
Opto 22 PAC 控制器在石灰豎窯控制系統(tǒng)中的應(yīng)用
邯鋼集團(tuán)舞陽(yáng)鋼鐵公司自動(dòng)化部 張紅培 豆心愿
摘要:
通過(guò)本文簡(jiǎn)要介紹了美國(guó)OPTO22公司的SNAP-PAC-S1控制器在石灰豎窯自動(dòng)控制系統(tǒng)中的應(yīng)用。介紹了本控制系統(tǒng)的設(shè)備選型、SNAP-PAC-S1控制器的硬件組態(tài)、軟件編程。
關(guān)鍵詞:石灰窯豎窯、SNAP PAC 控制器、ioProject Professional軟件編程
引言:
隨著舞陽(yáng)鋼鐵公司新的100萬(wàn)噸生產(chǎn)線的建設(shè),作為新生產(chǎn)線煉鋼部分的配套工程,在原來(lái)兩座石灰豎窯的基礎(chǔ)上,新建兩座單窯生產(chǎn)能力150T/D的石灰豎窯。石灰是煉鐵、煉鋼生產(chǎn)中必不可少的原料之一。石灰品質(zhì)的好壞直接影響著鋼鐵的質(zhì)量,因此,采用先進(jìn)的自動(dòng)控制系統(tǒng),對(duì)于提高煉鐵煉鋼的產(chǎn)量和質(zhì)量,有十分重要的意義。
一、 自控系統(tǒng)設(shè)計(jì)要求:
石灰窯生產(chǎn)的原料主要是石子(石灰石),成品是生石灰。在豎窯的加料口加入石灰石,經(jīng)過(guò)煤氣燃燒,煅燒成生石灰,輸出到成品料倉(cāng)。控制系統(tǒng)主要包括石灰石篩選、上料系統(tǒng),煅燒系統(tǒng),冷卻空氣循環(huán)系統(tǒng),助燃空氣循環(huán)系統(tǒng),廢氣除塵循環(huán)系統(tǒng),成品出窯、運(yùn)輸系統(tǒng)以及配套的煤氣加壓泵站、液壓站。新建石灰窯工藝設(shè)計(jì)先進(jìn),自動(dòng)化程度高,所有設(shè)備具備機(jī)旁手動(dòng)、半自動(dòng)、全自動(dòng)三種控制模式,并具備設(shè)備故障診斷報(bào)警功能。
根據(jù)用戶和工藝設(shè)計(jì)的要求,石灰窯的控制系統(tǒng)分為三級(jí)監(jiān)控系統(tǒng)。分別為車間生產(chǎn)管理級(jí)、窯前生產(chǎn)操作級(jí) 、現(xiàn)場(chǎng)控制級(jí)。
1、車間生產(chǎn)管理級(jí)
面向生產(chǎn)管理人員,使用微軟的SQL 2000作為數(shù)據(jù)服務(wù)器,對(duì)生產(chǎn)中的各種數(shù)據(jù)進(jìn)行存儲(chǔ)、管理、產(chǎn)生各種生產(chǎn)報(bào)表。
2、 窯前生產(chǎn)操作級(jí)
面向生產(chǎn)操作人員,由兩套工業(yè)控制計(jì)算機(jī)作為HMI,在HMI的監(jiān)控畫(huà)面上顯示各種設(shè)備的工況參數(shù),并通過(guò)HMI來(lái)對(duì)生產(chǎn)過(guò)程進(jìn)行控制調(diào)節(jié)。根據(jù)生產(chǎn)情況可選擇半自動(dòng)、全自動(dòng)工作模式。當(dāng)生產(chǎn)中出現(xiàn)異常時(shí),在HMI上顯示報(bào)警信息。正常情況下,兩臺(tái)HMI分別監(jiān)控兩座豎窯的情況,在一個(gè)HMI出現(xiàn)問(wèn)題時(shí),可互為冗余,確保生產(chǎn)的正常進(jìn)行。
3、現(xiàn)場(chǎng)控制級(jí)
