
一、項目概述
深圳市深時機電是一家專業(yè)從事工業(yè)自動化工程的成套、設計、開發(fā)及產品經營的高科技公司。同時也是德國西門子公司授權的西門子自動化系統(tǒng)產品(AS),低壓驅動系統(tǒng)產品(SD)、低壓電器(CD)等產品的一級代理商,系統(tǒng)集成商。


本文介紹的機器是全自動高速穿梭式絲網印刷機,是針對汽車玻璃而專業(yè)打造的一款集連續(xù)自動上片、儲片、精確定位、穿梭傳輸、自動印刷、出料檢測、快速烘干、儲片、二次精確定位、二次套印、高效烘干、自動下片為一體的高精度、高效率的新型玻璃印刷機。適合于大批量、高效、多色套印的家私、家電、產業(yè)等規(guī)則玻璃。特別適合轎車前后檔、三角窗、側窗和專業(yè)平板玻璃的大批量生產。
·整機采用觸摸屏人機界面,操作機器設備;
·多色印刷系統(tǒng),采用獨立多次精確定位。傳輸采用精確伺服系統(tǒng)控制,穿梭傳動實現快捷傳輸。
·選擇配置自動上片系統(tǒng),自動儲片系統(tǒng),自動下片系統(tǒng),UV或IR干燥系統(tǒng)。

工藝介紹
1. 手動預定位
定位氣缸上升,人工完成放片,左右定位啟動,完成預定位,上升氣缸左右定位氣缸復位,啟動輸送至于儲片機。
2. 儲片機
玻璃進入儲片機,不需儲片時,此機作為輸送段,儲片啟動時有兩個感應器(最大玻璃與最小玻璃)最大玻璃時,最小玻璃感應器不工作,反之最大玻璃感應器不工作。儲片架每次上升距離為40mm,玻璃輸送時儲片架不能上升,下降。輸送臺有玻璃片儲片架不能下降,儲片架下降完成啟動輸送至精定位。
3. 精確預定位
玻璃片進入精定位,感應器感應到玻璃,輸送停止。定位托架上升(氣缸驅動)此二項動作同時進行,托架上升機頭下降完成,伺服電機啟動。開始精定位,精定位完成,穿梭輸送上升(氣缸驅動)上升完成,啟動真空泵,完成吸附玻璃,伺服電機復位,定位托架下降,精定位機頭上升,穿梭輸送啟動送至印刷機。
4. 印刷主機
玻璃進入印刷機,穿梭輸送停止,真空吸附關閉,穿梭架下降重新復位到預定位,與此同時臺板吸風啟動,印刷機頭下降,刮刀氣缸下降,印刷啟動,離網啟動,離網距離可自行設定,印刷完成,防滴墨氣缸啟動,離網復位,機頭上升,刮刀上升,回油刀氣缸下降啟動回油,印刷完成的同時,吸風停止,穿梭架上升,真空泵啟動,穿梭架輸送開始送至出料擦墨。
5. 擦洗網版
擦洗網版時,松開鎖緊氣缸,抽出網版,推入網版時感應開關感應到網版,啟動鎖緊氣缸完成網框定位。
6. 出料擦墨
玻璃進入出料擦墨機,不需擦墨時此機作為傳送帶,擦墨啟動時,機頭鎖緊氣缸松開,機頭輸送啟動,卷紙啟動,輸送卷紙完成,吸風啟動,(氣缸)機頭下降,刮刀氣缸下降,下降完畢,啟動印刷完成擦墨,吸風停止,機頭上升,機頭輸送啟動。輸送完成,機頭鎖緊氣缸啟動,完成機頭復位。
7. 燈箱檢測機
玻璃進入燈箱檢測機,不需要檢測時此機作為輸送段,需檢測時,斜轉架上的氣缸升起,斜轉架啟動,當轉動至30°時,檢測燈箱開啟,轉動燈箱,檢測玻璃時不影響玻璃輸送,檢測完成,燈箱啟動復位,斜轉架下降,斜轉架下降時輸送臺上不能有玻璃片。
二、控制系統(tǒng)構成
整個機器多達7處需要精確的定位控制,有兩個軸(印刷軸和離網軸)需要作凸輪盤同步控制,而且根據印刷的玻璃大小,凸輪盤要求很方便的通過人機界面改變凸輪形狀。SIMATIC CPU315T-2 DP集成邏輯控制和運動控制功能,它做運動控制最多可以控制8個軸、16個凸輪盤,有兩個通訊口,其中一個是Profibus DP(DRIVE)口,速度可達12M bits/sec,通訊是采用ISOCHRONE MODE(等時同步)模式。 ISOCHRONE MODE是PROFIBUS DP 通訊的新技術,它可以使PROFIBUS DP 的總線周期保持恒定,從而可以大大提高通訊的穩(wěn)定性, 提高傳動控制系統(tǒng)的穩(wěn)定性和精度。IM174和ET200均連在此口下,以滿足運動控制工藝的要求。另外一個通訊口是標準的MPI/DP口,速度可達12M bits/sec。用于連接到上位機PC、HMI和其他標準的DP 從站。用戶可以通過該通訊口,連接標準的ET200進行 S7-300 PLC功能的擴展。
在以往我們都會選擇FM353或者FM354做定位,而做凸輪盤就要使用FM357-2,但是這種方案成本較高且編程很繁雜,使用、調試的工作難度也很大。如果選用SIMATIC T-CPU通過IM174模塊控制第三方伺服,只需要一個CPU315T-2 DP 和2塊IM174就夠了,還有一個通道可以用來作測量摖墨紙輸送長度。這個方案及滿足力系統(tǒng)所需要的運動控制功能,又大大的降低了成本并且大大的簡化了編程和調試工作,縮短了系統(tǒng)開發(fā)周期。
硬件配置如下:
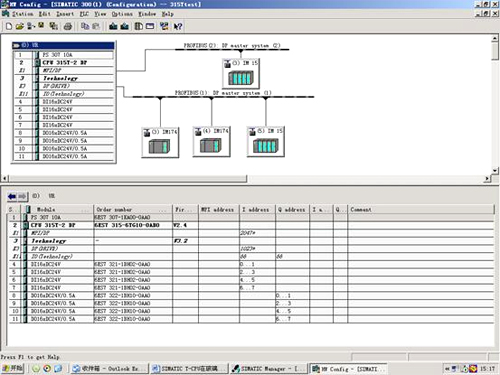
控制系統(tǒng)結構框圖如下圖所示:

