
摘 要:本文主要介紹了伺服在襪子點(diǎn)膠機(jī)上應(yīng)用的原理,同時介紹了利用PC機(jī)、PLC、伺服等在襪子點(diǎn)膠機(jī)的整體解決方案,及調(diào)試重點(diǎn)。采用伺服控制的點(diǎn)膠機(jī)在生產(chǎn)效率及定位精度上比原先設(shè)備都有很大的提高。
關(guān)鍵詞:襪子點(diǎn)膠機(jī)、交流伺服、
一.前言
大連安迪數(shù)控技術(shù)有限公司針對國內(nèi)襪子點(diǎn)膠機(jī)機(jī)現(xiàn)狀推出了專用伺服控制解決方案,在國內(nèi)某公司襪子點(diǎn)膠機(jī)設(shè)備成功應(yīng)用并成功推廣,該方案采用了ADSD-S交流同步伺服驅(qū)動器、ADSM-S交流永磁同步伺服電機(jī)、PLC、觸摸屏等主要元器件;根據(jù)設(shè)備工藝要求選擇了中慣量高轉(zhuǎn)速的ADSM-S伺服電機(jī)作為主要運(yùn)動機(jī)構(gòu),保證了點(diǎn)膠機(jī)回轉(zhuǎn)臺運(yùn)動的平穩(wěn)性與快速響應(yīng)性。同時簡化了機(jī)械機(jī)構(gòu),解決了原設(shè)備效率低、定位精度低、能耗大、自動化水平低等缺點(diǎn)。
二.控制原理
該設(shè)備采用觸摸屏和PLC作為上位機(jī)控制,可以通過觸摸屏進(jìn)行加工參數(shù)的設(shè)置,對于調(diào)整、加工參數(shù)的修改非常方便、易于操作;采用大連安迪的交流伺服系統(tǒng)對轉(zhuǎn)臺進(jìn)行分度位置控制,以保證轉(zhuǎn)臺的定位精度及節(jié)拍。
PLC做為核心程序的載體,負(fù)責(zé)發(fā)送脈沖信號及各種控制信號的轉(zhuǎn)化與傳遞。PLC即接收通過觸摸屏通訊得到的數(shù)據(jù)指令,又根據(jù)接收的指令發(fā)出脈沖來控制伺服的運(yùn)轉(zhuǎn)位置和速度,從而控制每個工位襪子的運(yùn)動的位置和速度,達(dá)到精確的定位,保證點(diǎn)了膠的精度和速度。和以前的機(jī)械控制或步進(jìn)電機(jī)控制相比,無論在控制精度及加工節(jié)拍上都有很大的提高,既提高了產(chǎn)品質(zhì)量又提高了生產(chǎn)率。
三.伺服系統(tǒng)簡介
本機(jī)采用的伺服系統(tǒng)為大連安迪數(shù)控技術(shù)有限公司的ADSD-S系列,驅(qū)動單元采用美國TI公司最新數(shù)字信號處理器DSP為核心,選用三菱公司工業(yè)級智能功率模塊(IPM),而且所選IPM的容量比標(biāo)定相同功率的其它國內(nèi)伺服產(chǎn)品要大一個等級,因而具有過載能力強(qiáng)、抗負(fù)載擾動能力強(qiáng)、起動力矩大、動態(tài)相應(yīng)速度高等特點(diǎn);驅(qū)動器將位置控制、速度控制、轉(zhuǎn)矩控制這三種控制方式合為一體,并且可以進(jìn)行各控制模式的動態(tài)切換,使用更加靈活柔性;具備過速保護(hù)、過流、過載、過熱、主電源過壓欠壓、編碼器異常、通訊錯誤、PID反饋信號異常等保護(hù)及異常顯示,使控制過程一目了然。
四.調(diào)試重點(diǎn)
調(diào)試參數(shù)如下:
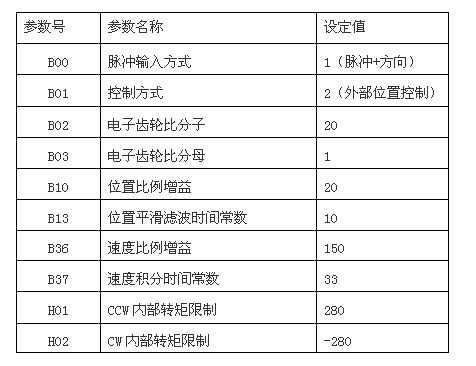
該設(shè)備要求較高的啟停節(jié)拍,并且啟停速度要平滑,不能有抖動。根據(jù)要求,伺服電機(jī)的起停速度調(diào)整合適的速度環(huán)、位置環(huán)增益及啟停的轉(zhuǎn)矩限制,調(diào)試過程如下:
a)將位置環(huán)增益即先設(shè)在較低值,然后在不產(chǎn)生異常響聲和振動的前提下,逐漸增加速度環(huán)的增益至最大值。
b)然后加大位置環(huán)增益。在整個響應(yīng)無超調(diào)、無振動的前提下,將位置環(huán)增益設(shè)至最大。
c)速度環(huán)積分時間常數(shù)取決于定位時間的長短,在機(jī)械系統(tǒng)不振動的前提下,盡量減小此值。
d)隨后對位置環(huán)增益、速度環(huán)增益及積分時間常數(shù)進(jìn)行微調(diào),找到最佳值,保證設(shè)備既要快速啟停,又要平滑定位。
六. 總結(jié)
該襪子點(diǎn)膠機(jī)具有提高效率、降低能耗、提高成品率、調(diào)試方便;運(yùn)行過程平穩(wěn);簡化機(jī)械結(jié)構(gòu)等特點(diǎn),具有更高的技術(shù)含量和更優(yōu)良的性價比,為企業(yè)創(chuàng)造更多的效益。