
前言
近年來(lái),隨著制造業(yè)自動(dòng)化水平的快速提高和迅猛發(fā)展,生產(chǎn)線的信息管理" title="信息管理">信息管理重要性體現(xiàn)得越來(lái)越強(qiáng)。產(chǎn)品的多樣性、生產(chǎn)工藝的復(fù)雜性和產(chǎn)品更新?lián)Q代節(jié)奏的加快,決定了生產(chǎn)信息管理手段和方法的不斷提高。
信息管理的基本條件是:生產(chǎn)線上的產(chǎn)品具有可以標(biāo)明“自己身份”的信息載體,只有正確識(shí)別出產(chǎn)品類(lèi)型、品種等信息,才能完成生產(chǎn)過(guò)程的流程控制,實(shí)現(xiàn)各種信息管理。作為信息載體比較常見(jiàn)的有條形碼、射頻識(shí)別" title="射頻識(shí)別">射頻識(shí)別系統(tǒng)RFID (Radio Frequency Identification)等。射頻識(shí)別系統(tǒng)中的載碼體(TAGS),也常被稱(chēng)作電子標(biāo)簽。和條形碼等其他信息載體相比,電子標(biāo)簽具有數(shù)據(jù)可讀可寫(xiě);誤碼率低;耐高溫;耐腐蝕;無(wú)需光學(xué)可視等耐受惡劣環(huán)境的優(yōu)點(diǎn)。因此,它的應(yīng)用領(lǐng)域十分廣泛。
本文介紹以射頻識(shí)別系統(tǒng)為基礎(chǔ),電子標(biāo)簽作為信息載體,實(shí)現(xiàn)對(duì)汽車(chē)" title="汽車(chē)">汽車(chē)生產(chǎn)過(guò)程中車(chē)身儲(chǔ)運(yùn)線信息管理的實(shí)例。
1、系統(tǒng)的總體構(gòu)成
整體系統(tǒng)由計(jì)算機(jī)、RFID、信息錄入終端、信息查詢(xún)終端以及控制PLC等組成。系統(tǒng)簡(jiǎn)要結(jié)構(gòu)見(jiàn)圖1。

圖1 系統(tǒng)構(gòu)成
(1) 計(jì)算機(jī):是本系統(tǒng)的數(shù)據(jù)處理和管理中心。負(fù)責(zé)信息管理和控制生產(chǎn)流程。主要硬件構(gòu)成:CPU P4 2.4G;100M以太網(wǎng)卡。軟件組成:INTOUCH 8.0;SQL SERVER2000。
(2) 控制PLC:控制整條生產(chǎn)線運(yùn)行以及全部上下車(chē)動(dòng)作的完成。接收計(jì)算機(jī)傳給它的發(fā)車(chē)、上下車(chē)等指令。本系統(tǒng)中使用MITSUBISHI 公司的A2A CPU主機(jī)。采用總線方式控制。
(3) 信息錄入終端:主要完成上線車(chē)型信息代碼的錄入。由顯示器、終端控制器、鍵盤(pán)以及條形碼閱讀器組成。根據(jù)上線前信息代碼形式的不同,各上線點(diǎn)的信息錄入既可以由條形碼掃描器直接讀取,也可由操作工人從上線處的終端鍵盤(pán)上鍵入。信息代碼錄入后,在該處的終端顯示器上,直接顯示出當(dāng)前錄入的具體車(chē)型信息。
(4) 信息查詢(xún)終端:可以是通過(guò)以太網(wǎng)(Ethernet)和本系統(tǒng)相連的任何計(jì)算機(jī)或終端。它們分布在不同的職能部門(mén),以交換機(jī)和以太網(wǎng)為介質(zhì),與本系統(tǒng)連接。
(5) 射頻識(shí)別系統(tǒng):是本系統(tǒng)的信息載體。它主要由安裝在運(yùn)送車(chē)身的吊具上的載碼體;讀寫(xiě)載碼體數(shù)據(jù)的天線(Antenna)、控制讀寫(xiě)和通訊處理的控制器(Controller)以及網(wǎng)絡(luò)接口模塊(Bus Module)四部分組成。本系統(tǒng)中射頻識(shí)別系統(tǒng)使用美國(guó)EMS公司的LRP820。由于本系統(tǒng)中識(shí)別系統(tǒng)對(duì)載碼體的讀寫(xiě)是由計(jì)算機(jī)完成的,因此,選用支持多點(diǎn)接口協(xié)議(MUX32)的MM80網(wǎng)絡(luò)接口模塊,它可連接32個(gè)讀寫(xiě)設(shè)備。直接通過(guò)Rs232口和計(jì)算機(jī)連接。
