
【摘要】本文介紹了利用臺(tái)達(dá)DOP-A57CSTD觸摸屏(HMI)、DVP32EH00T2可編程控制器(PLC)與ASD-B系列交流伺服,實(shí)現(xiàn)對(duì)西服口袋縫紉的精確控制,使操作更加方便、定位更加準(zhǔn)確的同時(shí),大大提高了生產(chǎn)效率和產(chǎn)品質(zhì)量,為企業(yè)贏得更大的經(jīng)濟(jì)效益和社會(huì)效益。
【關(guān)鍵詞】
自動(dòng)開袋機(jī) 工業(yè)縫紉機(jī) 人機(jī)界面 PLC 伺服馬達(dá)
Abstract: This paper introduces how to realize the precision control of Western-style clothes’ sewing with Delta DOP-A57CSTD HMI、DVP32EH00T2 、PLC and ASD-B series AC servo. The system can improve the production efficiency and product quality greatly , it also can gain more economy benefit and society benefit for customers.
Key words: Automatic Opening Bag Machine、Industry sewing machine、 HMI、 PLC、 Servo Moto
1 前言
隨著人們生活水平的不斷提高,對(duì)服裝質(zhì)量,縫紉工藝要求也越來越高;而傳統(tǒng)縫紉機(jī)制造業(yè)長期的過度競爭,盈利能力大大下降;而以前開袋還停在手工階段,生產(chǎn)效率低,質(zhì)量不穩(wěn)定;因此應(yīng)客戶需求和企業(yè)發(fā)展的需要,主要用于高檔西服自動(dòng)開袋的設(shè)備也就應(yīng)運(yùn)而生。在人工成本日益上漲的今天,為企業(yè)進(jìn)一步發(fā)展增強(qiáng)了競爭力。圖1為自動(dòng)開袋機(jī)實(shí)物圖。

圖1 自動(dòng)開袋實(shí)物圖
2 開袋機(jī)介紹
該機(jī)型機(jī)頭由專用伺服馬達(dá)驅(qū)動(dòng),以固定速度高速針縫。應(yīng)用臺(tái)達(dá)高性能EH2系列可編程控制器,通過高速脈沖控制臺(tái)達(dá)ASD-B系列伺服馬達(dá)以不同速度拖動(dòng)大壓腳送布,從而完成“密縫-線縫-密縫”、角刀、中心刀精確定位,再配合友好的操作界面及配方功能實(shí)現(xiàn)了袋蓋、定長、循環(huán)不同工藝要求。相應(yīng)關(guān)系如圖2所示。
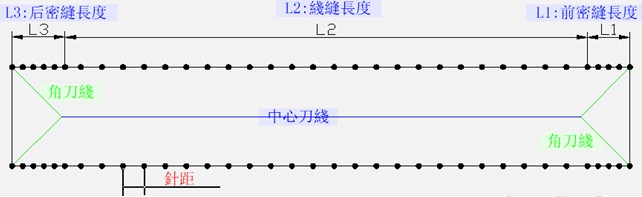
圖2 自動(dòng)開袋機(jī)的中心刀線和角刀線及密縫長度之間的關(guān)系
1),機(jī)頭:工業(yè)縫紉機(jī),專用伺服馬達(dá)控制,額定轉(zhuǎn)速2000RPM,具自動(dòng)定針功能;
2),左右大壓腳:將布料壓于臺(tái)面,由伺服馬達(dá)拖動(dòng)連續(xù)送布。并可防止布料縫縮,起皺;
3),左右袋蓋壓腳:將袋蓋壓緊,跟隨大壓腳運(yùn)行;防止袋蓋縫縮,起皺;
4),上下剪線:剪斷上下線頭;
5),角刀:分固定角刀和動(dòng)角刀,動(dòng)角刀由伺服拖動(dòng),保證開角位置;
6),中心刀:分固定中心刀和動(dòng)中心刀,動(dòng)中心刀由伺服拖動(dòng),保證開袋長度;
7),卸料架:成型袋蓋自動(dòng)卸料;
8),十字激光燈:布料縫制基準(zhǔn)定位;
9),激光電眼:袋蓋感測;
10),夾線:保持線張緊及斷線檢測;
