摘 要 :本文主要講述了擠出吹塑中空成型機(jī)的工作原理、主要構(gòu)成及變頻節(jié)能技術(shù)在雙工位擠出吹塑中空成型機(jī)改造中的應(yīng)用,同時(shí)闡述了推廣該項(xiàng)節(jié)能技術(shù)的必要性與可行性。
1 引言
當(dāng)今社會(huì)一方面經(jīng)濟(jì)快速發(fā)展,另一方面能源日趨緊缺,發(fā)展與能源之間的矛盾越來(lái)越突出,能源緊缺問(wèn)題已成為社會(huì)發(fā)展中的重要問(wèn)題,如何降低能耗、節(jié)約能源,各級(jí)政府也提出了更具體、更嚴(yán)格的量化指標(biāo),對(duì)于各企業(yè)來(lái)說(shuō)節(jié)約能源已是責(zé)無(wú)旁貸,因而近幾年各行各業(yè)的節(jié)能技術(shù)與節(jié)能產(chǎn)品不斷地得到推廣與應(yīng)用,其中變頻節(jié)能技術(shù)是主要節(jié)能技術(shù)之一,已被廣泛應(yīng)用于塑膠、水泥、化工、中央空調(diào)等領(lǐng)域。
塑膠行業(yè)是主要工業(yè)之一,其耗電在工業(yè)耗電中占有很大的比重,隨著市場(chǎng)競(jìng)爭(zhēng)的日漸激烈,如何降低生產(chǎn)成本,提高產(chǎn)品市場(chǎng)競(jìng)爭(zhēng)力成了各塑膠企業(yè)關(guān)心的問(wèn)題,而在各企業(yè)生產(chǎn)成本中塑料設(shè)備用電占了很大部分,現(xiàn)有設(shè)備中存在很大的電能浪費(fèi),本文以深圳市國(guó)兆節(jié)能科技有限公司設(shè)計(jì)的國(guó)兆GZS系列節(jié)電器為例,講述了變頻節(jié)能技術(shù)在塑膠設(shè)備—雙工位擠出吹塑中空成型機(jī)節(jié)能改造中的應(yīng)用,并闡述了推廣該項(xiàng)節(jié)能技術(shù)的必要性和可行性。
2 擠出吹塑中空成型機(jī)工作原理及構(gòu)成
2.1 工作原理
吹塑中空成型機(jī)是中空制品的主要成型設(shè)備之一,主要有擠出吹塑中空成型機(jī)、注射吹塑中空成型機(jī)、拉伸吹塑中空成型機(jī)和不對(duì)稱吹塑中空成型機(jī)等類型,其中擠出吹塑中空成型機(jī)是采用擠出機(jī)單元的機(jī)筒加熱和螺桿的剪切作用使塑料塑化,旋轉(zhuǎn)的螺桿將塑化、均化后的塑料經(jīng)機(jī)頭擠出形成管坯,合模裝置將管坯夾緊后由切刀裝置將管坯切斷,在切斷前先進(jìn)行預(yù)吹氣,主要是為了防止管坯壁粘連,合模吹氣裝置將管坯切口封死同時(shí)吹入一定壓力的空氣,使型坯緊貼模具腔內(nèi)壁,經(jīng)冷卻后去除廢邊,合模裝置分開(kāi),即獲得所需中空制品,流程圖如圖1所示。
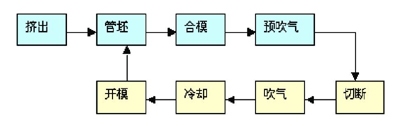
圖1 擠出吹塑中空成型機(jī)工藝流程
2.2 主要構(gòu)成
擠出吹塑中空成型機(jī)主要由擠出機(jī)、機(jī)頭、合模裝置、吹氣裝置、液壓傳動(dòng)裝置、加熱冷卻控制系統(tǒng)和電氣控制系統(tǒng)等構(gòu)成,設(shè)備外形圖如圖2所示。

圖2 擠出吹塑中空成型機(jī)設(shè)備外觀圖
機(jī)械裝置包括主要有擠出裝置(螺桿擠出機(jī))、機(jī)頭、移模機(jī)構(gòu)、開(kāi)合模機(jī)構(gòu)、升降機(jī)構(gòu)、吹氣裝置、坯料電熱切刀裝置和抬模頭裝置等;氣動(dòng)裝置部分主要用于氣缸工作及制品的吹塑等;冷卻裝置主要采用冷卻水進(jìn)行冷卻,冷卻水主要供模具、機(jī)筒、吹針等部位的冷卻用。
電氣控制系統(tǒng)主要有由擠出機(jī)電氣傳動(dòng)控制系統(tǒng)、油泵電機(jī)傳動(dòng)系統(tǒng)控制、機(jī)頭及擠出機(jī)的加熱與溫控系統(tǒng)、動(dòng)作程序控制系統(tǒng)(PLC)、人機(jī)界面等組成,其示意圖如圖3所示。

