
項目簡介
神龍汽車有限公司為國內(nèi)三大轎車生產(chǎn)基地之一,,其生產(chǎn)線及檢測線設(shè)備主要從歐洲進口,,自動化程度非常高,,各類SIMATIC自動化產(chǎn)品和軟件得到大量使用,。公司95年從法國FOREST-LINE公司引進的一臺龍門式3+2軸數(shù)控仿形銑加工中心,,用作汽車模具型面的加工及修改工作,。因機床的 NUM760F數(shù)控系統(tǒng)嚴重老化,導(dǎo)致機床故障率高,,模具加工精度差,;同時由于數(shù)控系統(tǒng)內(nèi)部功能的缺乏,導(dǎo)致某些特殊型面的模具加工無法完成,,滿足不了新車型模具加工的需求,。為此在2005年沖壓工廠對該機床的數(shù)控系統(tǒng)進行了改型,經(jīng)過系統(tǒng)選型和方案比較,,筆者選用了SINUMERIK系列產(chǎn)品:840D 數(shù)控系統(tǒng)和611D伺服驅(qū)動,,并配以1PH7/1FT6/1FK6系列電機。本文將對SINUMERIK 840數(shù)控系統(tǒng)在數(shù)控仿形銑床系統(tǒng)改造方面的應(yīng)用作一些闡述和介紹,。
數(shù)控仿形銑原數(shù)控系統(tǒng)介紹
機床整體描述
FOREST-LINE 3+2軸數(shù)控仿形銑床為龍門式加工中心(見圖1),,工作臺臺面2m×4m,載重30t,,X軸行程4500mm,,Y軸行程 3000mm,Z軸行程1200mm,,W橫梁軸行程640mm,。數(shù)控仿形銑加工中心配有刀具庫和附件庫,刀具庫為旋轉(zhuǎn)盤式,,可容納30把刀具,;附件庫有3 個附件頭,它們分別為:RM40多功能銑頭、AL40加長銑頭,、護板銑頭,。

圖1 數(shù)控銑加工中心工藝布置圖
數(shù)控仿形銑加工中心有1個主軸;7個數(shù)控軸:X軸,、Y軸,、Z軸、A軸,、C軸,、刀庫軸、附件軸,;一個PLC軸:W橫梁軸,。其中X/Y/Z三軸可插補聯(lián)動,若使用RM40多功能銑頭則增加A軸和C軸,,C軸由主軸電機驅(qū)動,,且A軸和C軸均由鼠牙盤定位;W軸為橫梁軸,,不屬于數(shù)控軸,,由受控于數(shù)控系統(tǒng)PLC的一臺 LS變頻器驅(qū)動,只有上下兩個極限位置,,屬PLC軸,。由以上描述知3+2軸數(shù)控仿形銑加工中心實際上指插補聯(lián)動的X/Y/Z三軸加上能實現(xiàn)斜面加工的A /C兩軸。X,、Y,、Z三軸的位置反饋采用HEIDENHAIN LB326光柵尺,經(jīng)EXE進行信號轉(zhuǎn)接后聯(lián)入NUM760F,。W軸橫梁軸由 LEROY SOMER變頻器進行高低兩位置的調(diào)節(jié)控制,。
機床數(shù)控系統(tǒng)改造前配置簡述SINUMERIK 840D數(shù)控系統(tǒng)在數(shù)控銑上的組態(tài)描述
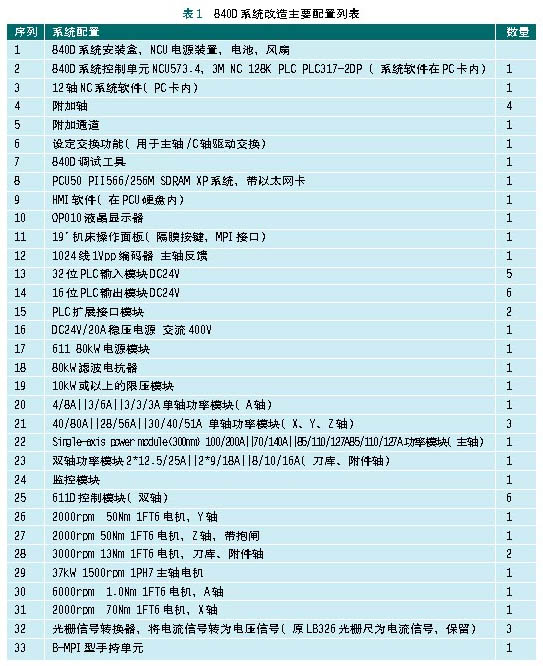
840D系統(tǒng)改造主要配置列表,如表1所示,。

機床數(shù)控系統(tǒng)改造后的配置簡述
NCU 數(shù)控單元
數(shù)字控制核心NCK的硬件裝置,。NCU單元集成了SINUMERIK 840D CNC CPU 和S7-300 PLC CPU 芯片,包括數(shù)控軟件和PLC軟件,。數(shù)控銑系統(tǒng)選型為NCU573.5,;
