
0.引言
隨著化工自動(dòng)化技術(shù)的不斷發(fā)展,集散控制的思想越來(lái)越廣泛地被廣大自動(dòng)化工程技術(shù)人員所青睞,并正在逐漸被應(yīng)用于新建、擴(kuò)建和技改項(xiàng)目中。但傳統(tǒng)的集散控制系統(tǒng)一般由專(zhuān)業(yè)廠家生產(chǎn),具有一定的專(zhuān)有性;另外傳統(tǒng)的集散控制系統(tǒng)一般來(lái)講其控制規(guī)模比較大,成本費(fèi)用比較高;因此限制了在中小規(guī)模的自控系統(tǒng)項(xiàng)目中的推廣應(yīng)用。那么如何在中小規(guī)模控制系統(tǒng)中實(shí)現(xiàn)集散控制的思想呢?帶著這一問(wèn)題,筆者在閱讀了大量技術(shù)資料的基礎(chǔ)上對(duì)現(xiàn)有DCS" title="DCS">DCS 和PLC" title="PLC">PLC的控制系統(tǒng)進(jìn)行了總結(jié)對(duì)比,提出了在中小規(guī)模化工項(xiàng)目中用PC" title="PC">PC +PLC 構(gòu)成DCS的思想,并在貴州宏福實(shí)業(yè)開(kāi)發(fā)有限總公司年產(chǎn)80萬(wàn)噸重鈣裝置改磷銨的技改項(xiàng)目中的液氨儲(chǔ)運(yùn)工段成功地得到了應(yīng)用。
1.用PC 和PLC實(shí)現(xiàn)集散控制(DCS)的基本原理
集散控制的基本思想是集中管理,分散控制。即:將流程工業(yè)的自動(dòng)控制過(guò)程與操作管理人員對(duì)自動(dòng)控制過(guò)程的管理過(guò)程相對(duì)分離;流程工業(yè)的自動(dòng)控制過(guò)程由各控制站相對(duì)獨(dú)立地自動(dòng)完成,而操作人員對(duì)自動(dòng)控制過(guò)程的管理則由中央控制室的操作站來(lái)完成。中央操作站與各現(xiàn)場(chǎng)控制站一方面各自相對(duì)獨(dú)立地運(yùn)行,從而將各種故障限制在局部范圍內(nèi),極大地提高了自動(dòng)控制系統(tǒng)總體的安全性和可靠性;另一方面又相互進(jìn)行實(shí)時(shí)數(shù)據(jù)通訊和信息交換,實(shí)現(xiàn)了操作人員在中央控制室的操作站對(duì)整個(gè)自動(dòng)控制過(guò)程進(jìn)行管理和調(diào)整。
現(xiàn)場(chǎng)控制站的主要任務(wù)是實(shí)現(xiàn)對(duì)生產(chǎn)過(guò)程的自動(dòng)控制,因此它必需要能夠自動(dòng)采集全廠的各種工藝參數(shù)(如各種工藝介質(zhì)的溫度、壓力、流量、粘度、組分,物位高度等)以及設(shè)備的運(yùn)行狀態(tài)(如閥門(mén)的開(kāi)度、機(jī)泵的開(kāi)停、設(shè)備震動(dòng)、機(jī)械位移)等生產(chǎn)信息,然后按照事先編好的控制程序進(jìn)行大量的數(shù)值計(jì)算,最后輸出4~20mA標(biāo)準(zhǔn)模擬信號(hào)(或ON/OFF數(shù)字信號(hào))去驅(qū)動(dòng)各種閥門(mén)、電機(jī)等執(zhí)行機(jī)構(gòu),調(diào)節(jié)各種工藝參數(shù),實(shí)現(xiàn)生產(chǎn)過(guò)程的自動(dòng)控制;另外還要與操作站進(jìn)行實(shí)時(shí)通訊,將采集到的各種生產(chǎn)信息傳送到操作站供操作人員使用,同時(shí)接收操作人員通過(guò)操作站發(fā)出的各種指令實(shí)時(shí)調(diào)整自動(dòng)控制方案、優(yōu)化生產(chǎn)過(guò)程。