面向生產(chǎn)過(guò)程,由過(guò)程控制器以及現(xiàn)場(chǎng)智能I/O處理器、各種模板構(gòu)成,為基礎(chǔ)測(cè)控級(jí)。完成生產(chǎn)現(xiàn)場(chǎng)大量壓力、溫度、流量的采集和處理,對(duì)生產(chǎn)過(guò)程進(jìn)行控制。自動(dòng)控制系統(tǒng)通過(guò)對(duì)由振動(dòng)給料篩、板鏈?zhǔn)教嵘龣C(jī)、電子秤量斗、單斗提升機(jī),拖板出料機(jī)、卸料閘板、振動(dòng)給料機(jī)構(gòu)成的豎窯篩選、加料、卸料系統(tǒng)的自動(dòng)控制,實(shí)現(xiàn)原料的篩選、加料、卸料的自動(dòng)化。在出料過(guò)程中為保證石灰豎窯的密閉型,必須確保上下卸料閘板只有一個(gè)同時(shí)處于開(kāi)啟狀態(tài)。煤氣加壓機(jī)、助燃風(fēng)機(jī)、冷卻風(fēng)機(jī)是變頻器控制下的羅茨風(fēng)機(jī),通過(guò)對(duì)煤氣壓力、助燃空氣壓力、冷卻空氣壓力的PID調(diào)節(jié),達(dá)到恒壓控制的要求。控制系統(tǒng)不間斷的對(duì)煤氣壓力進(jìn)行監(jiān)視,當(dāng)出現(xiàn)煤氣壓力過(guò)低,危及到生產(chǎn)的安全進(jìn)行時(shí),立即自動(dòng)切斷煤氣截止閥。按照工藝要求窯頂廢氣壓力必須控制在-0.2Kpa到+0.2Kpa的允許范圍內(nèi),控制系統(tǒng)通過(guò)對(duì)引風(fēng)機(jī)入口閥開(kāi)口度的PID調(diào)節(jié),達(dá)到設(shè)計(jì)要
求。控制系統(tǒng)還包括除塵、液壓站、帶式輸送機(jī)、刮板機(jī)、以及各種電動(dòng)閥門(mén)的控制。
二、系統(tǒng)硬件選型及特點(diǎn)
為了滿足以上的設(shè)計(jì)要求,在本項(xiàng)目中我們選擇了美國(guó)OPTO22公司推出的基于以態(tài)網(wǎng)的過(guò)程自動(dòng)化控制器SNAP-PAC-S1。
SNAP-PAC-S1過(guò)程控制器CPU為主頻266MHz、32位、帶浮點(diǎn)協(xié)處理器,內(nèi)存為32M的RAM、8M電池后備RAM、16M的Flash EEPROM,提供強(qiáng)大的處理能力和運(yùn)算功能。PAC控制器可以同時(shí)運(yùn)行32個(gè)任務(wù),現(xiàn)場(chǎng)智能I/O單元完成PID功能,適應(yīng)實(shí)時(shí)工業(yè)控制、遠(yuǎn)程監(jiān)控、數(shù)據(jù)采集的要求。能夠處理多種自動(dòng)控制任務(wù),包括開(kāi)關(guān)量、模擬量、串行數(shù)據(jù)處理、PID調(diào)節(jié)。PAC控制器有支持多種通訊協(xié)議,帶有2個(gè)RS-232接口、1個(gè)RS-485接口。
PAC-S1控制器帶有兩個(gè)獨(dú)立的10/100M自適應(yīng)Ethernet網(wǎng)絡(luò)接口,通過(guò)軟件配置及可以實(shí)現(xiàn)控制器、智能I/O處理器的冗余,也可以通過(guò)網(wǎng)絡(luò)分段的辦法把控制網(wǎng)絡(luò)和生產(chǎn)管理網(wǎng)絡(luò)可靠隔離。
由于本項(xiàng)目使用的開(kāi)關(guān)量I/O點(diǎn)比較多,開(kāi)關(guān)量選擇的是32通道輸入模塊SNAP-IDC32和32通道輸出模塊SNAP-ODC32,以及配套的信號(hào)轉(zhuǎn)接板SNAP-IDC-HDB和SANP-ODC-HDB。根據(jù)工藝的需要智能I/O處理器選擇了帶PID調(diào)節(jié)的SNAP-B3000-ENET。