人機交互裝置
數(shù)控銑加工中心選用PCU50,其人機操作界面選用OP010及MCP,,兩者建立起SINUMERIK 840D系統(tǒng)與機床操作人員之間的交互界面,。同時配備HHU手持單元。
可編程序控制器PLC
SINUMERIK 840D系統(tǒng)集成了S7-300-2DP 的PLC,,并通過通訊模塊IM361擴展外部的I/O 模塊,。數(shù)控銑系統(tǒng)選型為S7-317-2DP,。
驅(qū)動裝置
數(shù)控銑系統(tǒng)伺服驅(qū)動選型為SIMOD RIVE 611D,配以1FT6/1FK6系列進給電機和1PH7系列主軸電機,。數(shù)控銑數(shù)控系統(tǒng)安裝布置示意圖如下如圖2所示:
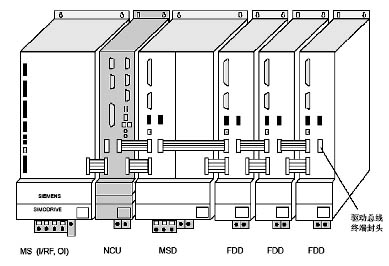
圖2 數(shù)控銑數(shù)控系統(tǒng)安裝布置示意圖
數(shù)控銑數(shù)控系統(tǒng)配置概述
外掛系統(tǒng)的組成
X,、Y、Z三軸的位置反饋仍采用HEIDENHAIN LB326光柵尺,,經(jīng)SIEMENS SUV進行信號轉(zhuǎn)接后聯(lián)入840D系統(tǒng),。W軸橫梁軸仍采用受控于840D系統(tǒng)PLC的LEROY SOMER變頻器進行高低兩位置的調(diào)節(jié)控制。CAD/CAM三維圖形編程仍采用CIMATRON E,,但其后置處理程序是針對840D系統(tǒng)重新編制的。測量系統(tǒng)仍采用RENISHAW測頭,,但改用無線接收的找正系統(tǒng),。圖3示出系統(tǒng)配置圖。
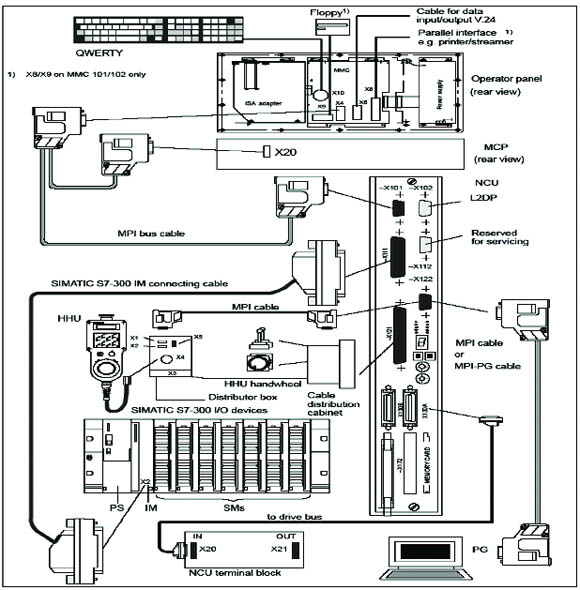
圖3 數(shù)控銑840D數(shù)控系統(tǒng)配置示意圖
SINUMERIK 840D系統(tǒng)在數(shù)控仿形銑改造中自動換刀程序的編制
在采用SINUMERIK 840D改造數(shù)控銑數(shù)控系統(tǒng)的工作中,,自動換刀程序的編制為一個難點,。在機床加工過程中,依據(jù)零件加工程序中對刀具的要求對刀庫中30把刀具中的目標刀具進行準確地選擇換刀,、自動補償,、自動連續(xù)加工;有時候需先退刀,,然后更換合適所選刀具的附件頭,,最后再掛刀加工; 有時候則需根據(jù)所要更換刀具或附件的長度要求自動調(diào)整橫梁W軸的高低位,這就是自動換刀程序要實現(xiàn)的功能,,特別是后兩種情形較為復(fù)雜,,對于換刀、換附件,、橫梁換位后進行連續(xù)加工時各軸定位的精度要求非常高,,故程序編制較為復(fù)雜。
宏程序的編制
數(shù)控銑系統(tǒng)改造中自動換刀程序主要是通過編寫宏程序,,聯(lián)系相關(guān)機器參數(shù),、接口信號及PLC程序來實現(xiàn)的。
與自動換刀程序有關(guān)的宏程序列表如下:
CONTROL1/ CONTROL2 (保護蓋板拾起/卸下控制程序)
CONTROL3/ CONTROL4 (AL40拾起/卸下控制程序)
CONTROL5/ CONTROL6 (RM40拾起/卸下控制程序)
CONTROL7(主軸刀具返回刀庫控制程序)
CONTROL8/ CONTROL9 (系統(tǒng)取刀/刀具返回控制程序)
CONTROL10(刀具自動交換程序)
CONTROL11/ CONTROL12 / CONTROL13 (保護蓋板/ AL40/ RM40自動交換控制程序)
CONTROL14/ CONTROL15 (A軸夾緊/松開控制程序)
CONTROL16/ CONTROL17 (C軸夾緊/松開控制程序)
CONTROL18-CONTROL21 (C軸旋轉(zhuǎn)0/90/180/270控制程序)
CONTROL22/ CONTROL23 (橫梁上升/下降控制程序)
CONTROL35/ CONTROL36 (X,Y,Z軸/U,V軸回零控制程序)
上述與自動換刀有關(guān)的宏程序有部分被定義為M功能由零件加工程序直接編程時使用,,有些則由宏程序在其內(nèi)部調(diào)用,,如CONTROL1-CONTROL9。
R參數(shù)在編程中的應(yīng)用
在Control10自動換刀宏程序中,,涉及到許多變量計算,,主要包括換刀前各軸位置記憶、橫梁高低位記憶,、附件頭類型記憶,、刀具數(shù)據(jù)記憶等,這些數(shù)據(jù)在更換刀具、更換附件,、橫梁移動完畢后經(jīng)重新計算后才能保障連續(xù)加工作業(yè)的進行,。在宏程序中使用R參數(shù)編程可以簡化變量計算,故宏程序中的R參數(shù)主要是在刀具交換,、附件頭交換及橫梁位置控制時記憶和處理各軸的運行狀態(tài),、標志位和位置值。涉及使用的R參數(shù)定義如下:
R900/ R903/ R906 工作區(qū)附件為保護蓋板/ RL40/ RM40時,,換刀時刻Y軸位置
R901/ R904/ R907 工作區(qū)附件為保護蓋板/ RL40/ RM40時,,換刀時刻Z軸位置
R902/ R905/ R908 工作區(qū)附件為保護蓋板/ RL40/ RM40時,換刀時刻主軸位置
R910/ R911/ R912 換附件時,Y軸/Z軸/主軸位置
R913 橫梁高位到低位距離
R916 換刀時減速距離
R917 換刀時刀具提升距離
R918/ R919 換附件時Z軸下降/上升減速距離
R940/ R941 A軸/C軸位置
接口信號的使用
840D系統(tǒng)的接口信號是非常繁雜的,,正確合理使用接口信號進行編程是設(shè)備穩(wěn)定工作的前提,,下面只針對數(shù)控銑自動換刀編程中的接口信號進行簡介。
M功能定義
與自動換刀有關(guān)的宏程序有部分被定義為M功能,,M功能在零件加工程序中可以直接編程使用,。連接M功能的接口信號為通道信號,因只使用了通道1,,故M功能由DB21數(shù)據(jù)塊DBB194開始的后續(xù)字節(jié)解碼,。涉及數(shù)控銑自動換刀的M功能對應(yīng)的接口信號及定義如下:
DEFINE M6 AS CONTROL10 ( DB21.DBX194.6 )
DEFINE M31 AS CONTROL11 ( DB21.DBX197.7 )
DEFINE M32 AS CONTROL12 ( DB21.DBX198.0 )
DEFINE M33 AS CONTROL13 ( DB21.DBX198.1 )
DEFINE M35 AS CONTROL35 ( DB21.DBX198.3 )