因此它還需要具有標(biāo)準(zhǔn)化的通訊接口。目前的各種PLC均具有這樣的功能,而且其容量彈性大,擴(kuò)充方便,控制方案的組態(tài)簡(jiǎn)單易學(xué),性能價(jià)格比優(yōu)越,因此是中小型DCS的操作站的理想選擇。
中央控制室的操作站實(shí)際上是一個(gè)人機(jī)界面,一方面把控制站采集的各種生產(chǎn)信息進(jìn)行加工處理,然后以操作人員所習(xí)慣和熟悉的各種流程畫(huà)面、生產(chǎn)報(bào)表、歷史趨勢(shì)和聲光報(bào)警等形式提供給操作人員。另一方面把操作人員的各種指令進(jìn)行編碼后傳送給操作站對(duì)控制方案進(jìn)行調(diào)整,以優(yōu)化生產(chǎn)過(guò)程或?qū)μ厥馇闆r的緊急處理。對(duì)中小型DCS來(lái)講,目前市面上比較流行的各種監(jiān)控軟件均能實(shí)現(xiàn)這樣的功能,且對(duì)計(jì)算機(jī)的硬件和操作系統(tǒng)無(wú)特別要求,用普通的PC機(jī)加一套監(jiān)控軟件就可實(shí)現(xiàn)。
用PC機(jī)+PLC組成集散控制系統(tǒng)時(shí),PLC承擔(dān)了現(xiàn)場(chǎng)控制站的工作,PC機(jī)承擔(dān)了操作站和工程師站的工作。在安裝有 PLC系統(tǒng)軟件的PC 機(jī)上可以離線(或在線)編輯PLC的控制應(yīng)用軟件(一般稱為梯形圖),控制應(yīng)用軟件下載到PLC后,PLC獨(dú)立完成現(xiàn)場(chǎng)數(shù)據(jù)采集、邏輯控制、模擬控制等。而操作站的各種功能都可以通過(guò)“實(shí)時(shí)監(jiān)控軟件”+“PC機(jī)”來(lái)實(shí)現(xiàn),在安裝有實(shí)時(shí)監(jiān)控軟件的PC機(jī)上可以方便對(duì)生產(chǎn)過(guò)程進(jìn)行監(jiān)控。
2.用PC 和PLC實(shí)現(xiàn)集散控制(DCS)一例
2.1.工藝過(guò)程簡(jiǎn)介:
液氨儲(chǔ)運(yùn)工段是貴州宏福實(shí)業(yè)開(kāi)發(fā)有限總公司年產(chǎn)80萬(wàn)噸重鈣裝置改磷銨的技改項(xiàng)目中的重要組成部份,設(shè)計(jì)卸氨能力250噸/小時(shí),罐區(qū)緩沖能力9000噸。氨在常溫常壓下為氣體,易燃、易爆、有毒、有害;液氨儲(chǔ)運(yùn)工段是總公司的高危區(qū)之一,安全生產(chǎn)是本自動(dòng)控制系統(tǒng)應(yīng)考慮的重點(diǎn)。
2.2.控制系統(tǒng)概況:
為提高生產(chǎn)的安全性,在本控制系統(tǒng)中對(duì)重要的工藝參數(shù)點(diǎn)采取了“3取2表決”的策略,并設(shè)計(jì)了21個(gè)自動(dòng)連鎖回路,對(duì)生產(chǎn)過(guò)程進(jìn)行連鎖保護(hù);為保證生產(chǎn)過(guò)程的平穩(wěn)運(yùn)行和節(jié)能降耗,系統(tǒng)設(shè)計(jì)了6個(gè)調(diào)節(jié)回路。為便于監(jiān)控和操作,在操作站設(shè)計(jì)了一幅流程畫(huà)面總貌圖,集中顯示了與安全生產(chǎn)密切相關(guān)的一批工藝參數(shù)、設(shè)備運(yùn)行狀況態(tài)和報(bào)警信息;對(duì)其它化工單元操作過(guò)程設(shè)計(jì)了相關(guān)的局域流程畫(huà)面,全面地顯示了與其相關(guān)的各種詳細(xì)生產(chǎn)信息;根據(jù)操作人員的習(xí)慣,在操作站設(shè)計(jì)了4組組畫(huà)面,分別集中顯示溫度、壓力、流量和液位信號(hào);對(duì)6個(gè)調(diào)節(jié)回路分別設(shè)計(jì)了調(diào)節(jié)畫(huà)面,實(shí)現(xiàn)對(duì)PID參數(shù)的整定、手自動(dòng)模式的切換以及對(duì)調(diào)節(jié)閥門(mén)的手動(dòng)操作;對(duì)21個(gè)主要閥門(mén)分別設(shè)計(jì)了彈出式開(kāi)關(guān)畫(huà)面,實(shí)現(xiàn)對(duì)生產(chǎn)過(guò)程的自控或遙控;對(duì)主要工藝參數(shù)設(shè)計(jì)了歷史趨勢(shì)圖,為故障診斷和優(yōu)化控制提供了數(shù)據(jù)。為確保安全生產(chǎn),實(shí)現(xiàn)對(duì)緊急事故的應(yīng)急處理,對(duì)6個(gè)調(diào)節(jié)器回路加裝外部自動(dòng)跟蹤調(diào)節(jié)器,一旦出現(xiàn)控制系統(tǒng)故障,自動(dòng)切換到跟蹤調(diào)節(jié)器獨(dú)立于DCS來(lái)控制調(diào)節(jié)閥;對(duì)21個(gè)主要閥門(mén)加裝應(yīng)急處理按鈕,獨(dú)立于DCS實(shí)現(xiàn)對(duì)閥門(mén)的強(qiáng)制開(kāi)關(guān)。
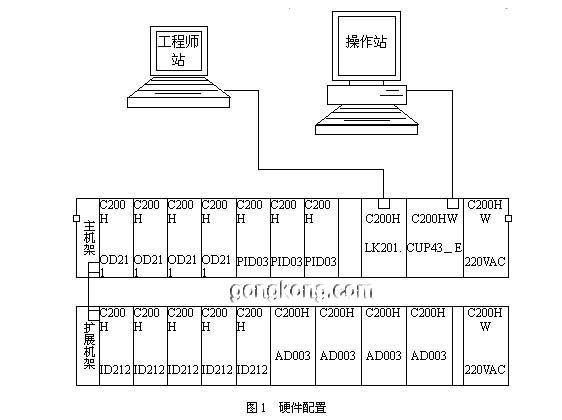
2.3.硬件配置:
控制站選用OMRON的C200型PLC,配置了數(shù)字模塊(OD211/ ID212)9塊,模擬模塊(AD003)4塊,調(diào)節(jié)模塊(PID03)3塊;操作站選用DELL OPTIPLEX GX150 計(jì)算機(jī);工程師站選用COMPA型PC機(jī)。構(gòu)成圖如下:
2.4.控制站軟件組態(tài):
控制站的組態(tài)用OMRON的系統(tǒng)軟件SSS作為技術(shù)平臺(tái),用梯形圖作為編程工具,其組態(tài)內(nèi)容主要有:
2.4.1.PLC內(nèi)部地址的分配:
I/O 地址的分配:PLC的I/O地址是PLC與現(xiàn)場(chǎng)檢測(cè)設(shè)備、執(zhí)行機(jī)構(gòu)進(jìn)行數(shù)據(jù)通信的唯一的一一對(duì)應(yīng)的寄存器地址,I/O地址的分配是對(duì)PLC進(jìn)行進(jìn)一步組態(tài)的基礎(chǔ);對(duì)OMRON-C200而言,I/O地址與所連接的I/O模塊有關(guān);連接到數(shù)字模塊上的現(xiàn)場(chǎng)設(shè)備,其I/O地址取決于I/O模塊的安裝位置和在該模塊上的點(diǎn)號(hào),連接到模擬模塊、PID模塊上的現(xiàn)場(chǎng)設(shè)備,其I/O地址取決于I/O模塊的單元號(hào)(不同的模塊應(yīng)通過(guò)模塊的硬開(kāi)關(guān)設(shè)置不同的單元號(hào))和在該模塊上的點(diǎn)號(hào);比如在本系統(tǒng)配置中,現(xiàn)場(chǎng)的雷達(dá)液位變送器LT-101輸出的4~20mA 