
1 前言
RFID是近年來迅速發(fā)展的一種快速識(shí)別技術(shù),通過對(duì)載碼體的無接觸識(shí)別獲得存儲(chǔ)的信息代碼。載碼體又俗稱電子標(biāo)簽(TAG),與傳統(tǒng)條形碼技術(shù)相比,電子標(biāo)簽具有數(shù)據(jù)記憶容量大;可讀可寫、無接觸識(shí)別;耐高溫、耐腐蝕適應(yīng)惡劣環(huán)境等優(yōu)點(diǎn);而且具有穿透性可無障礙讀寫,可以穿透覆蓋的紙張、木材、塑料等非金屬或非透明材質(zhì),誤讀率也低,因此被廣泛應(yīng)用于各行業(yè)。
本文以實(shí)際項(xiàng)目使用經(jīng)驗(yàn)介紹RFID技術(shù)在汽車制造業(yè)使用的實(shí)例,實(shí)現(xiàn)油漆車間車身信息的跟蹤管理。
2 系統(tǒng)總體結(jié)構(gòu)
2.1 車身跟蹤系統(tǒng)的結(jié)構(gòu)
神龍汽車有限公司武漢二廠油漆車間從生產(chǎn)管理到制造工藝設(shè)備及技術(shù)均達(dá)到了PSA全球精益化樣板工廠標(biāo)桿水平。在車間內(nèi)部車身跟蹤系統(tǒng)采用了目前先進(jìn)的RFID識(shí)別技術(shù),系統(tǒng)總體設(shè)計(jì)結(jié)構(gòu)如圖1。從控制角度分,大致分為如圖所示三個(gè)層面:基礎(chǔ)設(shè)備層、控制層、中央管理層;ERP層屬企業(yè)管理層。車身數(shù)據(jù)流如圖中箭頭所示,各層級(jí)之間數(shù)據(jù)雙向傳遞,生產(chǎn)管理所需的車身信息永久保存在數(shù)據(jù)服務(wù)器中。在生產(chǎn)過程中,工藝、機(jī)器人、輸送設(shè)備可從電子標(biāo)簽獲得指導(dǎo)生產(chǎn)必需的車身信息。

圖1 RFID系統(tǒng)總體結(jié)構(gòu)
2.2 系統(tǒng)各組成部分任務(wù)簡(jiǎn)述
1)中央管理層:EN數(shù)據(jù)服務(wù)器是整個(gè)系統(tǒng)的數(shù)據(jù)處理管理中心。負(fù)責(zé)信息管理和控制生產(chǎn)流程,上連企業(yè)ERP系統(tǒng),下管理整個(gè)油漆車間的生產(chǎn)物流指導(dǎo),信息收集。隸屬于中控系統(tǒng)的現(xiàn)場(chǎng)客戶端,通過應(yīng)用系統(tǒng)CCR-View操作平臺(tái)可以實(shí)現(xiàn)在線查詢、修改車間內(nèi)部實(shí)際車身的信息,譬如顏色、車型等信息。
2)控制層:本地輸送PLC主要控制輸送鏈的運(yùn)行,并負(fù)責(zé)車身信息上傳下達(dá)的作用,在接收到中央管理層發(fā)出的信息后負(fù)責(zé)傳遞至下層讀/寫站,在收到下層讀/寫站上傳的信息后負(fù)責(zé)傳送至機(jī)器人PLC、大屏幕顯示板以及工藝PLC,電泳線控制PLC收到不同的車型信息時(shí),可以調(diào)用不同的電壓參數(shù);噴漆機(jī)器人PLC可以根據(jù)收到的車型、顏色信息選擇不同的噴涂軌跡及油漆管線噴漆,從而實(shí)現(xiàn)工藝過程控制。本項(xiàng)目采用施奈德Premium 57系列5634M CPU,使用以太網(wǎng)連接實(shí)現(xiàn)信息傳遞。
3)基礎(chǔ)設(shè)備層:主要包含完整的RFID(射頻識(shí)別系統(tǒng))和現(xiàn)場(chǎng)操作終端。RFID系統(tǒng)包含電子標(biāo)簽(Tag)和讀/寫站,電子標(biāo)簽用來存儲(chǔ)必需的車身物流信息,讀/寫站從標(biāo)簽里讀取和寫入數(shù)據(jù),讀/寫站通訊協(xié)議基于TCP/IP,直接通過以太網(wǎng)和控制PLC連接;現(xiàn)場(chǎng)操作終端用以控制讀寫站,給人提供一個(gè)人機(jī)交互界面,可以顯示電子標(biāo)簽存儲(chǔ)的相關(guān)信息,可實(shí)現(xiàn)緊急或信息錯(cuò)誤情況下本地信息錄入、修改、查詢等功能。
