
摘要:針對(duì)塑料擠出機(jī)控制系統(tǒng)成本高,速度低,精度低的問題,提出了用UniMAT PLC采用通訊的方式在塑料擠出機(jī)控制系統(tǒng)中的應(yīng)用。結(jié)果表明采用UniMAT PLC的方式降低了成本,達(dá)到了速度快、精度高的效果。
關(guān)鍵詞:16TC(UN 231-7PL22),UniMAT CPU224,485通訊
一、系統(tǒng)概述:
本公司為機(jī)械廠家做的16區(qū)單螺桿擠出機(jī),其控制單元含主機(jī)加熱系統(tǒng),主機(jī)調(diào)速系統(tǒng),牽引的控制系統(tǒng),切割控制系統(tǒng)以及一些安全保護(hù)功能。其工作過程,螺筒,模具加熱,到達(dá)設(shè)定溫度后保溫一定的時(shí)間,開啟主機(jī)擠料,出料后開啟牽引,在屏幕上設(shè)定切割長度,達(dá)到設(shè)定長度后啟動(dòng)切割機(jī)。

二、系統(tǒng)要求
(1)擠壓系統(tǒng)
擠壓系統(tǒng)包括螺桿、機(jī)筒、料斗、機(jī)頭、和模具,塑料經(jīng)過擠壓系統(tǒng)而塑化成均勻的熔體,并在這一過程中所樹立壓力下,被螺桿連續(xù)的擠出經(jīng)過模具形成制品。
(2)傳動(dòng)系統(tǒng)
傳動(dòng)系統(tǒng)的作用是驅(qū)動(dòng)螺桿,提供螺桿在擠出過程中所需求的力矩和轉(zhuǎn)速,通常由電動(dòng)機(jī)、減速器和軸承等組成。目前用的最多的驅(qū)動(dòng)是變頻器,變頻器輸出的穩(wěn)定與否直接關(guān)系到擠出的穩(wěn)定性。
(3)加熱冷卻系統(tǒng)
加熱與冷卻是塑料擠出過程中的必要條件:
1、 如今擠塑機(jī)通常用的是電加熱,分為電阻加熱和感應(yīng)加熱,加熱片裝于機(jī)身、機(jī)脖、機(jī)頭各局部。加熱安裝由外部加熱筒內(nèi)的塑料,使之升溫,以到達(dá)工藝操作所需求的溫度。
2、 冷卻安裝是為了保證塑料處于工藝要求的溫度范圍而設(shè)置的。其作用是掃除螺桿旋轉(zhuǎn)的剪切摩擦產(chǎn)生的多余熱量,以防止溫度過高使塑料合成、焦燒或定型艱難。機(jī) 筒冷卻分為水冷與風(fēng)冷兩種,普通中小型擠塑機(jī)采用 風(fēng)冷比較適宜,大型則多采用水冷或兩種方式分離冷卻;螺桿冷卻主要采用中心油冷,目的是增加物料固體保送率,穩(wěn)定出料量,同時(shí)提高產(chǎn)品質(zhì)量;但在料斗處的 冷卻,一是為了增強(qiáng)對(duì)固體物料的輸送作用,避免因升溫使塑料粒發(fā)粘堵塞料口,二是保證傳動(dòng)局部正常工作。
(4)自控系統(tǒng)
自控系統(tǒng)包括觸摸屏,plc,壓力傳感器,溫度傳感器及一些執(zhí)行器件等。自控系統(tǒng)是人和機(jī)器的一個(gè)接口,機(jī)器的所有參數(shù)都要在這里設(shè)定,監(jiān)控以及機(jī)器的啟停。反應(yīng)一個(gè)機(jī)器的自動(dòng)化程度和可靠性就在這里體現(xiàn)。
三、系統(tǒng)配置與功能實(shí)現(xiàn)
系統(tǒng)組成:
西門子人機(jī)界面 SMARTLINE 700配本公司專為塑機(jī)設(shè)計(jì)的鍵盤
CPU UniMAT CPU224
16TC UniMAT UN231-7PL22
4AI UniMAT UN231-0HC22
8DI UniMAT UN221-1BF22
32DO UniMAT UN222-1BL22
西門子變頻器440
控制方案