本系統(tǒng)選用的硬件產(chǎn)品及系統(tǒng)網(wǎng)絡(luò)配置圖如下所示:

控制系統(tǒng)共有輸入、輸出信號(hào)近800點(diǎn),其中包括開(kāi)關(guān)量輸入/輸出信號(hào)、4-20mA輸入/輸出信號(hào)熱電偶、熱電阻信號(hào)。
1.控制器 SNAP PAC-S1 1塊
2.智能I/O處理器 SNAP B3000-ENET 2塊
SNAP ENET-S64 4塊
3.底板 SNAP B16M 2塊
SNAP M64 4塊
4.開(kāi)關(guān)量模塊 SNAP IDC32 14塊
SNAP ODC32 6塊
5.熱電偶模塊 SNAP AITM 11塊
SNAP AITM-2 9塊
6.模擬量輸入 SNAP AIMA-4 11塊
7.模擬量輸出 SNAP AOA-23 6塊
8.熱電阻模塊 SNAP AIRTD 20塊
三、軟件開(kāi)發(fā)及系統(tǒng)功能
本項(xiàng)目使用得工業(yè)組態(tài)軟件是OPTO22公司的SNAP PAC控制器軟件開(kāi)發(fā)包ioProject Professional。ioProject Proessional是一套功能齊全的控制器和HMI開(kāi)發(fā)軟件包,快速、高效的OPC SERVER和硬件配置診斷工具包,使用該軟件包可以完成控制項(xiàng)目的全部功能。其中包括控制策略開(kāi)發(fā)軟件ioControl,HMI開(kāi)發(fā)軟件ioDisply,硬件配置診斷軟件,同時(shí)提供的OPC Server為第三方軟件提供數(shù)據(jù)接口。
1、ioControl是OPTO22的可視化編程、調(diào)試工具,是一種基于流程圖的語(yǔ)言,它使開(kāi)發(fā)控制程序變得容易而且直觀。同時(shí)還提
供完整、強(qiáng)大的命令集以及OptoScript編程語(yǔ)言用于復(fù)雜的工業(yè)控制應(yīng)用。使用ioControl用戶很方便對(duì)硬件進(jìn)行組態(tài)、編程、下載、在線跟蹤調(diào)試。
在本系統(tǒng)中不僅要對(duì)豎窯生產(chǎn)過(guò)程中的各種工況監(jiān)視,還要對(duì)各種設(shè)備進(jìn)行控制。這里對(duì)主要的加料出料系統(tǒng)的工藝及控制流程圖加以說(shuō)明。
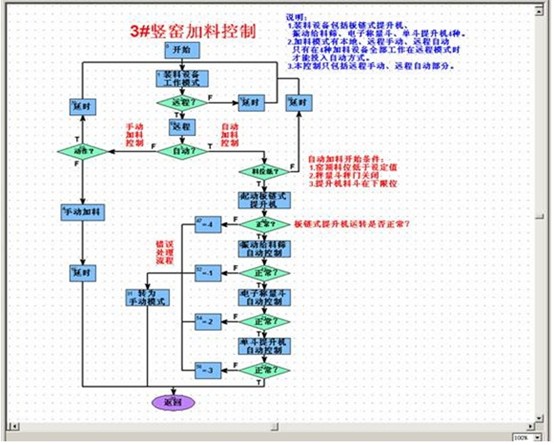
豎窯加料設(shè)備和工藝
豎窯的上料設(shè)備包括原料振動(dòng)給料篩、電子稱量斗及控制箱、單斗提升機(jī)。原料通過(guò)給料篩---〉電子稱量斗---〉單斗提升機(jī)---〉豎窯的工藝流程,完成石灰豎窯原料的篩選、稱量、加料過(guò)程。
在生產(chǎn)過(guò)程中,當(dāng)系統(tǒng)通過(guò)窯頂料位計(jì)監(jiān)測(cè)到窯頂料位低于設(shè)定值時(shí),通過(guò)控制振動(dòng)給料篩把合適的原料加入電子稱量斗,在加料過(guò)程中通過(guò)電子稱量斗控制箱上的稱重二次儀表對(duì)加料量進(jìn)行監(jiān)測(cè)。當(dāng)加料量預(yù)計(jì)達(dá)到窯頂料位設(shè)定值時(shí)停止加料。具體的窯頂料位設(shè)定值、一次最大加料量可根據(jù)實(shí)際情況在一定的范圍內(nèi)進(jìn)行調(diào)節(jié)。由于提升機(jī)料斗的容,一次加料量不能超過(guò)1.5噸。
