
一、引言
送卡機是運用設(shè)備控制,主動輸送合格證以及產(chǎn)品說明紙張的設(shè)備。
設(shè)備工藝流程為:檢測紙箱---阻擋后續(xù)紙箱----下紙---放行后下卡----阻擋位放行
二、系統(tǒng)構(gòu)成
送卡機電氣控制系統(tǒng)采用集中控制方式,采用毅天可編程控制器,系統(tǒng)運行穩(wěn)定可靠。電控系統(tǒng)分為主電控制柜和HMI人機操作、操作按鈕、電磁閥/ 氣缸、線槽及電線電纜等。設(shè)備的操作在操作手柄上的觸摸屏進行,觸摸屏上有設(shè)備的中文操作界面,起動運行、參數(shù)的設(shè)定、當前運行狀態(tài)、故障信息等信息。
人機界面采用西門子公司的K-TP170micro,可編程控制器使用為毅天系類PLC,(MIN-MSDH40DC-T)
人機界面操作臺上安裝有三色指示燈,當指示燈亮起時含義分別為:
紅色-----------設(shè)備有故障
黃色-----------設(shè)備處于原點位置
綠色-----------設(shè)備處于運行狀態(tài)
當有故障時,操作臺上的蜂鳴器會出現(xiàn)間斷報警。
當出現(xiàn)緊急事故時,可以按操作手柄上的“系統(tǒng)緊急停止”按鈕。
三、人機界面控制部分
手動操作部分
控制送紙,分紙以及推紙的手動過程
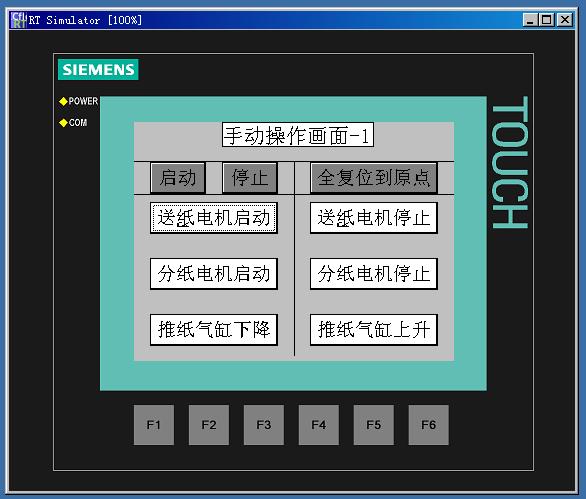
控制阻擋氣缸動作

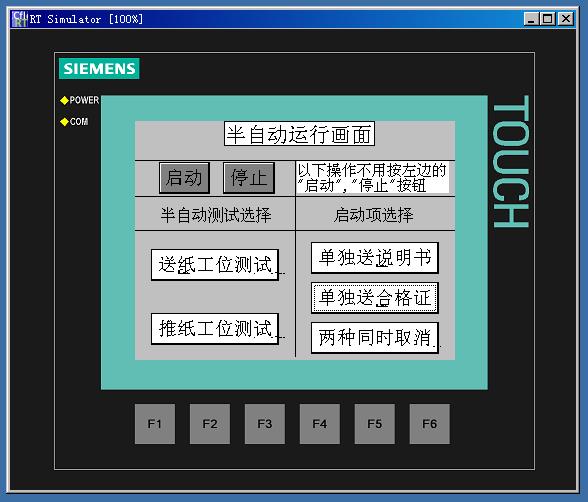
半自動運行
單獨送紙以及單獨送卡
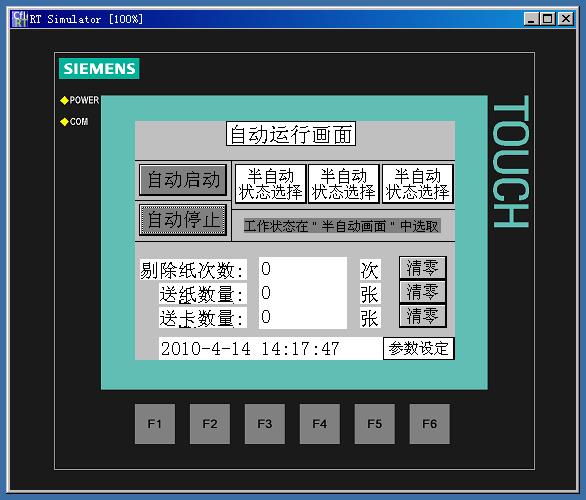
送紙,送卡以及剔紙次數(shù)紀錄
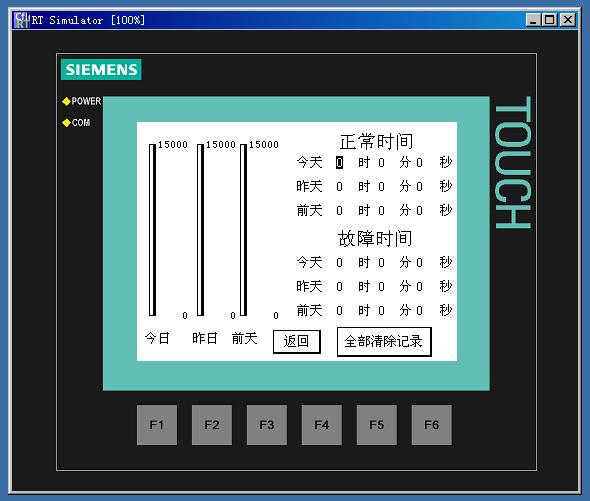
報警畫面顯示

故障幾率柱形圖
參數(shù)的設(shè)定

四、程序控制部分
手動運行部分
送紙,分紙及推紙的運行



自動控制部分
阻擋夾時間設(shè)定



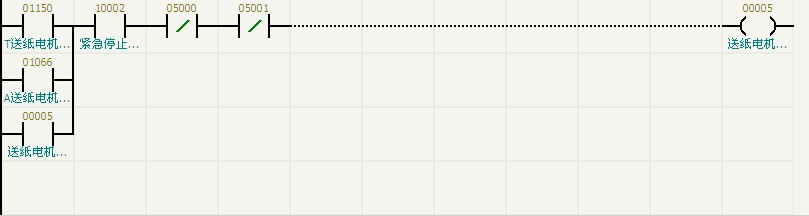
送紙及推紙的運行

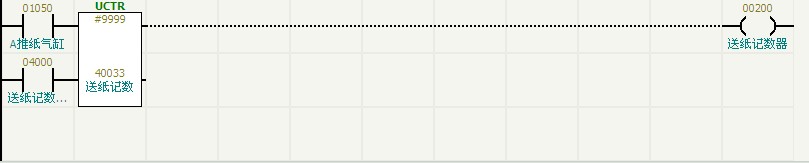
送紙,送卡,及卡紙時剔紙計數(shù)



送紙,分紙,推紙輸出部分運行


五、總結(jié)
MIN系列PLC,其PLC的優(yōu)異性能和穩(wěn)定性,在頻繁運動控制中良好的性能,提供了更好的性價比,為用戶大大地節(jié)約了成本。