3 系統(tǒng)功能
3.1 使用RFID前的信息傳遞方式及特點(diǎn)
在使用RFID技術(shù)前,存儲(chǔ)車身信息主要是紙質(zhì)條形碼,采用條形碼的方式就是要在所用功能需求點(diǎn)設(shè)置企業(yè)管理層SPPV系統(tǒng)的客戶端,通過讀取條形碼,查詢SPPV系統(tǒng)的數(shù)據(jù)庫(kù)獲取需要的車身信息,指導(dǎo)生產(chǎn)管理。優(yōu)點(diǎn)是方便靈活,缺點(diǎn)是對(duì)于車間生產(chǎn)管理的幫助有很大局限性,只能提供車型、顏色等信息,不能融入車間自動(dòng)化系統(tǒng)的控制。隨著光電技術(shù)的發(fā)展,一段時(shí)期內(nèi),很多汽車企業(yè)也使用了一種條形碼延伸技術(shù)——機(jī)械條碼(機(jī)械梳子),就是在每個(gè)雪橇上安裝一個(gè)具有唯一性的鋼制條形碼,使用光電傳感器來掃描讀寫完成不同車身信息的傳遞,其特點(diǎn)是車身信息必須存儲(chǔ)在PLC里,設(shè)置一個(gè)專用車身數(shù)據(jù)PLC管理車間內(nèi)部運(yùn)行的所有車身的數(shù)據(jù),BODY DATA PLC在車間運(yùn)行時(shí)有大量數(shù)據(jù)交換,所以,對(duì)PLC性能要求高,大容量的內(nèi)存,對(duì)網(wǎng)絡(luò)通訊的速率、可靠性要求都很高。
3.2 RFID解決方案
采用RFID系統(tǒng)后,在每個(gè)雪橇底部保護(hù)盒里安裝一個(gè)電子標(biāo)簽,電子標(biāo)簽存儲(chǔ)著條形碼、車型、顏色、整車定義碼等大量信息,形成多個(gè)小型移動(dòng)數(shù)據(jù)庫(kù),在整個(gè)生產(chǎn)流程中經(jīng)過讀寫站點(diǎn)可讀可寫。在多方技術(shù)調(diào)研和方案論證后,武漢二廠油漆項(xiàng)目選用了EMS公司的RFID識(shí)別系統(tǒng)。電子標(biāo)簽采用最高可承受240℃ HMS150HT高溫系列產(chǎn)品,移動(dòng)電子標(biāo)簽存儲(chǔ)了大量車身及物流指導(dǎo)信息(見圖2)。
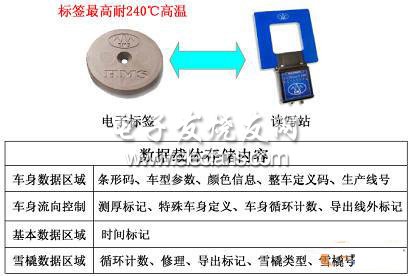
圖2 移動(dòng)電子標(biāo)簽
因此當(dāng)本地PLC與數(shù)據(jù)服務(wù)器通訊異常時(shí),RFID系統(tǒng)利用電子標(biāo)簽存儲(chǔ)的信息仍然可以生產(chǎn),不會(huì)導(dǎo)致大面積生產(chǎn)終止。讀寫頭采用HF-CNTL-IND-02,通訊協(xié)議基于TCP/IP,傳輸速度更快、穩(wěn)定性也更好。根據(jù)生產(chǎn)和管理功能需要,在油漆車間出入口處、工件物流的分岔處、重要的工藝過程(如電泳線、UBS線、噴漆室、儲(chǔ)存區(qū)等)入口處總共設(shè)置了26套讀/寫站,從而實(shí)現(xiàn)對(duì)車身進(jìn)入油漆車間到發(fā)總裝整個(gè)生產(chǎn)過程進(jìn)行RFID跟蹤管理和控制。
3.3 車身跟蹤系統(tǒng)實(shí)現(xiàn)的主要功能
3.3.1 生產(chǎn)管理指導(dǎo)功能
1)車身數(shù)據(jù)指導(dǎo)機(jī)器人及人工識(shí)別車型、噴涂顏色,
2)各類車身物流的管理:包括車身的導(dǎo)入、導(dǎo)出、側(cè)厚管理,多次循環(huán)統(tǒng)計(jì)等,
3)載具的管理:包括底、面漆雪橇、UBS吊具清洗、導(dǎo)出修理等,
4)向下游車間系統(tǒng)傳遞車身信息。