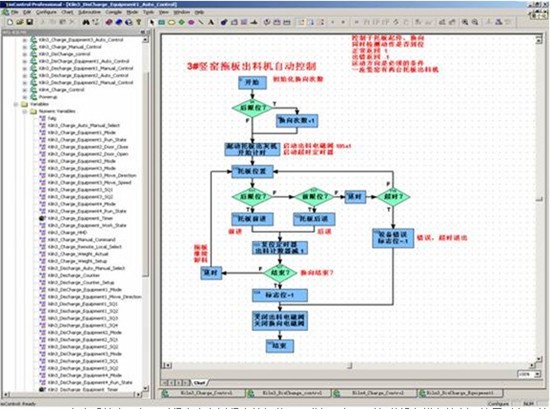
豎窯卸料設(shè)備和工藝
豎窯系統(tǒng)的出料設(shè)備主要包括托盤(pán)式出料機(jī)、上部卸料閘板、下部卸料閘板、振動(dòng)卸料機(jī)。因?yàn)樯喜績(jī)?chǔ)料斗的容量為1.5噸,決定了每次單板出灰機(jī)出料量不能超過(guò)1.5噸。為了保證上部、下部出料閘板的可靠動(dòng)作,每次出料保證1 噸左右。在托盤(pán)速度一定的情況下,每次換向出料70公斤左右。根據(jù)上面的數(shù)據(jù)以每座豎窯每天產(chǎn)量150噸,每小時(shí)出6噸白灰計(jì)算,每10 分鐘出1噸料比較合適。出料的時(shí)間和頻率可根據(jù)產(chǎn)量進(jìn)行適當(dāng)?shù)恼{(diào)整。由于本出料系統(tǒng)的特點(diǎn),在出料過(guò) 程中嚴(yán)禁上部、下部卸料閘板同時(shí)開(kāi)啟。通過(guò)上、下閘板的連鎖動(dòng)作,確保豎窯內(nèi)部和豎窯外部的隔離。
當(dāng)系統(tǒng)需要出料時(shí)出料系統(tǒng)動(dòng)作順序如下:
托盤(pán)出料機(jī)換向14次左右出料1噸到上部?jī)?chǔ)料斗。
首先確認(rèn)托盤(pán)出料機(jī)已停,然后關(guān)閉下部卸料閘板。
確認(rèn)下部卸料閘板已正常關(guān)閉到位后,開(kāi)啟上部卸料閘板。
確認(rèn)上部卸料閘板已正常開(kāi)啟到位后延時(shí)20秒,保證上部?jī)?chǔ)料斗的石灰全部倒入下部?jī)?chǔ)料斗。
關(guān)閉上部卸料閘板
確認(rèn)上部卸料閘板關(guān)閉到位后,開(kāi)啟下部卸料閘板,同時(shí)打開(kāi)振動(dòng)卸料機(jī),通過(guò)帶式輸送機(jī)把成品送入后部料倉(cāng)。

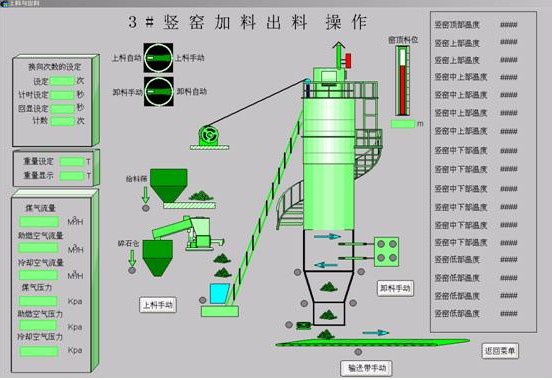
2、ioDisplay是OPTO22在Windows操作系統(tǒng)下的人機(jī)接口、報(bào)警、趨勢(shì)軟件開(kāi)發(fā)工具,與Opto22運(yùn)行在SNAP系列控制器上的ioControl控制策略共同工作。讓你很容易的創(chuàng)建圖形化操作界面,去監(jiān)視、操作、管理運(yùn)行在Opto22工業(yè)控制器上的應(yīng)用程序。能夠及時(shí)顯示控制器上的實(shí)時(shí)信息,通過(guò)設(shè)置報(bào)警點(diǎn)去監(jiān)視關(guān)鍵量的變化,使用趨勢(shì)圖來(lái)反應(yīng)相應(yīng)量的變化趨勢(shì)。ioDisplay共享ioControl的變量數(shù)據(jù)庫(kù),在ioControl定義的內(nèi)部、外部變量可以直接使用。可以根據(jù)不同的用戶設(shè)定不同的權(quán)限,可以很方便進(jìn)行管理。在本項(xiàng)目的 HMI中包括如下的功能:
豎窯加料出料監(jiān)控畫(huà)面
豎窯煅燒監(jiān)控畫(huà)面
豎窯除塵系統(tǒng)監(jiān)控畫(huà)面
原料、成品輸送監(jiān)控畫(huà)面
報(bào)警、趨勢(shì)圖畫(huà)面
四、總結(jié)
通過(guò)SNAP PAC控制器在石灰窯自動(dòng)控制系統(tǒng)應(yīng)用,加深了對(duì)PAC系統(tǒng)的理解。提高了生產(chǎn)的自動(dòng)化水平,在減輕勞動(dòng)強(qiáng)度的基礎(chǔ)上,大大提高了生產(chǎn)效率。