的模擬信號(hào)連接在單元號(hào)為3的模擬輸入模塊AD003的第二點(diǎn)上,則它在PLC中的配置的地址便是IR:132;而閥門(mén)HV120的關(guān)閉狀態(tài)信號(hào)(closed)連接到安裝在的擴(kuò)展機(jī)架第二槽的數(shù)字輸入模塊ID212的第十點(diǎn)上,則它在PLC中的配置的地址便是IR:01210;本系統(tǒng)中,共定義 I/O地址142點(diǎn)。
操作站與控制站數(shù)據(jù)交換地址的分配:操作站與控制站的數(shù)據(jù)通信是通過(guò)讀寫(xiě)PLC的內(nèi)部寄存器來(lái)完成的,為了實(shí)現(xiàn)操作站與控制站的實(shí)時(shí)通訊,還必須為PLC配置足夠的內(nèi)部寄存器地址來(lái)存貯這些數(shù)據(jù);比如,定義DM0232作為操作站與控制站交換LT-101的數(shù)據(jù)的內(nèi)部寄存器,則PLC把采集到LT-101的液位信號(hào)經(jīng)過(guò)預(yù)處理后存貯在DMO232,而操作站則到PLC的DM0232讀取LT-101的數(shù)據(jù)來(lái)建立自己的數(shù)據(jù)庫(kù);本系統(tǒng)中,共定義此類(lèi)地址184點(diǎn)。
中間地址的分配:PLC在運(yùn)行過(guò)程中,還需要大量的中間寄存器來(lái)存放那些運(yùn)算過(guò)程中的臨時(shí)數(shù)據(jù),為提高應(yīng)用程序的可讀性,也必須對(duì)這些寄存器進(jìn)行必要的定義和注釋。
2.4.2.為控制策略編寫(xiě)梯形圖
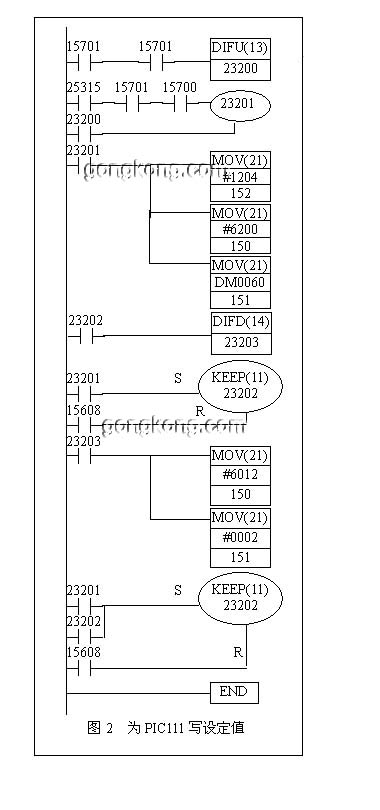
自動(dòng)調(diào)節(jié):本系統(tǒng)中選用3個(gè)PID03模塊組成6個(gè)調(diào)節(jié)回路來(lái)完成生產(chǎn)過(guò)程的自動(dòng)控制,為了方便操作人員在操作站對(duì)控制過(guò)程的管理,PID03的SW2應(yīng)設(shè)置為ON,并編寫(xiě)相應(yīng)梯形圖以實(shí)現(xiàn)PLC與PID03的數(shù)據(jù)交換,比如:調(diào)節(jié)回爐PIC111由單元號(hào)為5的PID03的第二回路完成,當(dāng)執(zhí)行圖2所示一段程序后,PLC中地址DM0060中的數(shù)據(jù)就被定義為調(diào)節(jié)回路PIC111的給定值。(完整梯形圖略)
三取二表決:為保證安全生產(chǎn),常壓罐的壓力必須控制在規(guī)定的范圍內(nèi),每升高(降低)到一定范圍時(shí),就必須啟動(dòng)(停止)相應(yīng)的設(shè)備;為此,在現(xiàn)場(chǎng)用三塊壓力表來(lái)測(cè)量其壓力,PLC中對(duì)三個(gè)壓力進(jìn)行比較,只有三塊中的二塊同時(shí)具備條件時(shí),連鎖才動(dòng)作;在編寫(xiě)梯形圖時(shí),采用比較指令、再加上與、或、非等邏輯指令就可實(shí)現(xiàn)此控制策略。(梯形圖略)