3.3.2 信息統(tǒng)計(jì)報(bào)表功能
1)實(shí)時(shí)統(tǒng)計(jì)各工藝段、生產(chǎn)線區(qū)域內(nèi)在制品數(shù)量,
2)班、日、月等生產(chǎn)信息統(tǒng)計(jì)報(bào)表,
3)分時(shí)段,分車型、顏色統(tǒng)計(jì)已生產(chǎn)的各類車身數(shù)量
3.3.3 生產(chǎn)線的實(shí)時(shí)監(jiān)控功能
1)查找某輛車所在的具體位置,譬如是在存儲(chǔ)區(qū)或者點(diǎn)修補(bǔ)間等,
2)查閱在線或歷史車身在油漆車間的狀態(tài),
RFID車身跟蹤系統(tǒng)作為油漆車間ENCCR系統(tǒng)的重要子模塊,各類相關(guān)的生產(chǎn)管理人員通過獨(dú)立的使用權(quán)限登錄,從中控室或現(xiàn)場(chǎng)的客戶端CCR-View平臺(tái)可以進(jìn)入RFID車身跟蹤系統(tǒng),實(shí)現(xiàn)生產(chǎn)信息的實(shí)時(shí)查詢、打印功能。
4 軟件設(shè)計(jì)
4.1 讀寫站標(biāo)準(zhǔn)功能塊內(nèi)部結(jié)構(gòu)
軟件方面,二廠油漆車間監(jiān)控系統(tǒng)采用的Wonderware公司的InTouch 9.0作為上位機(jī)組態(tài)軟件。讀/寫站采用標(biāo)準(zhǔn)以太網(wǎng)協(xié)議和操作終端及PLC連接并通訊,PLC與讀/寫站控制器的通訊程序,是用Unity Pro開發(fā)的Premium PLC的讀/寫站功能塊MFC_MAIN,MFC_MAIN 功能塊涵蓋了所有與讀/寫站有關(guān)的必要的程序邏輯,程序塊結(jié)構(gòu)如圖3:
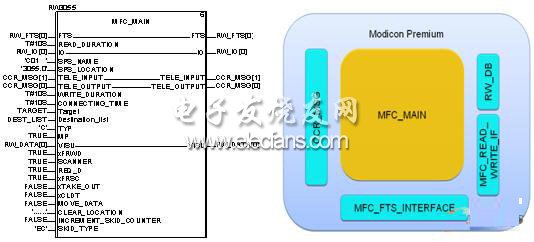
圖3 程序塊結(jié)構(gòu)
主程序塊內(nèi)部結(jié)構(gòu)主要包含與中央監(jiān)控系統(tǒng)的報(bào)文消息CCR_MSG,與輸送系統(tǒng)的接口MFC_FTS_IF,與讀寫系統(tǒng)的接口MFC_READ_WRITE_IF,以及與操作終端的數(shù)據(jù)接口RW_DB。
4.2 標(biāo)準(zhǔn)程序塊的時(shí)序邏輯
標(biāo)準(zhǔn)的讀寫站程序邏輯如圖4,圖中①號(hào)實(shí)線和②號(hào)虛線鏈路是程序中輸送系統(tǒng)與讀寫站的交換信號(hào),主要包括輸送發(fā)給讀寫站的循環(huán)啟動(dòng)FT_START信號(hào),循環(huán)結(jié)束信號(hào)SDS_FINISHED,還有讀寫站發(fā)給輸送系統(tǒng)的反饋信號(hào)SDS_DFRG及輸送系統(tǒng)的修改及確認(rèn)信號(hào)FT_DFRG;⑤號(hào)實(shí)線命令是讀寫系統(tǒng)的執(zhí)行信號(hào)READ和WRITE;③號(hào)邏輯鏈路主要是指PLC與CCR物流跟蹤體統(tǒng)數(shù)據(jù)庫(kù)的報(bào)文信號(hào)REQ_D、DATA_D,④號(hào)虛線是CCR數(shù)據(jù)庫(kù)給PLC的報(bào)文應(yīng)答信號(hào)DATA_P;⑥號(hào)虛線部分DATR和DATW信號(hào)是執(zhí)行讀寫命令后的數(shù)據(jù)狀態(tài),即讀出或?qū)懭氲臄?shù)據(jù)包。
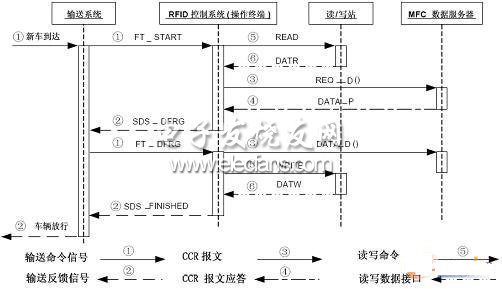
圖4 標(biāo)準(zhǔn)讀寫站程序邏輯
4.3 PLC程序中數(shù)據(jù)包格式