2、系統(tǒng)功能
車(chē)身在進(jìn)入儲(chǔ)運(yùn)線吊具時(shí),由終端錄入車(chē)型代碼,計(jì)算機(jī)將此信息經(jīng)過(guò)處理后,自動(dòng)寫(xiě)入載碼體。以此為基礎(chǔ),計(jì)算機(jī)能夠通過(guò)安裝在儲(chǔ)運(yùn)線上各下線點(diǎn)以及各轉(zhuǎn)儲(chǔ)工位上的RFID天線讀取此信息,實(shí)現(xiàn)信息管理,并根據(jù)生產(chǎn)工藝流程,向控制PLC發(fā)送指令,完成相關(guān)的操作和流程控制。車(chē)身下線后,運(yùn)載車(chē)身的吊具上的載碼體信息即被置為空。
本系統(tǒng)可實(shí)現(xiàn)以下主要功能:
(1) 生產(chǎn)管理操作
·指定當(dāng)前上線車(chē)型的存儲(chǔ)區(qū)域
·上線車(chē)型自動(dòng)歸類(lèi)存儲(chǔ)
·下線車(chē)型選擇
·車(chē)身及空吊具周轉(zhuǎn)
(2) 信息統(tǒng)計(jì)報(bào)表管理
·實(shí)時(shí)統(tǒng)計(jì)在線車(chē)型品種數(shù)量
·上、下線車(chē)型品種數(shù)量統(tǒng)計(jì)報(bào)表
·班、日、月等生產(chǎn)信息統(tǒng)計(jì)報(bào)表
·分類(lèi)報(bào)表統(tǒng)計(jì)已生產(chǎn)的各種車(chē)型數(shù)量等
(3) 生產(chǎn)線的實(shí)時(shí)監(jiān)控
·監(jiān)控當(dāng)前在線車(chē)型的具體位置
·查看某一在線車(chē)型的產(chǎn)品信息和上線時(shí)間等
·輸送線及相關(guān)設(shè)備運(yùn)行狀態(tài)及故障監(jiān)控
整條儲(chǔ)運(yùn)線的計(jì)算機(jī)監(jiān)控與管理,作為公司局域網(wǎng)的一個(gè)重要組成部分。在經(jīng)過(guò)授權(quán)的職能部門(mén)。相關(guān)管理者可通過(guò)口令權(quán)限,對(duì)生產(chǎn)線上的車(chē)型信息和下線車(chē)型數(shù)量等生產(chǎn)信息進(jìn)行訪問(wèn)和查詢(xún)并打印出相應(yīng)報(bào)表。
3、軟件設(shè)計(jì)
在本系統(tǒng)中監(jiān)控軟件選用 Wonderware公司的InTouch 8.0組態(tài)軟件。在InTouch的設(shè)備驅(qū)動(dòng)程序中,不包含和LRP820控制器的通訊程序,因此需要編寫(xiě)識(shí)別系統(tǒng)通訊程序以及終端錄入和響應(yīng)終端查詢(xún)等程序。
EMS產(chǎn)品提供標(biāo)準(zhǔn)的通訊協(xié)議,使用者可以方便的編寫(xiě)計(jì)算機(jī)和RFID控制器之間的通訊程序。圖2是計(jì)算機(jī)通過(guò)控制器從載碼體中讀取一個(gè)數(shù)據(jù)塊的命令格式以及控制器返回?cái)?shù)據(jù)的格式。在實(shí)際使用中,很多情況下不必
讀取標(biāo)簽中的全部數(shù)據(jù),可根據(jù)需要,相關(guān)工位只讀取相關(guān)的一部分信息。這樣能有效的縮短了讀寫(xiě)字節(jié)的長(zhǎng)度。相應(yīng)地減少讀寫(xiě)時(shí)間。