連鎖保護(hù):梯形圖與電氣連鎖邏輯圖非常相似,I/O地址確定以后,為連鎖保護(hù)編寫(xiě)梯形圖既操作簡(jiǎn)單又可讀性強(qiáng)。為保護(hù)設(shè)備和生產(chǎn)安全,本系統(tǒng)共編寫(xiě)連鎖回路21個(gè)。(梯形圖略)
2.4.3.I/O模塊的設(shè)置與校正:
梯形圖編寫(xiě)完成以后,還必須對(duì)I/O模塊進(jìn)行必要的設(shè)置和校正,PLC才能正常工作;模擬模塊應(yīng)設(shè)置與現(xiàn)場(chǎng)設(shè)備相對(duì)應(yīng)的輸入信號(hào)種類(lèi)和對(duì)輸入信號(hào)的預(yù)處理方法,還應(yīng)對(duì)零點(diǎn)和量程進(jìn)行校正;PID模塊除了對(duì)輸入信號(hào)種類(lèi)、輸入信號(hào)的預(yù)處理方法進(jìn)行設(shè)置外,還要對(duì)PID模塊存儲(chǔ)區(qū)的內(nèi)容及其修改方式、調(diào)節(jié)回路設(shè)定值的修改方式、PID的控制作用及其控制方式等內(nèi)容進(jìn)行設(shè)置。
2.5.操作站軟件的組態(tài):
操作站的組態(tài)選用INTELLUTION的系統(tǒng)軟件FIX32作為技術(shù)平臺(tái):其主要內(nèi)容包括:系統(tǒng)配置、建立數(shù)據(jù)庫(kù)、繪制流程圖、定義歷史趨勢(shì)和報(bào)表等。
系統(tǒng)配置在本系統(tǒng)中實(shí)際上就是在PC機(jī)上安裝FIX系統(tǒng),其主要內(nèi)容是定義FIX系統(tǒng)的安裝目錄,安裝接口設(shè)備驅(qū)動(dòng)程序配置SCADA系統(tǒng),配置報(bào)警系統(tǒng),配置網(wǎng)絡(luò)等。FIX提供有龐大的I/O接口設(shè)備驅(qū)動(dòng)程序庫(kù),本系統(tǒng)配置控制站為OMRON的PLC,因此要選擇安裝I/O驅(qū)動(dòng)程序OMR.drv和 OMRON的PLC進(jìn)行通訊。
建立數(shù)據(jù)庫(kù):數(shù)據(jù)庫(kù)是SCADA系統(tǒng)賴以工作的基礎(chǔ),它由一系列數(shù)據(jù)點(diǎn)構(gòu)成,每個(gè)數(shù)據(jù)點(diǎn)實(shí)際上就是一個(gè)功能塊, FIX提供了各種功能塊以滿足不同的需要,這些功能塊或?qū)涌谠O(shè)備讀寫(xiě)數(shù)據(jù),或?qū)?shù)據(jù)進(jìn)行運(yùn)算和報(bào)警處理。在數(shù)據(jù)庫(kù)中建立一個(gè)數(shù)據(jù)點(diǎn)就是定義一個(gè)功能塊,其內(nèi)容包括:功能塊類(lèi)型,數(shù)據(jù)點(diǎn)的位號(hào)、注釋、零點(diǎn)、量程,接口設(shè)備,I/O地址,數(shù)據(jù)的格式,報(bào)警上、下限等。