3所示,電路設(shè)計(jì)主要解決好以下幾個(gè)問(wèn)題。
2.1 數(shù)據(jù)采集的精度
為了保證系統(tǒng)的精度,我們采取了以下措施:
(1)選擇了結(jié)構(gòu)簡(jiǎn)單、工作可靠、靈敏度高、線性好的FX-31型交流差動(dòng)傳感器(LVDT),其最高分辨率可達(dá)到0.1mV,頻率響應(yīng)在幾百到幾千赫茲內(nèi),能很好地滿足模孔測(cè)量的需要。 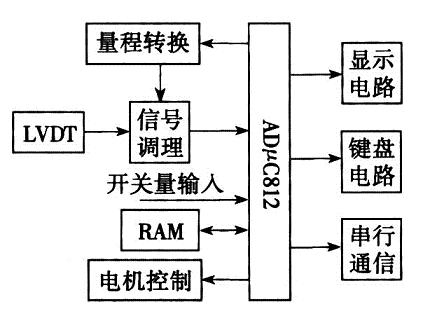
圖3 系統(tǒng)電路結(jié)構(gòu)圖
(2)信號(hào)調(diào)理電路采用單片式限位移差動(dòng)變壓器信號(hào)調(diào)節(jié)器AD598。AD598與LVDT配合,能夠?qū)VDT的機(jī)械位置轉(zhuǎn)換成單極性或雙極性輸出的高精度直流電壓。與傳統(tǒng)的方法相比,它不需要恒定的幅值和頻率的激勵(lì)信號(hào),不需要補(bǔ)償LVDT原方與副方的相位偏移及溫度、頻率變化造成的偏移等。具有精度高、穩(wěn)定性好的特點(diǎn)。
(3)單片機(jī)采用Analog公司新推出的ADμC812。內(nèi)部集成了12位逐次逼近的ADC轉(zhuǎn)換器。由于ADμC812在出廠前對(duì)A/D轉(zhuǎn)換器進(jìn)行了校正,并且在使用中還可以通過(guò)軟件對(duì)A/D轉(zhuǎn)換器進(jìn)一步校正,可以保證系統(tǒng)中A/D轉(zhuǎn)換具有高的精度。
2.2 與上位機(jī)的通信
通信電路由MAX232和MAX491組成,通過(guò)MAX232接口可以和計(jì)算機(jī)交換數(shù)據(jù),由MAX491構(gòu)成485接口可組成一個(gè)小的局域網(wǎng),實(shí)現(xiàn)生產(chǎn)車間內(nèi)多個(gè)測(cè)量?jī)x和上位機(jī)的數(shù)據(jù)交換。從而實(shí)現(xiàn)產(chǎn)品質(zhì)量的跟蹤管理,為車間的質(zhì)量考評(píng)提供依據(jù)。
2.3 顯示電路
在研磨過(guò)程中,操作工需要及時(shí)地了解模孔結(jié)構(gòu),以便進(jìn)行下一步的操作。通過(guò)顯示電路可以顯示出模型的結(jié)構(gòu)曲線及各個(gè)參數(shù)。顯示電路采用大規(guī)模集成電路并帶有驅(qū)動(dòng)器和控制器的點(diǎn)陣型液晶模塊KS0713。它直接受單片機(jī)控制,接收8個(gè)并行數(shù)據(jù),可將數(shù)據(jù)顯示并存貯在模塊內(nèi)的數(shù)據(jù)存貯器內(nèi)(DDRAM)。由于DDRAM中數(shù)據(jù)顯示與液晶屏的點(diǎn)陣單元存在一一對(duì)應(yīng)關(guān)系,漢字及孔型結(jié)構(gòu)曲線是在液晶上將相應(yīng)的點(diǎn)陣顯示。
2.4 電機(jī)控制
系統(tǒng)測(cè)量中,根據(jù)不同的工藝要求,模具平臺(tái)需要以不同的恒定速度平穩(wěn)移動(dòng)。這里使用微型直流電機(jī)帶動(dòng)平臺(tái)運(yùn)動(dòng),其控制電路采用TEMIC公司生產(chǎn)的直流負(fù)載脈寬調(diào)制(PWM)功率控制器U2352B。控制信號(hào)來(lái)自于ADμC812內(nèi)置的D/A轉(zhuǎn)換器,由于U2352B采用了脈寬調(diào)制方法控制電機(jī)的速度,具有控制范圍寬,精度高的特點(diǎn)。
3 軟件設(shè)計(jì)
整個(gè)系統(tǒng)軟件是模塊化設(shè)計(jì),主要由主程序、數(shù)據(jù)采集子程序、數(shù)據(jù)處理子程序、參數(shù)設(shè)定子程序、顯示子程序和通信子程序等組成。主程序完成對(duì)整個(gè)系統(tǒng)工作管理任務(wù),包括初始化程序,鍵盤/顯示管理程序等;數(shù)據(jù)采集子程序配合系統(tǒng)硬件實(shí)現(xiàn)對(duì)被測(cè)信號(hào)的采集;數(shù)據(jù)處理子程序包括數(shù)據(jù)濾波、數(shù)據(jù)分段、數(shù)值計(jì)算等程序;參數(shù)設(shè)定子程序用于設(shè)定各種測(cè)量參數(shù)(采樣時(shí)間,模具長(zhǎng)度等)。顯示子程序分別用來(lái)顯示設(shè)定、測(cè)量、計(jì)算的數(shù)值及曲線。由于數(shù)據(jù)處理采用了最小二乘法對(duì)數(shù)據(jù)進(jìn)行分段線性擬合,計(jì)算量比較大,而且數(shù)據(jù)范圍也較寬,因此本系統(tǒng)軟件在數(shù)值計(jì)算上采用了多字節(jié)、浮點(diǎn)數(shù)計(jì)算。
4 技術(shù)指標(biāo)
•拉絲模的內(nèi)徑測(cè)量范圍:0.2~15mm;
•測(cè)量精度:0.01mm;
•模具平臺(tái)行進(jìn)速度設(shè)定范圍:0.1~5mm/s;
•與上位機(jī)的通信速度:最大115.2Kb/s;
•設(shè)有模具到位限制開關(guān),回程自校準(zhǔn)等功能。
5 結(jié)論
與國(guó)外相比,我國(guó)拉絲模生產(chǎn)技術(shù)目前仍停留在20世紀(jì)50~60年代的水平,拉絲模的孔型設(shè)計(jì)、生產(chǎn)工藝、制模設(shè)備、檢測(cè)儀器都比較落后。拉絲模孔型測(cè)量?jī)x于2003年12月在咸陽(yáng)鋼管鋼繩有限責(zé)任公司生產(chǎn)中的試驗(yàn)表明,拉絲模孔型測(cè)量?jī)x使用方便、性能穩(wěn)定。經(jīng)過(guò)半年多的使用,拉絲生產(chǎn)線上模具的損耗量大幅度下降,日常維護(hù)維修量也明顯減少。
拉絲模孔型測(cè)量?jī)x在模具設(shè)計(jì)、生產(chǎn)和維修過(guò)程的使用,對(duì)提高我國(guó)拉絲模具的生產(chǎn)水平,提高拉絲機(jī)的拉拔速度和生產(chǎn)效益有重要意義。