DEFINE M36 AS CONTROL36 ( DB21.DBX198.4 )
DEFINE M10 AS CONTROL14 ( DB21.DBX195.2 )
DEFINE M11 AS CONTROL15 ( DB21.DBX195.3 )
DEFINE M20 AS CONTROL16 ( DB21.DBX196.4 )
DEFINE M21 AS CONTROL17 ( DB21.DBX196.5 )
DEFINE M125 AS CONTROL22 ( DB21.DBX194.6 )
DEFINE M126 AS CONTROL23 ( DB21.DBX194.6 )
DEFINE M173 AS CONTROL18 ( DB21.DBX194.6 )
DEFINE M174 AS CONTROL19 ( DB21.DBX194.6 )
DEFINE M175 AS CONTROL20 ( DB21.DBX194.6 )
DEFINE M176 AS CONTROL21 ( DB21.DBX194.6 )
宏變量定義
宏程序中的R參數(shù)主要是在刀具交換、附件頭交換及橫梁位置控制時記憶和處理各軸位置值,,而機床動作的標志位有很大一部分是由宏變量來處理的,,與自動換刀程序有關(guān)的宏變量定義如下:
$A_IN[10] ==1 ( DB10.DBX123.1 ) 主軸頭松刀
$A_IN[12] ==1 ( DB10.DBX123.3 ) 主軸頭握刀
$A_IN[13] ==1 ( DB10.DBX123.4 ) 橫梁低位
$A_IN[14] ==1 ( DB10.DBX123.5 ) 橫梁高位
$A_IN[15] ==1 ( DB10.DBX123.6 ) 刀庫門開
$A_IN[16] ==1 ( DB10.DBX123.7 ) 主軸握刀刀具號
$A_IN[17] ==1 ( DB10.DBX125.0 ) 蓋板在位
$A_IN[18] ==1 ( DB10.DBX125.1 ) AL40在位
$A_IN[19] ==1 ( DB10.DBX125.2 ) RM40在位
$A_IN[20] ==1 ( DB10.DBX125.3 ) 附件庫門開
$A_IN[21] ==1 ( DB10.DBX125.4 ) 附件庫空
$A_IN[22] ==1 ( DB10.DBX125.5 ) 中心松頭
$A_IN[23] ==1 ( DB10.DBX125.6 ) 外圈松頭
$A_IN[24] ==1 ( DB10.DBX125.7 ) 主軸還刀
$A_IN[36] ==1 ( DB10.DBX129.3 ) 附件頭為蓋板
$A_IN[37] ==1 ( DB10.DBX129.4 ) 附件頭為AL40
$A_IN[38] ==1 ( DB10.DBX129.5 ) 附件頭為RM40
$A_IN[39] ==1 ( DB10.DBX129.6 ) 主軸帶附件頭
信息報警接口信號簡述
數(shù)控機床故障報警信息在機床維修時可提供技術(shù)參考,指明維修方向,,所以編制完整準確的故障報警信息尤為重要,。在數(shù)控銑系統(tǒng)改造過程中,除系統(tǒng)所具有的故障報警信息外,,我們還編制了大量的用戶報警信息,。
數(shù)控銑用戶報警信息主要分為兩部分:
以65000開始的故障信息主要在宏程序中編制,出故障時需調(diào)看相應(yīng)宏程序內(nèi)宏變量的狀態(tài),,宏變量對應(yīng)的接口信號如上節(jié)所述,。涉及自動換刀的該類故障報警有10條。
以700000開始的故障信息主要在PLC程序中編制,,其對應(yīng)的接口信號區(qū)域為DB2.DBB180——DB2.DBB379,。涉及自動換刀的該類故障報警有32條。
STEP 7程序結(jié)構(gòu)簡述
SINUMERIK 840D系統(tǒng)集成了S7-300-2DP 的PLC,,并通過通訊模塊IM361擴展外部的I/O 模塊,。PLC程序采用STEP 7 編程。因數(shù)控銑自動換刀程序主要是采用宏程序編制的,,故在此只對STEP 7程序中用戶編制的功能塊及數(shù)據(jù)塊的定義作一個簡述:
FC32 系統(tǒng)初始化
FC33 X/Y/Z進給軸
FC34/ FC35 A軸/主軸
FC36/ FC37 刀庫U軸
FC38 附件庫V軸
FC39 PLC-NCK接口信號
FC40 機床液壓,、潤滑系統(tǒng)
FC41/ FC42 橫梁W軸
FC45/ FC46 C軸
FC68 HHU手持單元
FC70 報警處理
FC71/FC73 用戶故障報警
FC72/FC74 用戶信息報警
DB2 PLC信息
DB10 NCK接口
DB11 工作方式組接口
DB21 NC通道接口
DB31/DB32/DB33 X軸/Y軸/Z軸
DB34/DB37 C軸/A軸
DB35/DB36 U軸/V軸
機床數(shù)據(jù)
840D數(shù)控系統(tǒng)機床數(shù)據(jù)是非常繁雜的,,正確合理地配置機床數(shù)據(jù)是設(shè)備穩(wěn)定工作的前提,配置調(diào)試機床數(shù)據(jù)需要豐富的現(xiàn)場經(jīng)驗和技巧,,在這里就不對數(shù)控銑的機床參數(shù)一一描述了,,只針對SINUMERIK 840D系統(tǒng)機床數(shù)據(jù)的區(qū)域分類進行簡介。
840D系統(tǒng)機床數(shù)據(jù)可分為如下幾個區(qū)域:
1000-1799 驅(qū)動機床數(shù)據(jù)
9000-9999 顯示機床數(shù)據(jù)
10000-18999 通用機床數(shù)據(jù)
20000-28999 通道機床數(shù)據(jù)
30000-38999 軸機床數(shù)據(jù)
41000-41999 通用設(shè)定數(shù)據(jù)
42000-42999 通道設(shè)定數(shù)據(jù)
43000-43999 軸設(shè)定數(shù)據(jù)
SIEMENS產(chǎn)品的應(yīng)用體會
神龍汽車公司屬歐資公司,,設(shè)備多由歐洲進口,,故設(shè)備的自動化系統(tǒng)多為歐洲產(chǎn)品,且以大型機和總線產(chǎn)品居多,,其中SIEMENS的SIMATIC自動化產(chǎn)品和SINUMERIK數(shù)控產(chǎn)品在設(shè)備中得到大量使用,。在自動化生產(chǎn)線上,我們廣泛使用SIMATIC自動化產(chǎn)品:S7-400 PLC(H級和F級),,各類I/O模塊,、功能模塊及網(wǎng)絡(luò)產(chǎn)品、各種類型的OP/MP人機操作面板,、WINCC工控機、MICROMASTER變頻器等產(chǎn)品,,一些特殊設(shè)備如ABB機器人,、INTRAMAT-CLM/CLC運動控制器等系統(tǒng)均配有PROFIBUS通信板以聯(lián)入SIMATIC系統(tǒng);在沖壓模具加工,、發(fā)動機及變速箱制造等機加工設(shè)備上我們廣泛使用SINUMERIK數(shù)控產(chǎn)品,,且多為高端的840D系統(tǒng)。