如:在數(shù)據(jù)庫(kù)中添加一個(gè)AI模塊,在其屬性對(duì)話框中定義;“位號(hào)”為“LT-101”,“描述”為“緩沖球罐F0101A液位”,“接口設(shè)備”為“OMR”,“I/O地址”為“D:DM: 232”,“數(shù)據(jù)的格式”為“12AL”,“零點(diǎn)”為“0”,“量程”為“17”,“單位”為“M”;則在數(shù)據(jù)庫(kù)中便建立了一個(gè)數(shù)據(jù)點(diǎn)LT-101,它讀取PLC中地址為DM0232的寄存器中的數(shù)據(jù)(0 -4095),并轉(zhuǎn)換為0-17M的數(shù)據(jù)供FIX其它功能塊和流程圖調(diào)用。
繪制流程圖:流程畫(huà)面實(shí)際上是一個(gè)人機(jī)接口,操作人員就是通過(guò)流程畫(huà)面來(lái)了解和控制生產(chǎn)過(guò)程的,所以流程畫(huà)面既要信息全面,又要簡(jiǎn)單扼要。FIX系統(tǒng)提供了WINDOWS 風(fēng)格的繪圖工具和相關(guān)控件,可以很方便地繪制多種動(dòng)態(tài)畫(huà)面來(lái)滿足操作人員的要求。比如:在流程畫(huà)面中,為了形象地顯示緩沖球罐F0101A的液位,只需在其圖形的動(dòng)態(tài)特性對(duì)話框中選中動(dòng)態(tài)填充屬性,定義其填充色的高度隨“位號(hào)”為“LT-101”的數(shù)據(jù)的大小而變;為了準(zhǔn)確地顯示該液位的實(shí)際高度,可在該球罐圖形旁邊定義一個(gè)動(dòng)態(tài)數(shù)據(jù)連接,連接到“位號(hào)”為“LT-101”的數(shù)據(jù)點(diǎn);為了直觀地顯示各種閥門(mén)的工作狀態(tài),在其圖形的動(dòng)態(tài)屬性對(duì)話框中選中動(dòng)態(tài)顏色變化,閥門(mén)關(guān)顯示靜止的紅色,閥門(mén)開(kāi)顯示靜止的綠色,閥門(mén)關(guān)出現(xiàn)故障顯示閃爍的紅色,閥門(mén)開(kāi)出現(xiàn)故障顯示閃爍的綠色;為了快速控制閥門(mén),把它的彈出式開(kāi)關(guān)畫(huà)面連接到其圖形上,只需用鼠標(biāo)單擊其圖形,即彈出開(kāi)關(guān)畫(huà)面,實(shí)現(xiàn)流程畫(huà)面上的對(duì)象所見(jiàn)即所得。
定義報(bào)表:考慮到總公司已推行電子化辦公,各種報(bào)表均設(shè)置為定時(shí)保存到文件,操作人員可以根據(jù)需要隨時(shí)調(diào)用,并隨著辦公自動(dòng)化的推行,與企業(yè)內(nèi)部管理網(wǎng)連網(wǎng),通過(guò)WEB頁(yè)瀏覽和調(diào)用。
3.結(jié)束語(yǔ)
該控制系統(tǒng)投用2年多來(lái),性能穩(wěn)定、運(yùn)行可靠,界面友好,操作簡(jiǎn)單,維護(hù)工作量很小,受到了操作和維護(hù)人員的歡迎;投用后,根據(jù)技改工作需要又進(jìn)行了2次擴(kuò)容均未影響正常生產(chǎn),實(shí)踐證明PC+PLC構(gòu)成DCS,系統(tǒng)配置靈活、軟件組態(tài)簡(jiǎn)單,便于自行設(shè)計(jì)和調(diào)試,性能價(jià)格比優(yōu)越,系統(tǒng)擴(kuò)展容易且維護(hù)工作量小,是企業(yè)進(jìn)行技術(shù)改造和中小型生產(chǎn)過(guò)程首選的自控系統(tǒng)。