圖3 擠出吹塑中空成型機(jī)電氣控制示意圖
2.3 雙工位擠出吹塑中空成型機(jī)
如上文所述目前吹塑中空成型機(jī)主要有擠出吹塑中空成型機(jī)、注射吹塑中空成型機(jī)、拉伸吹塑中空成型機(jī)及不對(duì)稱吹塑中空成型機(jī)主要幾種類型,其中擠出吹塑中空成型機(jī)又分為單工位擠出吹塑中空成型機(jī)、雙工位擠出吹塑中空成型機(jī)及多層擠出吹塑中空成型機(jī),其中雙工位擠出吹塑中空成型機(jī)主要用于冷卻時(shí)較長(zhǎng)的中空制品,其具有兩套合模和移模裝置,在制品冷卻的同時(shí)另一套模具進(jìn)行合模、成型動(dòng)作,與單工位機(jī)型相比,雙工位機(jī)型在生產(chǎn)制品時(shí)充分利用冷卻時(shí)間,一方面提高了產(chǎn)量,另一方面也可保證質(zhì)量,本文就以雙工位擠出吹塑中空成型為例介紹變頻節(jié)能技術(shù)在此在設(shè)備中的應(yīng)用。
3 雙工位擠出吹塑中空成型機(jī)的變頻節(jié)能改造
3.1 變頻節(jié)能原理
雙工位擠出吹塑中空成型機(jī)原有系統(tǒng)中油泵電機(jī)始終以恒定速度運(yùn)行,當(dāng)工藝所需的壓力變化時(shí)通過(guò)油路系統(tǒng)的比例流量來(lái)調(diào)節(jié),多余的液壓油則通過(guò)溢流閥卸回油缸,這樣并造成很大部份的能量浪費(fèi),由泵類負(fù)載工作特性可知泵的流量與轉(zhuǎn)速成比例關(guān)系,揚(yáng)程與轉(zhuǎn)速成平方關(guān)系,電機(jī)軸功率與轉(zhuǎn)速成立方關(guān)系,如下公式所示:
Q2/Q1=N2/N1
H2/H1=(N2/N1)2
P2/P1=(N2/N1)3
其中: Q—流量;
N—轉(zhuǎn)速;
H—揚(yáng)程。
如圖4所示當(dāng)流量由QA減少到QB時(shí)由于管阻特性,工作點(diǎn)由A點(diǎn)轉(zhuǎn)移B點(diǎn),消耗的功率與0QBBHB面積成正比,若采用變頻控制其管阻特性不變,工作點(diǎn)由A點(diǎn)轉(zhuǎn)移到C點(diǎn),消耗的功率與0QBCHC面積成正比,從圖4可知采用變頻調(diào)速比采用閥門(mén)控制節(jié)能,且隨著轉(zhuǎn)速的降低電機(jī)功率成立方關(guān)系減少,如果能根據(jù)注塑工藝適時(shí)地調(diào)節(jié)油泵電機(jī)轉(zhuǎn)速即可達(dá)到節(jié)能目的。

目前三相異步電動(dòng)機(jī)大多采用變頻調(diào)速,由電機(jī)同步轉(zhuǎn)速公式:
n=60(1-S)f/p;
其中: S—轉(zhuǎn)差率;
f—供電頻率;
p—極對(duì)數(shù)。
由上式知道通過(guò)改變電源頻率便可改變電機(jī)轉(zhuǎn)速,根據(jù)中空吹塑成型機(jī)的工藝調(diào)節(jié)油泵電機(jī)的轉(zhuǎn)速,從而使溢流閥的回流量減到最小,液壓系統(tǒng)輸出功率與生產(chǎn)所需功率相匹配,這樣便可達(dá)到節(jié)能目的,據(jù)不完全統(tǒng)計(jì)改造后其電機(jī)節(jié)電率可達(dá)25%~65%。
3.2 電氣控制方案
雙工位擠出吹塑中空成型機(jī)電氣系統(tǒng)改造主要是通過(guò)采集它的合模、模頭上升、模頭下降、模架左移、模架右移、開(kāi)模等動(dòng)作信號(hào),先將相關(guān)信號(hào)送給專用控制器運(yùn)算處理,控制器輸出信號(hào)控制油泵電機(jī)變頻器,根據(jù)工藝參數(shù)調(diào)節(jié)油泵電機(jī)轉(zhuǎn)速,使油泵電機(jī)輸出功率與工藝所需的功率相匹配,從而實(shí)現(xiàn)節(jié)能,其控制系統(tǒng)示意圖如圖5所示。
