原系統(tǒng)采用油壓馬達(dá)驅(qū)動(dòng)鏈條,帶動(dòng)一次性飯盒生產(chǎn)線。工藝要求為,鏈條運(yùn)行一個(gè)行程后快速停止,模具對(duì)鏈條上的材料進(jìn)行加熱成型,切斷后運(yùn)行下一個(gè)行程。由于原系統(tǒng)油壓馬達(dá)定位精度不高,最終切刀的左右偏移誤差比較大,因此產(chǎn)品間的余料浪費(fèi)嚴(yán)重。
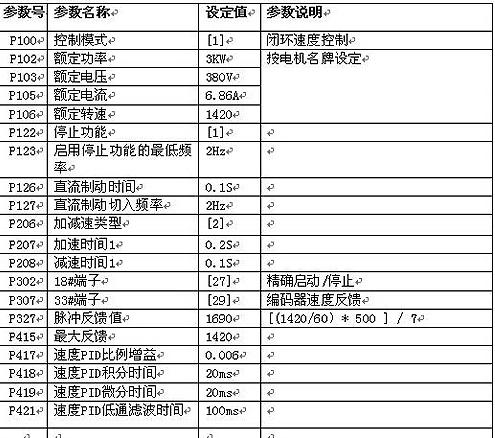
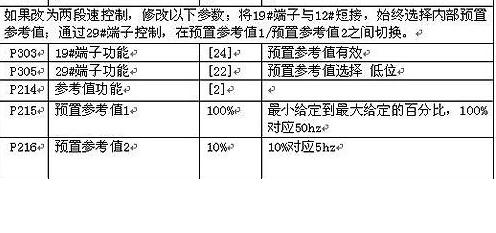
現(xiàn)采用三菱FX1N PLC,文本顯示器加VLT2800變頻器三合一控制系統(tǒng),由PLC控制變頻器啟停,模擬量輸出模塊進(jìn)行頻率給定,VLT2800接編碼器速度反饋,并應(yīng)用精確停車功能進(jìn)行定位。設(shè)備運(yùn)行以后,電機(jī)迅速加速到50HZ,編碼器脈沖反饋一路接入PLC進(jìn)行脈沖計(jì)數(shù),另一路接入變頻器作為速度反饋。編碼器安裝于主軸上,型號(hào)為NPN集電極開路,500ppr。每一個(gè)行程主軸旋轉(zhuǎn)兩周,故PLC應(yīng)控制變頻器在1000個(gè)PULES是停下來(lái)。由于變頻器在減速時(shí)的運(yùn)行長(zhǎng)度是不受控制的,這也是它與飼服定位的最大區(qū)別。所以只能通過(guò)計(jì)算,估計(jì)出停車命令后變頻器在減速過(guò)程中走過(guò)的距離,詳述參閱用VLT2800精確停車功能實(shí)現(xiàn)定長(zhǎng)功能的若干問(wèn)題.doc。為了使停車位置更精確,在停車時(shí)采用兩段速控制,具體方法是當(dāng)PLC脈沖計(jì)數(shù)達(dá)到800個(gè)時(shí),變頻器由50HZ迅速減速到5HZ,在低速下運(yùn)行到1000個(gè)脈沖,對(duì)變頻器發(fā)出精確停車命令。
系統(tǒng)替換后,停車精確度明顯提高,最大誤差在一個(gè)脈沖以內(nèi),而且比原系統(tǒng)提高了生產(chǎn)效率。
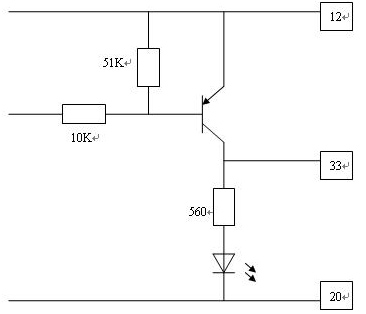
由于用戶選用的是NPN集電極開路型編碼器,需要對(duì)其輸出脈沖進(jìn)行電平轉(zhuǎn)換,由負(fù)輸出邏輯變?yōu)檎敵鲞壿嫛k娖睫D(zhuǎn)換電路如下: