
中心議題:
- 射線檢測(cè)中CMOS的研究
- CMOS探測(cè)器簡(jiǎn)介
解決方案:
- 檢測(cè)工裝設(shè)計(jì)
- 選用Canny邊緣檢測(cè)算法進(jìn)行缺陷邊緣定位
1 CMOS探測(cè)器簡(jiǎn)介
射線檢測(cè)技術(shù)利用X射線探測(cè)材料內(nèi)部的不連續(xù)性,并在記錄介質(zhì)上顯示出圖像。隨著技術(shù)的不斷進(jìn)步,射線檢測(cè)從傳統(tǒng)的以膠片為記錄介質(zhì)的照相方法不斷擴(kuò)展,形成了多種數(shù)字化射線檢測(cè)手段,如底片的數(shù)字化處理技術(shù)(Film Digitisation)、射線實(shí)時(shí)成像技術(shù)(Radioscopy)、計(jì)算機(jī)射線成像系統(tǒng)(Computed Radiography)和射線數(shù)字直接成像檢測(cè)技術(shù)(Direct Radiography)等。實(shí)際應(yīng)用中需要根據(jù)檢測(cè)要求的分辨率和相對(duì)靈敏度選用合適的方法。相對(duì)于其它射線記錄介質(zhì)(如CCD、多晶硅等),CMOS(互補(bǔ)的金屬氧化硅)技術(shù)更具有性能優(yōu)勢(shì)。目前,CMOS探測(cè)器的最小像素尺寸可達(dá)39μm,檢測(cè)精度較高,溫度適應(yīng)性好,結(jié)構(gòu)適應(yīng)性強(qiáng)。
較之龐大的增強(qiáng)器成像系統(tǒng),CMOS射線掃描探測(cè)器(圖1)結(jié)構(gòu)小巧,內(nèi)部芯片集成度高。較之CCD成像方式,CMOS的每個(gè)探測(cè)點(diǎn)都有自己的放大器進(jìn)行單獨(dú)配置。CMOS在其內(nèi)部通過轉(zhuǎn)換屏將接收到的射線轉(zhuǎn)換為光線,直接與轉(zhuǎn)換屏接觸的探測(cè)點(diǎn)單元將光線轉(zhuǎn)換為電子,每個(gè)探測(cè)點(diǎn)單元有自己的放大器將電信號(hào)放大,最后在探測(cè)器內(nèi)對(duì)信號(hào)進(jìn)行A/D轉(zhuǎn)換,形成二進(jìn)制編碼傳送到計(jì)算機(jī)。CMOS主要適用于20~320 kV射線能量,80/μm的空間分辨率,無幾何放大情況下檢測(cè)分辨率為6 lp/mm,檢測(cè)圖像達(dá)到4096級(jí)灰度。

2 CMOS探測(cè)器的檢測(cè)應(yīng)用
2.1 檢測(cè)流程
由于CMOS射線探測(cè)單元排成線陣列,靜止?fàn)顟B(tài)下只能得到射線透過被檢物體而形成的投影圖像中的一條線。為獲取被檢測(cè)物體的圖像,需要進(jìn)行相對(duì)掃描運(yùn)動(dòng),逐線采集并拼成完整的投影圖像。獲取檢測(cè)圖像時(shí)要求射線能量波動(dòng)盡可能小且可長(zhǎng)時(shí)間連續(xù)工作,因此筆者采用恒壓式射線源(YX―LON MG325,最大電壓320 kV,大焦點(diǎn)3.0 mm,小焦點(diǎn)2.O mm)。采用CMOS線性X射線掃描探測(cè)器進(jìn)行射線檢測(cè)的流程為:探測(cè)器配置及校準(zhǔn)一確定透照方式,調(diào)節(jié)位置參數(shù)一相對(duì)運(yùn)動(dòng),獲取掃描圖像一圖像處理,缺陷分析。
2.2 檢測(cè)工裝設(shè)計(jì)
探測(cè)器的成像單元(線陣列)需要與射線束中心線良好匹配,不能出現(xiàn)相對(duì)位置傾斜和偏移等現(xiàn)象。因此,需設(shè)計(jì)合適的成像工裝,以完成探測(cè)器的固定、位置調(diào)節(jié)及實(shí)現(xiàn)與檢測(cè)工件的相對(duì)運(yùn)動(dòng)。工裝要能方便地移入移出(筒形工件),應(yīng)具有一定的靈活性和較大的適應(yīng)性(檢測(cè)不同類型工件)。
本著簡(jiǎn)便、實(shí)用的原則,在已有射線實(shí)時(shí)成像系統(tǒng)基礎(chǔ)上進(jìn)行檢測(cè)工裝設(shè)計(jì),即檢測(cè)時(shí)將檢測(cè)工件放在載物臺(tái)上,可實(shí)現(xiàn)左右平移、繞垂直軸旋轉(zhuǎn)等運(yùn)動(dòng);探測(cè)器通過工裝固定于射線實(shí)時(shí)成像系統(tǒng)增強(qiáng)器運(yùn)動(dòng)軸上,可實(shí)現(xiàn)垂直升降和前后平動(dòng)。另外,探測(cè)器還可實(shí)現(xiàn)一定角度的旋轉(zhuǎn)調(diào)節(jié)。通過與實(shí)時(shí)成像檢測(cè)系統(tǒng)的有機(jī)結(jié)合,可實(shí)現(xiàn)多種類型工件的射線檢測(cè)。此外,應(yīng)用時(shí)對(duì)于工件還要設(shè)計(jì)固定定位工裝。
2.3 探測(cè)器配置與校準(zhǔn)
首次使用探測(cè)器時(shí)需指定成像器類型參數(shù)(長(zhǎng)度和可承受電壓等),以便確定出可用的最小積分時(shí)間。在探測(cè)器正常工作前,必須對(duì)其進(jìn)行配置與校準(zhǔn),以便在一定的成像條件下,使所有探測(cè)單元的偏置輸出及增益輸出達(dá)到一致。
對(duì)于新的檢測(cè)對(duì)象,首先配置好采集圖像相關(guān)的參數(shù)(積分時(shí)間、掃描精度以及是否迭加平均),然后開始進(jìn)行探測(cè)器校準(zhǔn)。校準(zhǔn)時(shí)還要考慮焦距及物距的影響。一般校準(zhǔn)時(shí)需進(jìn)行三個(gè)步驟:①關(guān)閉射線源,探測(cè)器進(jìn)行偏置校準(zhǔn)。②開啟射線源,調(diào)節(jié)到檢測(cè)需使用的電流電壓值,使探測(cè)器的線陣列輸出信號(hào)達(dá)到最大但未出現(xiàn)飽和為止。③調(diào)節(jié)射線能量,使線陣列輸出信號(hào)降低為最大信號(hào)的一半。校準(zhǔn)的結(jié)果以文件形式存儲(chǔ),可供以后的檢測(cè)調(diào)用。但調(diào)用后若再更改其中的校準(zhǔn)參數(shù),則需重新校準(zhǔn)后才能進(jìn)行檢測(cè)。
對(duì)于大多數(shù)檢測(cè)對(duì)象,在實(shí)際檢測(cè)時(shí)應(yīng)用的電流、電壓值較高,在進(jìn)行探測(cè)器校準(zhǔn)時(shí)輸出信號(hào)早已飽和。為解決這一問題,根據(jù)不同厚度的檢測(cè)情況,設(shè)計(jì)了相應(yīng)的校準(zhǔn)用檢測(cè)試板。試板厚度均勻,在校準(zhǔn)第一步完成后將試板放在射線源窗口,然后開啟射線進(jìn)行下一步校準(zhǔn)操作。
2.4 透照方式選取
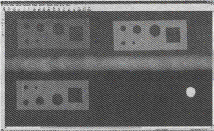
(1)平動(dòng)方式適用于平板焊縫類工件的射線檢測(cè),檢測(cè)時(shí)保持探測(cè)器與射線源位置相對(duì)固定,將工件放在載物臺(tái)上,以合適的速度沿X軸平行移動(dòng)。對(duì)于管、筒上的環(huán)形焊縫,如果采用平動(dòng)方式成像,采集的將是橢圓形透視圖像,只有中心區(qū)域的圖像才可用于檢測(cè)結(jié)果評(píng)定,并且需要旋轉(zhuǎn)多個(gè)角度才能完成全部檢測(cè),降低了檢測(cè)靈敏度(圖2a),某些情況下由于厚度太大而不能實(shí)現(xiàn)透照檢測(cè)。
(2)旋轉(zhuǎn)方式要求調(diào)節(jié)相對(duì)位置使工件放在載物臺(tái)回轉(zhuǎn)中心,且與射線束中心、探測(cè)器中心處于一條直線上。對(duì)于筒形件,通過工裝將探測(cè)器置于工件內(nèi)部,盡可能貼近檢測(cè)部位,采用單壁單影的方式透照;對(duì)于內(nèi)徑較小的管狀與筒形工件,采用雙壁透照的方式;旋轉(zhuǎn)一定角度即可將透照區(qū)展開成像,可有效提高檢測(cè)效率(圖2b)。對(duì)于回轉(zhuǎn)類工件,采用旋轉(zhuǎn)方式成像具有突出的優(yōu)點(diǎn),可提高圖像質(zhì)量,縮短檢測(cè)時(shí)問。
2.5 運(yùn)動(dòng)速度控制
由于探測(cè)器必須有相對(duì)運(yùn)動(dòng)才能成像,因此需要將運(yùn)動(dòng)速度控制在合理的范圍。如果速度不合適,則得到的圖像就存在拉伸或壓縮現(xiàn)象。另外,分辨率越高、圖像噪聲越低,運(yùn)動(dòng)速度需越低。
平動(dòng)成像中的移動(dòng)速度V與探測(cè)器的曝光時(shí)間T、成像精度P、透照放大倍數(shù)M和重復(fù)掃描次數(shù)N有關(guān):
對(duì)于旋轉(zhuǎn)方式,還需要考慮工件內(nèi)徑進(jìn)行計(jì)算。
2.6 檢測(cè)參數(shù)優(yōu)化
最佳放大倍數(shù)Mopt與探測(cè)器的固有不清晰度Us、射線焦點(diǎn)尺寸d有關(guān):
經(jīng)計(jì)算,最佳放大倍數(shù)Mopt=1,即成像時(shí)探測(cè)器盡量貼近被檢測(cè)工件。此外,成像質(zhì)量還與選用的透照電壓、電流、焦距和焦點(diǎn)等參數(shù)有關(guān)。
掃描圖像的清晰度與重復(fù)掃描次數(shù)有關(guān),圖像掃描時(shí)采用Double Graylevel選項(xiàng),類似于實(shí)時(shí)成像檢測(cè)中的4幀圖像疊加(N=4)。進(jìn)行檢測(cè)的速度降低了4倍,但圖像卻有比較大的改善,噪聲明顯降低,更有利于缺陷的檢出與識(shí)別。檢測(cè)圖像能夠滿足GB 3323―1987標(biāo)準(zhǔn)規(guī)定的AB級(jí)要求。
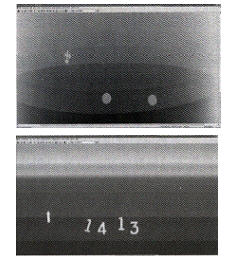
2.7 缺陷定量分析
在進(jìn)行圖像尺寸測(cè)量時(shí),需要將經(jīng)過計(jì)量或已知精確尺寸的試件緊貼在被檢焊縫的一側(cè)與焊縫同時(shí)成像。每次評(píng)定前,應(yīng)作一次標(biāo)定,缺陷測(cè)量時(shí)進(jìn)行對(duì)比或通過公式將圖像尺寸轉(zhuǎn)化為真實(shí)尺寸。為此,設(shè)計(jì)了專用的測(cè)量評(píng)片用試片(圖3),試片也可用于檢測(cè)相對(duì)運(yùn)動(dòng)速度是否匹配。
尺寸標(biāo)定完成后,通過圖像處理方法實(shí)現(xiàn)缺陷定量分析。選用Canny邊緣檢測(cè)算法進(jìn)行缺陷邊緣定位。接著對(duì)檢測(cè)出的邊緣進(jìn)行細(xì)線化處理。然后通過搜索每條邊緣線端點(diǎn)為中心的5×5或更大的鄰域,找出其它端點(diǎn)并進(jìn)行填充,完成邊緣點(diǎn)連接,去除邊緣檢測(cè)圖像中的間隙。再應(yīng)用像素標(biāo)記的方法,檢查每一目標(biāo)像素相鄰點(diǎn)的連通性,進(jìn)行閉合曲線內(nèi)的目標(biāo)標(biāo)記。通過上述操作即可將不同缺陷標(biāo)記出來以供測(cè)量用,最后完成缺陷參數(shù)計(jì)算。
2.8 圖像存檔管理
檢測(cè)結(jié)果以數(shù)字圖像形式存放在計(jì)算機(jī)上,為便于對(duì)檢測(cè)圖像進(jìn)行統(tǒng)一管理,筆者自行設(shè)計(jì)了圖像文件的管理數(shù)據(jù)庫(kù),記錄檢測(cè)信息(工件名、檢測(cè)日期等)、成像參數(shù)和檢測(cè)評(píng)定結(jié)果等。
3 應(yīng)用結(jié)論及問題分析
CMOS射線探測(cè)器具有較高的空間分辨率(61p/mm,固有不清晰度<0.2 mm),檢測(cè)靈敏度高(4096灰度級(jí))。成像質(zhì)量?jī)?yōu)于采用增強(qiáng)器的實(shí)時(shí)成像系統(tǒng),接近或達(dá)到膠片照相的水平;在圖像的對(duì)比度方面優(yōu)于膠片照相方法和實(shí)時(shí)成像系統(tǒng)。
通過試驗(yàn)優(yōu)化等方法,成功地將探測(cè)器應(yīng)用于平板焊縫、環(huán)焊縫和縱焊縫等大多數(shù)產(chǎn)品零部件的射線檢測(cè),提高了檢測(cè)效率,降低了檢測(cè)成本。為更好地促進(jìn)數(shù)字化射線檢測(cè)技術(shù)的應(yīng)用,有必要在下列方面開展研究工作:
(1)復(fù)雜工件的最優(yōu)化檢測(cè)及仿真[4],為檢測(cè)結(jié)果的解釋提供理論支撐。
(2)大容量圖像文件的快速讀取、處理及分析,缺陷定量分析的自動(dòng)化、半自動(dòng)化方法的研究。
(3)圖像文件的管理、傳輸(引入PACS模式)[5]。
(4)建立新的數(shù)字化射線檢測(cè)標(biāo)準(zhǔn)。