
微結(jié)構(gòu)光纖是一種由有序或無序的空氣孔構(gòu)成的微結(jié)構(gòu)包層的新穎光纖。具有許多傳統(tǒng)光纖難以達(dá)到的優(yōu)良特性,因此在許多領(lǐng)域,如光纖激光器和放大器、非線性光學(xué)、光纖通信、光纖傳感等許多方面都有著重要的應(yīng)用。人們對微結(jié)構(gòu)光纖的理論研究取得了一定成就,但是其制備工藝一直是一個(gè)難點(diǎn)。最常采用的堆積法,是將毛細(xì)管截成合適長度緊密堆積在套管中,堆積成六邊形或者其他結(jié)構(gòu),中心的毛細(xì)管被去除或者用實(shí)心棒代替以造成缺陷。迄今為止丹麥和巴斯大學(xué)采用最多的還是傳統(tǒng)的堆積法,其制作工藝復(fù)雜,給光纖毛細(xì)管帶來了很大的污染。微結(jié)構(gòu)光纖預(yù)制棒是制備微結(jié)構(gòu)光纖的第一環(huán)節(jié),它的好壞會(huì)直接影響后面的光纖質(zhì)量,因此光纖制備工藝亟待改造。這次通過用PLC(可編程控制器)對光纖制備條件進(jìn)行改造,由自動(dòng)化設(shè)備對光纖毛細(xì)管進(jìn)行自動(dòng)測量長度及實(shí)現(xiàn)剪切,設(shè)計(jì)了各種形狀自動(dòng)接收器可以自動(dòng)接收然后直接進(jìn)行預(yù)制棒的排布,實(shí)現(xiàn)了整個(gè)制備過程自動(dòng)化。
1 系統(tǒng)硬件介紹
PLC是一種基于數(shù)字計(jì)算機(jī)技術(shù),轉(zhuǎn)為工業(yè)環(huán)境應(yīng)用而設(shè)計(jì)的電子控制裝置,可以控制各種類型的機(jī)電一體化設(shè)備和生產(chǎn)過程。它有體積小、組裝靈活、可靠性高等各種優(yōu)點(diǎn)。因此整個(gè)系統(tǒng)由PLC作為主控部件,型號(hào)選用西門子S7-200系列,采用PLC高速計(jì)數(shù)器指令和光電編碼
器可以實(shí)現(xiàn)精確的定長測量,通過四個(gè)LED七段顯示器可以實(shí)現(xiàn)顯示設(shè)定長度以及切割次數(shù)的功能。基于光纖毛細(xì)管的材質(zhì)及其特性考慮,切割部分采用二氧化碳激光器,可以實(shí)現(xiàn)剪切切口平整并且沒有碎渣。
1.1 定長測量
光纖毛細(xì)管是微結(jié)構(gòu)光纖制備的重要原材料,現(xiàn)有的條件只能由人手工測量長度,手工剪切,需要改進(jìn)。旋轉(zhuǎn)編碼器是一種光電式旋轉(zhuǎn)測量裝置,它將被測的角位移直接轉(zhuǎn)換成數(shù)字信號(hào)(高速脈沖信號(hào))。因此可將旋轉(zhuǎn)編碼器的輸出脈沖信號(hào)直接輸出給PLC,利用PLC的高速計(jì)數(shù)器對此脈沖信號(hào)進(jìn)行計(jì)數(shù),以獲得測量結(jié)果。光纖毛細(xì)管的定長測量、定長控制由旋轉(zhuǎn)光電編碼器配合PLC的高速計(jì)數(shù)器一起實(shí)現(xiàn)。
定長控制包括測量和比較兩個(gè)部分,高速計(jì)數(shù)器有一組預(yù)置值,開始運(yùn)行時(shí)裝入第一個(gè)預(yù)置值,當(dāng)前計(jì)數(shù)值等于預(yù)置值或者有外部復(fù)位信號(hào)時(shí),產(chǎn)生中斷。發(fā)生當(dāng)前計(jì)數(shù)值等于預(yù)置值的中斷時(shí),設(shè)置下一階段的輸出,設(shè)置第一個(gè)預(yù)置值和第一個(gè)輸出狀態(tài),循環(huán)又重新開始。
測量物體的長度,需要將單位長度轉(zhuǎn)換成脈沖量,通過光電編碼器和PLC高速計(jì)數(shù)器記錄脈沖量的變化,以此達(dá)到測量長度的目的。測量長度傳感器采用光電編碼器,采用A相計(jì)數(shù)輸入,光電編碼器的電源由PLC自身的輸出直流電源24V提供(L+,M)。旋轉(zhuǎn)編碼器安裝示意圖見圖1。
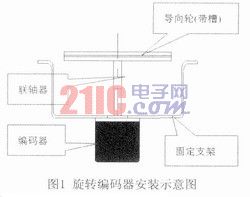