通過SIEMENS家族中這兩大類產(chǎn)品的使用,,我們體會到:SIMATIC自動化產(chǎn)品和SINUMERIK數(shù)控產(chǎn)品雖屬不同類別的產(chǎn)品,,但兩者間聯(lián)系十分緊密,以840D系統(tǒng)為例:SINUMERIK 840D的PLC實際上是SIMATIC的S7-300集成在NCU內(nèi)部,;NCU與系統(tǒng)其它部件的聯(lián)系也是通過SIMATIC產(chǎn)品的標準通信協(xié)議PROFIBUS-DP及MPI來完成的,;通過PROFIBUS擴展的I/O模塊及功能模塊也是SIMATIC的標準產(chǎn)品;STEP 7是SIMATIC S7-300/400的編程工具,,也是SINUMERIK 840D PLC的編程工具,,其硬件配置、網(wǎng)絡(luò)組態(tài),、程序編制均一樣,;PROTOOL可以為SIMATIC的OP/MP人機面板編制圖形,也可為SINUMERIK 840D的HMI開發(fā)圖形界面……,,凡是熟練使用過SIMATIC軟件的工程師都能夠很快地學(xué)習(xí)掌握SINUMERIK的產(chǎn)品選型,、網(wǎng)絡(luò)組態(tài)、設(shè)計編程等技巧,。
接觸和學(xué)習(xí)SIEMENS自動化產(chǎn)品已有十余年了,,從早期的S5 PLC到現(xiàn)在的各類SIEMENS產(chǎn)品,,從軋鋼設(shè)備到汽車生產(chǎn)設(shè)備,熟悉和掌握自動化產(chǎn)品及數(shù)控產(chǎn)品的編程設(shè)計是鋼鐵聯(lián)合企業(yè)及汽車生產(chǎn)廠家設(shè)備工程師所必需的,,SIEMENS全系列產(chǎn)品為此提供了一個很好的平臺,,所以我對SIEMENS倡導(dǎo)的“全集成自動化”理念又多了一層理解:“全集成”不僅是項目的集成,也是產(chǎn)品的集成 ,,就向汽車廠家的“平臺理論”一樣,,它們將是一個公司、一個行業(yè)未來產(chǎn)品發(fā)展的風(fēng)向標,。
結(jié)語
數(shù)控銑加工中心數(shù)控系統(tǒng)改造工作于2005年8月正式完工并交付使用,,并擔負著繁重的新車型模具加工工作,無論是從系統(tǒng)穩(wěn)定性,,還是從系統(tǒng)功能上看,,840D數(shù)控系統(tǒng)與FOREST-LINE機床融為一體,表現(xiàn)出卓越的品質(zhì),。鑒于SINUMERIK 840D在數(shù)控仿形銑加工中心系統(tǒng)改造上成功的應(yīng)用,,我們在工廠二期能力擴建項目的新設(shè)備選型及舊設(shè)備改造方面均把SIEMENS產(chǎn)品列為首選,我們的理念是:用世界一流的設(shè)備制造中國一流的轎車,。