擠出吹塑中空成型設(shè)備在設(shè)計(jì)時(shí)對(duì)于工藝所需的最大速度和最大壓力一般都存在很大余量,實(shí)際生產(chǎn)制品時(shí)并沒(méi)有達(dá)到最大設(shè)計(jì)狀態(tài),根據(jù)實(shí)際工況和產(chǎn)品工藝要求,適當(dāng)降低油泵轉(zhuǎn)速,減少供油量,這樣在不影響生產(chǎn)工藝前提下,油泵電機(jī)輸出的功率得到有效利用,減少電機(jī)電能的浪費(fèi),根據(jù)吹塑成型的工藝過(guò)程對(duì)油泵電機(jī)進(jìn)行多段調(diào)速控制,例如在合模階段所需要壓力、速度較大時(shí)可適當(dāng)提高本段油泵轉(zhuǎn)速,而在開(kāi)模、模架左移、右移等階段所需壓力、速度不高時(shí),可適當(dāng)降低油泵電機(jī)轉(zhuǎn)速,但在每個(gè)工序階段時(shí)油泵轉(zhuǎn)速則保持恒定,采用這種控制方案,當(dāng)工藝參數(shù)調(diào)整時(shí)油泵輸出能夠保持穩(wěn)定,使用產(chǎn)品質(zhì)量與穩(wěn)定性都不會(huì)受到影響。
3.3 國(guó)兆節(jié)電器介紹
3.3.1 產(chǎn)品介紹
國(guó)兆GZS系列節(jié)電器是由深圳市國(guó)兆節(jié)能科技有限公司根據(jù)吹塑成型設(shè)備工藝特點(diǎn)專業(yè)設(shè)計(jì)的一款節(jié)電器,有單電機(jī)變頻GZS-Z1系列、雙電機(jī)變頻GZS-Z2系列和多電機(jī)變頻GZS-Z3系列三種型,適用于各種不同吹塑成型設(shè)備,本產(chǎn)品采用國(guó)家專利技術(shù)設(shè)計(jì),主要由信號(hào)采集、信號(hào)處理控制器、專用變頻器、節(jié)電與市電轉(zhuǎn)換電路等部分組成,國(guó)兆GZS系列節(jié)電器與市場(chǎng)上現(xiàn)有節(jié)電器比較具有以下特點(diǎn):采用專用信號(hào)控制器,可以根據(jù)吹塑成型設(shè)備不同類型編寫(xiě)相應(yīng)的控制軟件;采用多段速控制方式,可根據(jù)工藝要求分段調(diào)整變頻器運(yùn)行頻率;采用專用變頻器,其過(guò)載能力強(qiáng)、響應(yīng)速快,加減速時(shí)間可達(dá)0.3s;具有電機(jī)過(guò)流、過(guò)壓、欠壓、掉電、過(guò)載、輸出短路等多種自動(dòng)保護(hù)功能;具有穩(wěn)壓功能,當(dāng)電網(wǎng)電壓波動(dòng)時(shí)能自動(dòng)調(diào)節(jié)輸出頻率達(dá)到穩(wěn)壓功能;采用專利控制技術(shù),節(jié)電效果比一般模擬控制和變量泵控制方案更顯著等。
3.3.2 設(shè)計(jì)特點(diǎn)
在電路設(shè)計(jì)方面主電路采用市電回路與節(jié)電轉(zhuǎn)換回路獨(dú)立設(shè)計(jì)(如圖6示),運(yùn)行中若節(jié)電器出現(xiàn)故障可通過(guò)轉(zhuǎn)換開(kāi)關(guān)直接轉(zhuǎn)換到市電回路運(yùn)行,不會(huì)對(duì)生產(chǎn)造成影響。 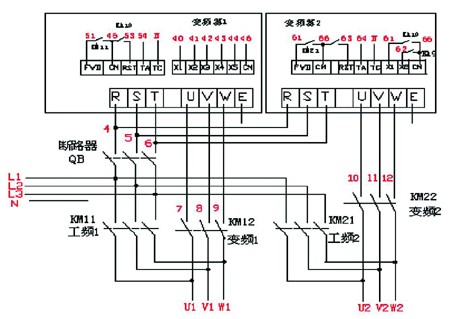
圖6 國(guó)兆節(jié)電器電路示意圖
控制電路方面其控制信號(hào)取自原設(shè)備各工序的開(kāi)關(guān)量信號(hào)(電磁閥控制信號(hào)),經(jīng)節(jié)電器信號(hào)采集電路進(jìn)行隔離處理后送給專用處理器處理,這樣控制信號(hào)不容易受外界干擾。