前文已經(jīng)描述過電子標(biāo)簽中包含四大類數(shù)據(jù),在實(shí)際使用過程中多數(shù)情況下讀/寫站功能塊并不需要讀取標(biāo)簽中的全部數(shù)據(jù),就是由讀寫站的物理位置決定讀寫站數(shù)據(jù)接口讀取范圍的不同,這樣能有效地縮短讀取字節(jié)長(zhǎng)度,從而節(jié)約讀取/寫入時(shí)間。對(duì)于大多數(shù)站點(diǎn)在運(yùn)行時(shí)只提取了車身和雪橇等關(guān)鍵數(shù)據(jù),如下圖5,這些數(shù)據(jù)都從屬于RW_DB塊,RW_DB作為PLC與操作終端的接口,除了數(shù)據(jù)信息外,還定義了操作過程中的狀態(tài)、錯(cuò)誤信息,以及緊急情況的處理,包括人工輸入車身?xiàng)l碼、雪橇號(hào)等對(duì)話窗口。

圖5 站點(diǎn)提取數(shù)據(jù)
5 系統(tǒng)可靠性
所有應(yīng)用于工業(yè)系統(tǒng)的技術(shù)解決方案,穩(wěn)定性和可靠性都是第一決定要素,離開其一都無法體現(xiàn)工業(yè)應(yīng)用的實(shí)際價(jià)值。統(tǒng)觀RFID識(shí)別系統(tǒng)總體結(jié)構(gòu)的各個(gè)環(huán)節(jié),影響穩(wěn)定性和可靠性的主要因素有:
5.1 數(shù)據(jù)來源的可靠性
提到數(shù)據(jù)來源,對(duì)于本系統(tǒng),數(shù)據(jù)來源包含三種方式:標(biāo)簽源數(shù)據(jù)、操作終端手工錄入、中控室數(shù)據(jù)庫(kù)手動(dòng)編輯。在系統(tǒng)自動(dòng)運(yùn)行方式下,在車間入口,RFID讀寫系統(tǒng)會(huì)將數(shù)據(jù)庫(kù)中的源數(shù)據(jù)寫入電子標(biāo)簽,并在系統(tǒng)中和該雪橇綁定,在輸送系統(tǒng)定位準(zhǔn)確的情況下,剔除測(cè)試車、試驗(yàn)車,首點(diǎn)寫入的可靠性已高達(dá)千分之一。另外兩種數(shù)據(jù)錄入方式主要是在應(yīng)急情況下的操作,譬如無車身信息的調(diào)試車、試驗(yàn)車通過油漆車間,需要手工錄入車身信息;或者手動(dòng)導(dǎo)入無車身信息的車,需要在數(shù)據(jù)庫(kù)定義該車的信息。人工干預(yù)的過程給數(shù)據(jù)來源的可靠性帶來風(fēng)險(xiǎn),因此在所有讀/寫站的操作終端,粘貼了詳細(xì)的操作流程及說明,盡量減弱這個(gè)風(fēng)險(xiǎn),從而保證系統(tǒng)的可靠性。
5.2 數(shù)據(jù)傳輸?shù)目煽啃浴⒎€(wěn)定性
從RFID系統(tǒng)結(jié)構(gòu)來看,車身數(shù)據(jù)從電子標(biāo)簽到中控室數(shù)據(jù)庫(kù)的雙向傳輸要經(jīng)過四個(gè)環(huán)節(jié):讀/寫站、操作終端、輸送PLC、數(shù)據(jù)服務(wù)器,其中讀/寫站采用無線電波,其可靠識(shí)別率高達(dá)99.99%,其他三個(gè)環(huán)節(jié)的數(shù)據(jù)傳輸采用10M/100M工業(yè)以太網(wǎng),傳輸速度和通訊距離都是有可靠保障的,而且下層三個(gè)環(huán)節(jié)的設(shè)備都在本地,以太網(wǎng)連接的距離也不長(zhǎng),即使和中控室數(shù)據(jù)庫(kù)的通訊出現(xiàn)問題時(shí),本地設(shè)備仍然可以降級(jí)運(yùn)行,不影響底層數(shù)據(jù)的傳輸及設(shè)備的運(yùn)行。
6 結(jié)束語(yǔ)
RFID系統(tǒng)讀寫信息可靠,誤讀率低,選用的電子標(biāo)簽在高溫、酸堿等惡劣環(huán)境下運(yùn)行良好,操作系統(tǒng)人機(jī)界面友好,操作簡(jiǎn)便,車身跟蹤系統(tǒng)對(duì)全車間生產(chǎn)過程的指導(dǎo)管理功能大幅提升,有效提高生產(chǎn)效率。