摘 要:在論述螺桿分裝工藝的基礎(chǔ)上,給出基于臺(tái)達(dá)機(jī)電一體化技術(shù)平臺(tái)的分裝伺服定量控制系統(tǒng)設(shè)計(jì)。項(xiàng)目實(shí)際分裝速度超過設(shè)計(jì)要求。
關(guān)鍵詞:螺桿分裝機(jī) EH2 PLC ASDA伺服器 B系列觸摸屏
1 引言
廣泛應(yīng)用于靜脈與肌肉注射的粉針是醫(yī)學(xué)臨床最常用的醫(yī)藥制劑。粉針分裝的工藝目的是實(shí)現(xiàn)粉劑原料藥定量安瓶包裝。粉針分裝主流技術(shù)分為氣流分裝與螺桿分裝。由于螺桿分裝結(jié)構(gòu)簡(jiǎn)單和技術(shù)成熟度較高,所以盡管分裝精度和速度低于氣流分裝,還是成為中國(guó)藥企業(yè)當(dāng)前的主流粉劑包裝設(shè)備。
螺桿分裝機(jī)屬于容積式包裝類別。通過轉(zhuǎn)動(dòng)角度精確控制的螺桿間歇旋轉(zhuǎn),按計(jì)量要求將藥物定量裝入西林瓶,快速性和準(zhǔn)確性是設(shè)備的兩個(gè)基本要求。縮短螺桿在每次分裝推進(jìn)時(shí)的占用時(shí)間,就可以提高分裝速度,這要求螺桿旋轉(zhuǎn)速度要高,動(dòng)態(tài)響應(yīng)要快,現(xiàn)在的設(shè)備分裝速度已達(dá)到300瓶/分。增加設(shè)備上螺桿的數(shù)量,可以同時(shí)對(duì)幾只藥瓶進(jìn)行灌裝,也是提高設(shè)備快速性的有效手段,目前國(guó)產(chǎn)分裝機(jī)上可以見到一頭、二頭、四頭的配置。
2 分裝機(jī)工藝原理
2.1 螺桿分裝電控技術(shù)
機(jī)電伺服系統(tǒng)是控制螺桿分裝系統(tǒng)包裝精度最基本的技術(shù)。電控系統(tǒng)在螺桿分裝機(jī)具有決定性的重要作用。螺桿分裝系統(tǒng)第一代為螺桿裝量由步進(jìn)電機(jī)與集成電路控制的技術(shù);第二代為螺桿裝量由步迸電機(jī)與PLC控制的技術(shù);第三代為近期的螺桿裝量由伺服電機(jī)與PLC控制的技術(shù),改善了第二代分裝螺桿的精度穩(wěn)定性和定量調(diào)整能力。
2.2 螺桿分裝定量原理
間歇式螺桿分裝機(jī)是通過伺服電機(jī)驅(qū)動(dòng)螺桿,將藥品“擠出”攪拌容器,灌裝于藥瓶?jī)?nèi)。由于劑量需要準(zhǔn)確的控制,因此要求伺服電機(jī)每次分裝時(shí)轉(zhuǎn)同樣的圈數(shù)。具體的旋轉(zhuǎn)圈數(shù)則是由操作者由手動(dòng)方式試驗(yàn)出來的,因此,程序不僅要能夠提供可以讓操作者更改的裝藥量,還要提供手動(dòng)操作裝藥量的操作方式。當(dāng)一個(gè)藥瓶需要被添裝時(shí),定位汽缸會(huì)驅(qū)動(dòng)一個(gè)定位器將被添裝藥瓶卡在攪拌機(jī)的出口下,這時(shí)傳動(dòng)帶雖然繼續(xù)運(yùn)動(dòng),但由于藥瓶被定位其卡緊,所以藥瓶將不隨傳動(dòng)帶運(yùn)動(dòng),直到添裝完畢,定位器松開,藥瓶才會(huì)繼續(xù)跟隨傳送帶運(yùn)動(dòng),直到進(jìn)入扣塞機(jī)構(gòu)。圖1是間歇式螺桿分裝機(jī)的結(jié)構(gòu)示意圖。
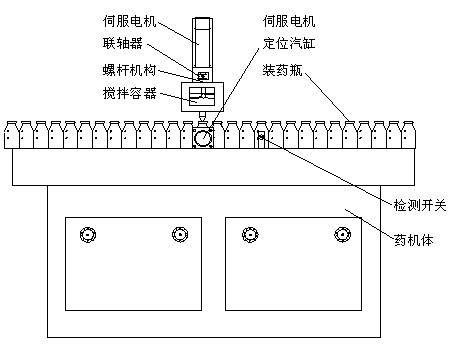
圖1 螺桿分裝結(jié)構(gòu)
螺桿分裝是利用螺桿螺旋槽的容腔來計(jì)量物料。由于每個(gè)螺距都有一定的理論容積,因此,只要準(zhǔn)確地控制螺桿的轉(zhuǎn)數(shù),就能獲得較為精確的計(jì)量
值。每次充填物料的重量可由式(1)求出。
G=Vrn0 (1)
式中:V為圈螺旋的容積,cm3,V=FL;r為物料的比重,kg/cm3;n0為充填一次螺桿的轉(zhuǎn)數(shù);L為每圈螺線旋周長(zhǎng),cm,L=πDm/cosθ;F為螺旋截面積,cm2,F(xiàn)=st/2。
3 臺(tái)達(dá)螺桿分裝解決方案
3.1 伺服與步進(jìn)