三、控制系統(tǒng)完成的功能
本系統(tǒng)的一個技術難點就是機器在印刷不同規(guī)格的玻璃時,印數軸的工作行程要求可以是隨意調整的,例如:印刷軸的最大工作行程時0~1800mm,離網的最大工作行程是0~40mm,他的同步關系如下圖黑色線所示,但在印刷小玻璃時,為了提高效率,可能需要將印刷工作行程改為300~1500mm,離網同步的關系改成下圖紅色線所示

可見該系統(tǒng)需要一個可以在HMI就可以改變形狀的凸輪盤,在SIMATIC T-CPU凸輪盤清除和生成功能正好可以非常容易地解決這個技術難題。
四、項目的實施與運行
該系統(tǒng)從設計到調試,一共花了一個多月的時間,實現了客戶要求的所有功能,整機印刷速度達到12片/分鐘
五、應用體會
1.之前我使用過西門子的SIMOTION D425運動控制器,這次選用的西門子SIMATIC T-CPU運動控制器。這兩個控制器的運動控制功能都是一樣的,因為它們都是采用西門子SIMOTION Kernel 軟件內核,但在使用上卻有很大的區(qū)別。
2.SIMOTION采用專門的編程語言MCC、SCL、等,需要很長一段時間去適應和學習。SIMATIC T-CPU 是一個標準的 S7-300 CPU,簡單地通過集成在STEP7 環(huán)境下的工藝軟件包(S7 Technology)來配置和編程,是工程師所熟悉的 S7-300 PLC的編程語言環(huán)境,例如:梯形圖LAD, STL,FBD,S7-SCL,CFC,SFC,S7-GRAPH。工程師初次應用時,不用經過技術培訓,上手使用就非常迅捷。
3.SIMATIC T-CPU可以很方便的同上位機通訊,跟以往用S7-300 PLC一樣,非常輕松就可以把位于 SIMOTION Kernel 內核的各個伺服軸數據顯示上來。當邏輯控制需要軸的數據時,可以直接從軸的數據塊DB中找到,非常方便。在 SIMATIC T-CPU中軸的配置和SIMOTION是一樣的,運動控制的程序編寫只是簡單的調用相應的功能就可以實現。
4.因為SIMATIC T-CPU是一個標準的S7-300 PLC邏輯控制器,所以在擁有了運動控制功能的同時,依然保留了強大的PLC邏輯控制功能,SIMATIC NET通訊功能,而且非常容易實現。而采用SIMOTION D作為控制器時,編寫邏輯控制程序時非常復雜難以實現。例如,做一個定時功能,在PLC中僅僅調用一個指令就可以實現了。但是,在SIMOTION中做一個定時功能,需要調用一個復雜的功能塊。當想用SIMOTION來編寫一些標準塊時,更是難以實現。
5.當定位要求不是很精確、動態(tài)響應很迅捷的時候,使用SIMATIC T-CPU通過控制變頻器,就可以完成定位功能。這樣,更是大大降低了OEM廠家的設備開發(fā)成本。