4 節(jié)電器的應(yīng)用
4.1 設(shè)備選型
東莞某容器有限公司主要生產(chǎn)各種塑料容器,共有15臺(tái)雙油泵雙工位擠出吹塑中空成型(型號(hào)為DHD-2L),生產(chǎn)容量為2L容器,其中擠出機(jī)單元原有設(shè)備已帶變頻調(diào)速,現(xiàn)對(duì)其油泵電機(jī)進(jìn)行變頻改造,其主油泵電機(jī)功率為22kW三相異步電機(jī),輔油泵電機(jī)功率為7.5kW三相異步電機(jī),選用國(guó)兆GZS-Z2-4T-0220kW(雙電機(jī),主電機(jī)變頻器為22kW,輔電機(jī)變頻器為7.5kW)節(jié)電器進(jìn)行改造。
4.2 電路實(shí)現(xiàn)
油泵電機(jī)改造電路控制較為簡(jiǎn)單,主電路保留原有設(shè)備中的星-三角降壓起動(dòng)電路(對(duì)于22kW油泵電機(jī)),相當(dāng)于在原供電電源與電機(jī)起動(dòng)電路之間串接節(jié)電器,其主電路如圖7所示。 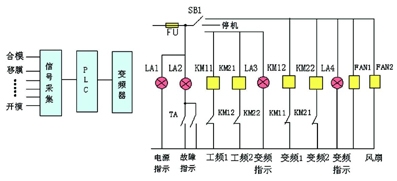
圖7 雙工位擠出吹塑中空成型機(jī)節(jié)能改造主電路示意圖
其控制電路主要實(shí)現(xiàn)信號(hào)采集、信號(hào)處理、狀態(tài)指示、市電與節(jié)電間切換等功能,示意圖如圖8所示。 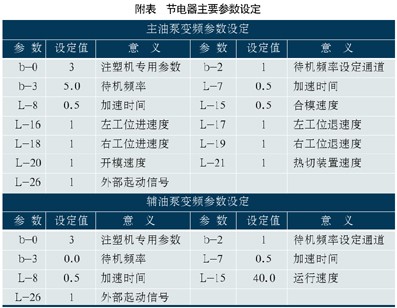
圖8 雙工位擠出吹塑中空成型機(jī)節(jié)能改造控制電路示意圖
4.3 參數(shù)設(shè)置
根據(jù)油泵電機(jī)工作特點(diǎn),現(xiàn)對(duì)主油泵電機(jī)進(jìn)行多段速控制,而輔油泵電機(jī)采用單段速控制,其中主油泵電機(jī)變頻器參數(shù)設(shè)置如附表所示。
一個(gè)產(chǎn)品的吹塑成型工藝較為復(fù)雜,原有系統(tǒng)中油泵電機(jī)以恒定速度運(yùn)行。
4.4 設(shè)備調(diào)試與注意事項(xiàng)
其油泵提供的油量為額定值,各工序所需的實(shí)際油量通過(guò)比例閥、溢流閥調(diào)節(jié)實(shí)現(xiàn),每個(gè)不同產(chǎn)品其各工序?qū)?yīng)的工藝參數(shù)在生產(chǎn)中一般不做很大的調(diào)整,系統(tǒng)改造后通過(guò)改變油泵轉(zhuǎn)速來(lái)調(diào)節(jié)油量,因而調(diào)試時(shí)應(yīng)將節(jié)電器與吹塑成型機(jī)兩者配合一起調(diào)試才能達(dá)到最佳節(jié)電效果,系統(tǒng)調(diào)試時(shí)注意思以下方面:
4.4.1 調(diào)試前準(zhǔn)備
節(jié)電器安裝完畢后在通電前應(yīng)先檢查電路是否正確,尤其是主電路應(yīng)注意其輸入線與輸出線是否接反,否則嚴(yán)重時(shí)會(huì)損壞節(jié)電器,原有設(shè)備中電機(jī)降壓?jiǎn)?dòng)電路(采用Y-△起動(dòng)較多)應(yīng)保持不變,若有其它電路供電電源連在電機(jī)Y-△啟動(dòng)電路接觸器的前端,改造時(shí)應(yīng)將其移到節(jié)電器的電源端并注意電壓等級(jí),否則會(huì)造成設(shè)備不能正常運(yùn)行,另外還應(yīng)檢查控制信號(hào)電路,注意控制信號(hào)的極性及伏值是否對(duì)應(yīng),確認(rèn)無(wú)誤后才可通電并觀察節(jié)電器電源指示燈是否指示正常。
4.4.2 市電狀態(tài)調(diào)試
