
GE FRAN 在擠出機中的解決方案
中國自動化網(wǎng)
摘要: 擠出是一種高速的連續(xù)轉(zhuǎn)換過程,并且需要對溫度、壓力,、電機速度以及其他塑料生產(chǎn)中影響產(chǎn)品質(zhì)量的一些變量進行精確的控制。Gefran提供了從最原始(使用單一裝置)到最高級(所有的驅(qū)動裝置都通過通訊協(xié)議和軟件綜合到一起控制)的多種自動控制方案喂料器驅(qū)動器控制喂料器電機以相同的線速度運行,,主參數(shù)會在工控機的電機頁面中顯示擠出速度控制DIGISTARII
Abstract:
Key words :
擠出是一種高速的連續(xù)轉(zhuǎn)換過程,并且需要對溫度、壓力、電機速度以及其他塑料生產(chǎn)中影響產(chǎn)品質(zhì)量的一些變量進行精確的控制,。Gefran提供了從最原始(使用單一裝置)到最高級(所有的驅(qū)動裝置都通過通訊協(xié)議和軟件綜合到一起控制)的多種自動控制方案
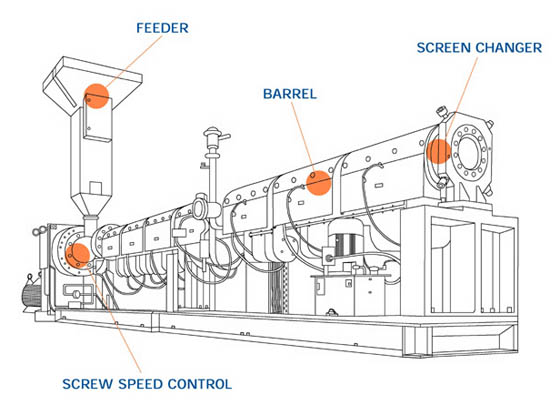
喂料器
驅(qū)動器控制喂料器電機以相同的線速度運行, 主參數(shù)會在工控機的電機頁面中顯示
擠出速度控制
DIGISTAR II 工業(yè)計算機和 GILOGIK II PLC模塊或 2500 系列高性能控制器控制擠出速度, 同時帶有開環(huán)和閉環(huán)的壓力控制
擠出速度與系統(tǒng)中其他傳動部分速度同步
主參數(shù)如速度,、熔體壓力、電機輸入等永遠顯示在 GF_Pack Extrusion 軟件頁面中
料倉
溫度由with double heat/cool PID, GILOGIK II 模塊和 GTS 固態(tài)繼電器 或 "分布的" Geflex 和 GFX4 電源固態(tài)繼電器通過 加熱/冷卻 雙PID進行控制
冷卻方法可以選擇(空氣/水/油)
自動調(diào)整溫度控制參數(shù),,監(jiān)控負載電流,、所有報警、短路自診斷,、檢測中斷等
過濾轉(zhuǎn)換
Reading of Melt pressure up-line 通過 GILOGIK II 模塊或 2400系列快速顯示/報警單元讀出過濾器的壓力,,并有高壓報警和“過濾轉(zhuǎn)換”輸出功能。
此內(nèi)容為AET網(wǎng)站原創(chuàng),,未經(jīng)授權(quán)禁止轉(zhuǎn)載,。