用聯(lián)軸器將光電編碼器與光纖導(dǎo)向輪連接固定,使之能夠同步轉(zhuǎn)動(dòng),導(dǎo)向輪轉(zhuǎn)動(dòng)帶動(dòng)編碼器旋轉(zhuǎn)并輸出高速脈沖信號(hào)來測量被切割物體的長度。設(shè)導(dǎo)向輪直徑為D,定尺長度為M,P為編碼器每轉(zhuǎn)輸出脈沖數(shù),光電編碼器機(jī)械軸每轉(zhuǎn)一周位移為πD,則編碼器每發(fā)生一個(gè)脈沖對
應(yīng)于被計(jì)量的光纖位移長度一信號(hào)步長為πD/P;所以到需要的定長M時(shí),所需的脈沖數(shù)為MP/πD。設(shè)定高速計(jì)數(shù)器的設(shè)定值為MP/πD,當(dāng)前值等于設(shè)定值時(shí),由PLC發(fā)出指令控制C02激光器發(fā)出切割脈沖,并復(fù)位計(jì)數(shù)器,重新讀入當(dāng)前設(shè)定值。設(shè)導(dǎo)向輪直徑D為120mm,光電編碼器每轉(zhuǎn)脈沖數(shù)助200個(gè)/轉(zhuǎn)。可以計(jì)算出被切割物體每毫米長度的脈沖數(shù)為:每毫米脈沖數(shù)=200/120 π≈0.5348個(gè)脈沖/mm。
1.2 二氧化碳激光器切割
由于光纖毛細(xì)管直徑細(xì)而易碎,用普通的剪切裝置不僅容易造成光纖毛細(xì)管的折斷損壞,而且容易生成玻璃碎渣,對微結(jié)構(gòu)光纖的排布造成干擾。而采用C02激光來切割完全可以避免這些問題的產(chǎn)生。C02激光切割具有切割質(zhì)量好、切割材料范圍廣、可進(jìn)行立體切割、容易實(shí)現(xiàn)自動(dòng)化等特點(diǎn)。系統(tǒng)由CO2激光器和3個(gè)定位輪組成,其中這3個(gè)定位輪的軸心不在同一直線上,使光纖經(jīng)過時(shí),光纖的徑向會(huì)出現(xiàn)應(yīng)力,由于石英毛細(xì)管具有一定的柔軟性,若沒有外損傷時(shí),毛細(xì)管可順利通過定位輪而不折斷,當(dāng)激光照到毛細(xì)管時(shí),激光會(huì)使毛細(xì)管壁產(chǎn)生一定的缺陷,這時(shí)毛細(xì)管在定位輪的作用下折斷。由PLC控制C02激光器。
1.3 顯示設(shè)置
在此次設(shè)計(jì)中采用具有鎖存、譯碼、驅(qū)動(dòng)功能的芯片CD4513驅(qū)動(dòng)共陰極LED七段顯示器,此裝置需要顯示的數(shù)據(jù)為四位自然數(shù),即需要四個(gè)CD4513芯片。CD4513的數(shù)據(jù)輸入端A-D共用PLC的四個(gè)輸出端,其中A為最低位,D位最高位。LE是鎖存使能輸入端,在LE信號(hào)的上升沿將數(shù)據(jù)輸入端BCD數(shù)鎖存在芯片內(nèi)的寄存器中,并將該數(shù)譯碼后顯示。如果輸入的不是十進(jìn)制數(shù),顯示器熄滅。LE為高電平時(shí),顯示的數(shù)不受數(shù)據(jù)輸入信號(hào)的影響。此次四個(gè)顯示器占用PLC的輸出點(diǎn)數(shù)為8個(gè)。西門子S7-200系列PLC是繼電器輸出模塊,所以在與CD4513相連的PLC各輸出端與“地”之間分別接一個(gè)2kΩ的電阻,以避免在輸出繼電器的觸點(diǎn)斷開時(shí)CD4513的輸入端懸空。
1.4 收集及排布
此次的創(chuàng)新設(shè)計(jì)了光纖收集器,如下圖4所示的工裝。此工裝由八塊木板組成,在工裝的兩端安裝卡箍,固定位置,并可通過卡箍的螺絲調(diào)節(jié)此工裝的內(nèi)切圓的直徑大小。在每一塊木板的伸出臂正面都有一個(gè)半圓形的凹槽,與孔表面的半圓突起相配合,如此木板的相對位置和伸縮變化會(huì)更加可靠,精準(zhǔn)度較高,運(yùn)動(dòng)平滑不會(huì)對光纖毛細(xì)管造成損壞,而且此工裝操作方便簡單。拉制好的毛細(xì)管會(huì)自動(dòng)掉進(jìn)八邊形模具筒內(nèi),當(dāng)毛細(xì)管數(shù)量達(dá)到設(shè)計(jì)要求時(shí),將模具筒拆下。調(diào)整模具筒內(nèi)的八邊形大小,并在調(diào)整過程中同時(shí)通過機(jī)械振動(dòng)的方法使內(nèi)部毛細(xì)管達(dá)到最緊密堆積;之后在其內(nèi)部引入缺陷作為光纖的纖芯(如實(shí)芯或空芯)或其他結(jié)構(gòu)(如蜂窩狀)。然后將毛細(xì)管的兩端熔在一起,把模具簡拆下即可得到要拉制的八邊形微結(jié)構(gòu)光纖預(yù)制棒。

2 系統(tǒng)軟件設(shè)計(jì)
系統(tǒng)的軟件實(shí)現(xiàn)用西門子S7-200PLC配套的編程軟件STEP7-Microsoft/WIN32來實(shí)現(xiàn)。
為了使整個(gè)系統(tǒng)的軟件設(shè)計(jì)思路更加清晰,將它分為幾個(gè)部分:
(1)主程序。開機(jī)調(diào)用顯示子程序,用首次掃描存儲(chǔ)器位SMO.1,在第一個(gè)掃描周期調(diào)用包含HDEF的子程序來定義高速計(jì)數(shù)器。對按鍵I0.2、I0.3、I0.4的防抖及延時(shí)設(shè)定,手動(dòng)增(減)數(shù)按鍵程序,分單擊、連續(xù)按鍵2s后每秒加(減)1,連續(xù)按鍵8s后每秒加10。程序中VW300用來存儲(chǔ)設(shè)定值,VW320存儲(chǔ)實(shí)際測量值,VW340存儲(chǔ)切割次數(shù),VW2030為待顯示數(shù)據(jù)通道。
(2)子程序O。由SF數(shù)值轉(zhuǎn)換開關(guān)切換顯示三組數(shù)據(jù)。將VW2030的當(dāng)前值中的4位BCD數(shù)傳送給4只顯示器,先后分別給4只顯示器送數(shù)的時(shí)序是由移位寄存器MB0提供的。在初始狀態(tài)時(shí),僅MO.O為“1”狀態(tài),其余各位為“0”狀態(tài)。移位寄存器得到T39和T40提供的周期為0.4s的方波移位脈沖信號(hào),M0.1~M0.4先后變?yōu)?ldquo;1”狀態(tài)。整數(shù)轉(zhuǎn)換為BCD碼指令將VW2030的當(dāng)前值轉(zhuǎn)換為4位BCD碼并存放在VW2中,V3.0為個(gè)位數(shù)的最低位,V2.7為千位數(shù)的最高位。M0.1為“1”狀態(tài)時(shí),將V3.3~V3.0中的個(gè)位數(shù)送給Q0.3~Q0.0,即送給CD4513的數(shù)據(jù)輸入端,200ms后在片選信號(hào)Q0.4的下降沿,將個(gè)位數(shù)鎖存進(jìn)最上面的CD4513。M0.2為“l”狀態(tài)時(shí),將V3.4~V3.7中的十位數(shù)送給第二只的CD4513,M0.3為“1”狀態(tài),將V2.0~V2.3中的百位數(shù)送給第三只的CD4513,M0.4為“1”狀態(tài),將V2.4~V2.7中的千位數(shù)送給最后一只的CD4513。送完成個(gè)數(shù)后,M0.5變?yōu)?ldquo;1”狀態(tài),它的常開觸點(diǎn)接通,將移位寄存器MB0和M3.1復(fù)位。
(3)高速計(jì)數(shù)器。由指令向?qū)Ω咚儆?jì)數(shù)器進(jìn)行設(shè)置,寫入預(yù)置值和當(dāng)前值,設(shè)置控制字節(jié)。
(4)中斷程序。當(dāng)前值等于預(yù)置值時(shí),即測量長度到達(dá)時(shí),接通C02激光器,由PLC對其進(jìn)行控制,讓它進(jìn)行精確的切割,高速計(jì)數(shù)器重新載入新的預(yù)置值和當(dāng)前值。
3 結(jié)束語
基于PLC的微結(jié)構(gòu)光纖毛細(xì)管自動(dòng)剪切收集排布系統(tǒng)可以精確地控制切割長度,而且可以實(shí)現(xiàn)光纖制備過程的全自動(dòng)化,使微結(jié)構(gòu)光纖原材料避免與人及外界進(jìn)行過多接觸,避免了污染,降低了光纖損耗,提高了拉制光纖成功率。通過更換光纖收集器可以進(jìn)行各種形狀的光纖排布。整套系統(tǒng)結(jié)構(gòu)緊湊,安全可靠,性能優(yōu)良,十分實(shí)用,極大提高了生產(chǎn)效率。