節(jié)電器通電后先進(jìn)行“市電”調(diào)試,將節(jié)電器設(shè)備選擇開(kāi)關(guān)拔至“市電”狀態(tài),啟動(dòng)設(shè)備油泵電機(jī),進(jìn)行手動(dòng)狀態(tài)調(diào)試,分別手動(dòng)執(zhí)行開(kāi)模、合模、模左移、模右移等各個(gè)動(dòng)作,同時(shí)觀察節(jié)電器信號(hào)采集指示燈是否對(duì)應(yīng)指示,此時(shí)吹塑成型機(jī)各個(gè)動(dòng)作將根據(jù)手動(dòng)指令執(zhí)行,調(diào)試時(shí)若發(fā)現(xiàn)吹塑成型機(jī)合模或開(kāi)模等無(wú)任何動(dòng)作時(shí),則可能為油泵電機(jī)反轉(zhuǎn),可判斷油泵電機(jī)是否反轉(zhuǎn),若反轉(zhuǎn)應(yīng)先切斷電源后調(diào)整市電接觸器輸出線,手動(dòng)調(diào)試正常后可結(jié)合產(chǎn)品進(jìn)行試生產(chǎn),當(dāng)生產(chǎn)出的制品質(zhì)量、性能均滿足工藝要求后可進(jìn)行節(jié)電狀態(tài)調(diào)試,先停止油泵電機(jī)將節(jié)電器設(shè)備選擇開(kāi)關(guān)拔至“節(jié)電”狀態(tài)。
4.4.3 節(jié)電狀態(tài)調(diào)試
節(jié)電器處于“節(jié)電”狀態(tài)調(diào)試時(shí)要根據(jù)工藝參數(shù)設(shè)定調(diào)整,一般原則是節(jié)電器運(yùn)行頻率先根據(jù)經(jīng)驗(yàn)值設(shè)定好(如附表),再根據(jù)生產(chǎn)產(chǎn)品的類型調(diào)節(jié)吹塑成型合模、開(kāi)模、模架左移或右移等對(duì)應(yīng)的工藝參數(shù),節(jié)能狀態(tài)時(shí)各參數(shù)值比市電狀態(tài)設(shè)定要求稍大些,以不超過(guò)10%為宜,如果調(diào)整工藝參數(shù)還不能滿足要求時(shí),可適當(dāng)調(diào)整節(jié)電器對(duì)應(yīng)段的運(yùn)行頻率,直至節(jié)電狀態(tài)生產(chǎn)出制品的各相指標(biāo)均符合要求為止。
5 節(jié)能效果分析
根據(jù)實(shí)測(cè)數(shù)據(jù),改造前油泵電機(jī)(兩個(gè)電機(jī)額定功率分別為22kW和7.5kW)每小時(shí)共耗電17.5kW•h,改造后每小時(shí)共耗電為11.5kW•h,電機(jī)總節(jié)率為34.2%,該廠設(shè)備平均每月開(kāi)機(jī)26天,每天22小時(shí),則:
每月節(jié)約用電:
=(17.5-11.5)×22×26=3432kW•h;
每年節(jié)約用電:
=3432×12=41184kW•h;
每度電平均以0.9元計(jì)算,每臺(tái)設(shè)備每年節(jié)約成本約4萬(wàn)元;
該企業(yè)15臺(tái)中空吹塑成型機(jī)改造至今設(shè)備運(yùn)行穩(wěn)定,未出現(xiàn)故障,改造后生產(chǎn)產(chǎn)品質(zhì)量性能均能達(dá)到工藝要求,設(shè)備總投資約50余萬(wàn)元,每月節(jié)約5萬(wàn)元,約10個(gè)月便收回投資。
6 結(jié)束語(yǔ)
目前塑膠行業(yè)中大多設(shè)備仍采用液壓傳動(dòng),其中油泵電機(jī)耗電占了很大比重,實(shí)際應(yīng)用證明采用變頻節(jié)能改造技術(shù)降低能耗、節(jié)約成本是可行的,也很有必要,另一方面變頻節(jié)能技術(shù)也不斷成熟和改善,在各行業(yè)的應(yīng)用也越來(lái)越廣泛,上文所述的節(jié)能技術(shù)在吹塑成型設(shè)備中應(yīng)用供業(yè)內(nèi)相關(guān)人士交流與參考。