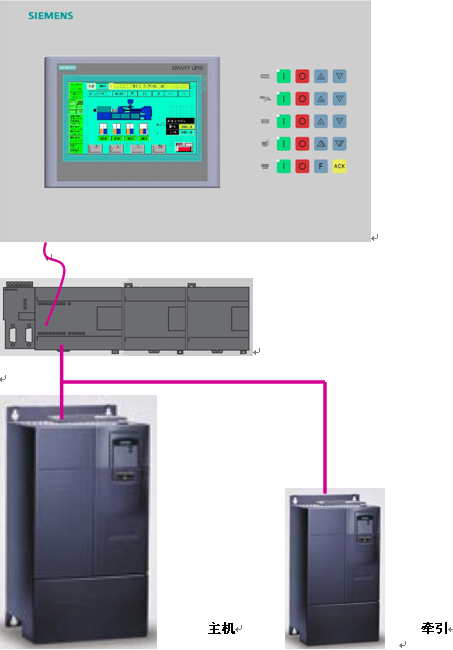
此控制方案的特點(diǎn)是,主機(jī)和牽引調(diào)速器采用通訊控制減少了plc的模擬量輸出2個(gè),模擬量輸入4個(gè),報(bào)警點(diǎn)輸入2個(gè),數(shù)字量輸出啟停2個(gè)。采用16路的測溫模塊,集成度高,采集信號(hào)精度高,速度快,利用PID調(diào)節(jié)控溫精度高,靜態(tài)小于1度。最明顯的優(yōu)勢此套系統(tǒng)價(jià)格低,1路控溫成本大概在100元左右,和普通控溫表價(jià)格相當(dāng),但是使用此系統(tǒng)后機(jī)械控制水平提高一個(gè)檔次,提高了產(chǎn)品的競爭力,也提高了產(chǎn)品的利潤。
系統(tǒng)功能實(shí)現(xiàn)
1、采用西門子SMARTLINE 700彩色觸摸屏,屏幕可中英文切換,外帶專用鍵盤,美觀大方.
2、采用UniMAT UN200 CPU,多至40區(qū)的溫度控制,可以實(shí)現(xiàn)加熱冷卻雙輸出控制.
3、系統(tǒng)速度同步,以及單機(jī)微調(diào).
4、速度實(shí)時(shí)顯示,扭矩,電流及壓力檢測.
5、全線主要機(jī)器狀態(tài)和參數(shù)的運(yùn)行顯示.
6、自動(dòng)報(bào)警提示.
7、有螺桿保溫功能,防止料溫低時(shí)啟動(dòng)螺桿.
8、可以實(shí)現(xiàn)主機(jī)壓力閉環(huán),牽引壓力閉環(huán)等功能.
9、可以實(shí)現(xiàn)整機(jī)的預(yù)加熱功能.
10、可以檢測加熱原件是不是損壞以及熱電偶的斷線。
11、可以防止螺桿空腹運(yùn)轉(zhuǎn),避免發(fā)生粘杠(抱軸)現(xiàn)象。
12、很方便的擴(kuò)展功能,如失重喂料。
13、保證是0Hz啟動(dòng)螺桿,防止了高速啟動(dòng)螺桿損壞設(shè)備。

目 前國內(nèi)大多數(shù)擠出機(jī)采用溫控表控制的方案,盡管該方案具有價(jià)格低的優(yōu)勢但是在控制功能上有很大局限性。采用此方案后可以對(duì)整個(gè)擠出過程的工藝參數(shù)如熔體壓 力及溫度、各段機(jī)身溫度、螺桿和牽引的轉(zhuǎn)速、喂料量、各種原料的配比、電機(jī)的電流電壓等參數(shù)進(jìn)行在線檢測、并用其本身固有的閉環(huán)控制。這對(duì)保證工藝條件的 穩(wěn)定、提高產(chǎn)品的精度極為有利。采用人機(jī)界面,利用人機(jī)界面反應(yīng)出來的報(bào)警信息,工作人員很容易排除故障。提高了生產(chǎn)效率。
上述控制方案的應(yīng)用領(lǐng)域包括:
-塑料異型材擠出生產(chǎn)線
-單壁、多壁及發(fā)泡管材擠出生產(chǎn)線
-塑料板材擠出生產(chǎn)線
-塑料片材擠出生產(chǎn)線
-多機(jī)共擠生產(chǎn)線,單層/多層塑料薄膜生產(chǎn)線
-造粒生產(chǎn)線
-鋁塑復(fù)合管生產(chǎn)線
四、結(jié)束語
本控制系統(tǒng)在塑料擠出系統(tǒng)中實(shí)現(xiàn)了預(yù)期目的,根據(jù)塑料擠出系統(tǒng)在實(shí)用中的重要程度,選擇億維自動(dòng)化的UniMAT CPU和UniMAT I/O模塊,提高了系統(tǒng)穩(wěn)定性,且在一定程度上節(jié)省了系統(tǒng)成本。該系統(tǒng)在投入運(yùn)行后狀態(tài)良好,目前已應(yīng)用于多條生產(chǎn)線,給客戶帶來了客觀的效益,有較好的應(yīng)用前景。