11),腳踏開關(guān):駕車式設(shè)計(jì):啟動(dòng),停止右腳單腳控制;
3 控制系統(tǒng):
3.1 設(shè)備配置
設(shè)備的電氣規(guī)格如表1所示:
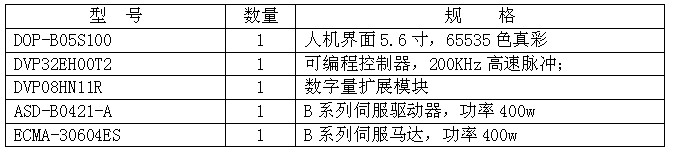
表1 系統(tǒng)設(shè)備配置表
3.2 系統(tǒng)框圖
系統(tǒng)框圖如圖3所示:

圖3 控制系統(tǒng)框圖
自動(dòng)開袋機(jī)控制系統(tǒng)采用臺(tái)達(dá)人機(jī)界面作為主站監(jiān)控設(shè)備,利用人機(jī)界面DOP-B05S100的RS232通訊口。PLC主機(jī)DVP32EH00T2采用RS232通訊口與HMI設(shè)備連接,同時(shí)利用RS485通訊口與伺服驅(qū)動(dòng)器ASD-B0421-A相連,伺服驅(qū)動(dòng)器經(jīng)由U、V、W端口控制伺服馬達(dá)ECMA-30604ES,進(jìn)而控制開袋機(jī)進(jìn)行相應(yīng)工藝操作。人機(jī)界面設(shè)定電機(jī)目標(biāo)轉(zhuǎn)速,讀取電機(jī)實(shí)際轉(zhuǎn)速。
4 系統(tǒng)控制流程及上位機(jī)操作畫面:
原點(diǎn)回歸前位->左右大壓腳壓合->貼邊蓋壓腳壓合->左右袋蓋壓腳壓合->啟動(dòng)->伺服送布->激光電眼感應(yīng)->縫紉機(jī)頭啟動(dòng)->前密縫開始->動(dòng)角刀移動(dòng)->前密縫長度到達(dá)->動(dòng)中心刀移動(dòng)->線縫開始->激光電眼脫離->動(dòng)中心刀移動(dòng)停止->后密縫開始->后密縫長度到達(dá)->縫紉機(jī)頭停止->動(dòng)角刀移動(dòng)停止->角刀上升開角線->角刀下降->伺服送布到后位->松開左右袋蓋壓腳->松開貼邊蓋壓腳->松開左右大壓腳->卸料;然后按啟動(dòng)周期循環(huán)。
其上位機(jī)操作畫面如圖4所示。
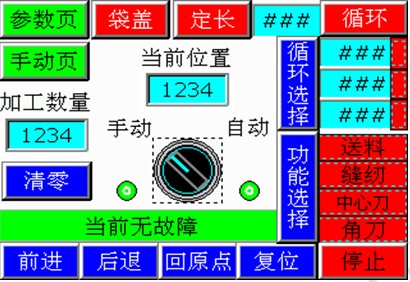
圖4 上位機(jī)操作畫面
5 調(diào)試注意事項(xiàng):
本機(jī)臺(tái)機(jī)架結(jié)構(gòu)簡單,為了便于移動(dòng),采用帶剎車腳輪支撐,剛性明顯不足。而且在正常工作中,由于左右大壓腳、角刀、中心刀汽缸相繼壓合松開,使得負(fù)載慣量周期波動(dòng),增加了伺服的控制難度。為了保證送布過程中速度平穩(wěn)、線縫針距均勻,伺服控制器的增益必須維持在一個(gè)較高的水平,但是由于幾乎不允許出現(xiàn)任何的振動(dòng),伺服控制系統(tǒng)的增益又不能夠過大,否則在密縫-線縫-密縫過程中將會(huì)出現(xiàn)明顯“跳針”,所以必須在較高的速度、位置響應(yīng)和平穩(wěn)的速度控制之間尋找一個(gè)平衡點(diǎn)。
6 結(jié)束語
本系統(tǒng)主要控制組件全部采用臺(tái)達(dá)機(jī)電產(chǎn)品,一體化的整合方案,既降低了設(shè)備的制造成本,也大大提高了系統(tǒng)自動(dòng)化程度和控制精度,充分體現(xiàn)了臺(tái)達(dá)機(jī)電產(chǎn)品高性能和高性價(jià)比的特點(diǎn),為客戶贏得可觀的經(jīng)濟(jì)效益。
【參考文獻(xiàn)】
[1] 臺(tái)達(dá)DVP-PLC應(yīng)用技術(shù)手冊(cè),臺(tái)達(dá)內(nèi)部資料 2007
[2] 臺(tái)達(dá)DOP人機(jī)界面應(yīng)用技術(shù)手冊(cè),臺(tái)達(dá)內(nèi)部資料 2007
[3] 變頻器在工業(yè)中的選擇與應(yīng)用 劉繼黨等 科技信息 2009年第23期