其螺桿分裝機(jī)構(gòu)原來通常使用步進(jìn)電機(jī)作為其驅(qū)動(dòng)設(shè)備,在實(shí)際使用的過程中,步進(jìn)電機(jī)的響應(yīng)特性往往達(dá)不到使用要求,使得整個(gè)設(shè)備的效率不高;而且由于頻繁的對(duì)電機(jī)進(jìn)行高速的啟動(dòng)和停止,也使得步進(jìn)電機(jī)的故障率比較高。為了避免故障的頻繁發(fā)生和提高整個(gè)設(shè)備的運(yùn)行速度,此設(shè)備使用了臺(tái)達(dá)的ASDA –AB系列伺服器和伺服電機(jī)替代通常使用的步進(jìn)電機(jī)。并使用了EH2系列PLC用高速脈沖的方式對(duì)伺服器進(jìn)行控制,用以解決高速、定量添裝的問題。
3.2 分裝控制方案
螺桿轉(zhuǎn)動(dòng)的轉(zhuǎn)數(shù)與角度是依托伺服電機(jī)實(shí)施的(即伺服電機(jī)轉(zhuǎn)動(dòng)的角度),電機(jī)轉(zhuǎn)動(dòng)的速度和轉(zhuǎn)角是由電機(jī)驅(qū)動(dòng)器輸出的脈沖信號(hào)所決定的,驅(qū)動(dòng)器輸出由PLC進(jìn)行控制,而PLC是依據(jù)人工設(shè)定的裝量進(jìn)行控制的。通過觸摸屏的友好人機(jī)界面(HMI)的參數(shù)設(shè)定(主要有分裝量設(shè)定、分裝量調(diào)整,速度設(shè)定等),把指令傳送到PLC中,就可以控制整個(gè)系統(tǒng)的運(yùn)行。
由以上分析可以看出,裝入藥劑量的多少要通過伺服電機(jī)的旋轉(zhuǎn)圈數(shù)來決定;分裝機(jī)運(yùn)行速度的快慢,除了與添裝速度有關(guān)外,還與傳送帶的運(yùn)行速度有關(guān);以上2個(gè)工藝運(yùn)動(dòng)參數(shù)的控制,連同對(duì)藥瓶到位的檢測(cè)和定位機(jī)構(gòu)的動(dòng)作,都是通過PLC來實(shí)現(xiàn)的,除此之外,還需要一個(gè)人機(jī)對(duì)話的工具,此設(shè)備中選用了臺(tái)達(dá)B系列的觸摸屏,具體運(yùn)動(dòng)控制系統(tǒng)配置如圖2所示。
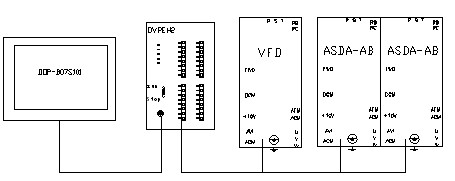
圖2 臺(tái)達(dá)伺服運(yùn)動(dòng)控制配置
3.3 人機(jī)界面設(shè)計(jì)
控制方式分為手動(dòng)調(diào)試和自動(dòng)運(yùn)行2個(gè)界面,分別如圖3、圖4所示。根據(jù)分裝定量工藝設(shè)定與填料(及與伺服相關(guān)的)有關(guān)的參數(shù),為了防止有的藥瓶瓶口不朝上(添裝時(shí)藥劑會(huì)落在傳送帶上),還需要有“倒瓶時(shí)間”的設(shè)定,以防止意外情況的發(fā)生。

圖3 自動(dòng)操作畫面

圖4手動(dòng)操作畫面
手動(dòng)操作的界面只是將各種操作的按鈕都進(jìn)行了配置,唯一值得注意的是伺服器的運(yùn)行方式,由于手動(dòng)調(diào)整的需要,操作者通常希望伺服器能運(yùn)行一定裝藥量后暫時(shí)停一下,然后再運(yùn)行同樣的裝藥量,這樣更便于操作與觀察,這就需要使用脈沖標(biāo)志位對(duì)伺服電機(jī)狀態(tài)進(jìn)行監(jiān)控,基于臺(tái)達(dá)DVPEH2的PLC程序如下所示:
480LDM40
481DDRVID3000D3002Y0Y1
498MPS
499ANIM1336
500ANDM41
501RSTM40
504MPP
505ANDM1000
506OUTM41
507LDFM1336
508SETM50
509LDM50
510ANDM51
511TMR T20D10
513LD T20
514RST M50
515SETM40
4 結(jié)束語
基于伺服技術(shù)的螺桿分裝設(shè)備控制系統(tǒng)使用了全套的臺(tái)達(dá)產(chǎn)品,具有非常好的兼容性,設(shè)備運(yùn)行平穩(wěn),裝瓶速度達(dá)到了125瓶/分鐘,超過了用戶原來要求的120瓶/分鐘的設(shè)計(jì)標(biāo)準(zhǔn)。