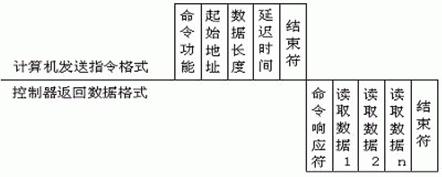
圖2 從載碼體中讀取一個(gè)數(shù)據(jù)塊的命令格式
和讀取數(shù)據(jù)一樣,向載碼體寫(xiě)入數(shù)據(jù)也同樣可以是一個(gè)或多個(gè)字節(jié)。圖3 是計(jì)算機(jī)通過(guò)控制器向載碼體寫(xiě)入一個(gè)數(shù)據(jù)塊的命令格式。程序編寫(xiě)比較簡(jiǎn)單,程序清單略。
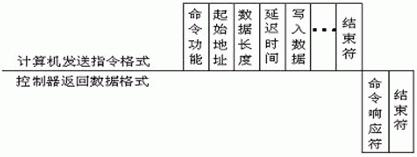
圖3 向載碼體寫(xiě)入一個(gè)數(shù)據(jù)塊的命令格式
4、系統(tǒng)可靠性的和穩(wěn)定性約束
可靠性是任何產(chǎn)品和工程的生命所在,作為管理手段和控制應(yīng)用,離開(kāi)可靠性和穩(wěn)定性,就很難體現(xiàn)出其具體價(jià)值。在本系統(tǒng)中影響可靠性的和穩(wěn)定性主要的因素有:
(1) 信息代碼來(lái)源的可靠性
和其他數(shù)據(jù)采集系統(tǒng)一樣, 數(shù)據(jù)來(lái)源的可靠性是基礎(chǔ)。作為本系統(tǒng)數(shù)據(jù)源的基礎(chǔ),射頻識(shí)別系統(tǒng)讀寫(xiě)電子標(biāo)簽的可靠性,對(duì)整體系統(tǒng)穩(wěn)定和可靠至關(guān)重要。一個(gè)讀或?qū)懼芷诘耐暾裕惠d碼體的安裝;天線對(duì)載碼體的讀寫(xiě)距離受周邊金屬和電磁輻射的影響是設(shè)計(jì)中首要考慮的主要因素。
(2) 軟件設(shè)計(jì)的可靠性
在多點(diǎn)通訊中,對(duì)發(fā)送數(shù)據(jù)、接收數(shù)據(jù)以及返回消息的完整處理,是特別重要的,直接關(guān)系系統(tǒng)的可靠性。對(duì)控制器發(fā)出讀或?qū)懼噶詈螅鶕?jù)返回的消息判斷指令是否被成功執(zhí)行是十分必要的。
LRP820提供了很好的應(yīng)用特性,使得使用者能夠在目標(biāo)移動(dòng)過(guò)程中讀取載碼體中的數(shù)據(jù),但是在多控制器系統(tǒng)中,兩個(gè)或兩個(gè)以上的載碼體同時(shí)進(jìn)入讀寫(xiě)狀態(tài)的情況也會(huì)出現(xiàn)的,這是軟件設(shè)計(jì)過(guò)程中,必須提供的冗余處理。
5、結(jié)束語(yǔ)
和其它由PLC來(lái)讀寫(xiě)和管理射頻識(shí)別系統(tǒng)的方案比較。在信息量大、產(chǎn)品種類(lèi)繁多的管理系統(tǒng)中,本方案具有更大的優(yōu)越性。計(jì)算機(jī)免去了和PLC之間大量的數(shù)據(jù)交換。PLC也從無(wú)限的代碼數(shù)據(jù)處理中解脫出來(lái),代之以計(jì)算機(jī)的數(shù)據(jù)庫(kù)管理。
本系統(tǒng)自(2003年)正式在柳新汽車(chē)沖壓件有限公司投入使用以來(lái),整體系統(tǒng)運(yùn)行狀況穩(wěn)定,射頻識(shí)別系統(tǒng)讀寫(xiě)信息可靠,系統(tǒng)操作界面友好,操作簡(jiǎn)便,能有效的提高生產(chǎn)效率,滿(mǎn)足生產(chǎn)和管理的需要。
參考文獻(xiàn)
[1] 李鵬編.<<計(jì)算機(jī)通信技術(shù)及其程序設(shè)計(jì)>>.西安電子科技大學(xué)出版社.
[2] LRP820-Series Long-Range PassiveReader/Writers. EMS OPERATORS MANUAL.
[3] Read Only Node Setup Software. EMS USER’S GUIDE.
[4] 三菱公司. <<計(jì)算機(jī)鏈接/多站鏈接模手冊(cè)>>.