一,行業(yè)概述及工藝要求:
紙質(zhì)包裝袋具有成本低、成型方便、多樣、印刷精美、綠色環(huán)保等特點,一直在水泥、糧食加工、服裝、鞋帽等行業(yè)有著廣泛的應(yīng)用,隨著國家限塑令的出臺,紙袋在食品包裝行業(yè)取代塑料袋已成必然,這又給紙袋提供了廣闊的市場空間,催生了大批的紙袋生產(chǎn)企業(yè)。在無錫本地以南江、天天友誼、金谷、永誠等為代表的紙袋機生產(chǎn)企業(yè)也迎來了第二個春天。
紙袋的生產(chǎn)工藝決定了機械必須具有連續(xù)性、高速性及高精度,在先印刷后裁切等紙袋機上還要求具有自動追色標(biāo)裁切功能。一般生產(chǎn)要求主送料速度為100米/分鐘,裁切誤差不超過1毫米。能夠自動追隨主送料速度按設(shè)定的裁切長度計算并精確裁切。這就給電氣控制提出了更高的要求。
ONK-LS伺服驅(qū)動器具有的運動控制器與伺服驅(qū)動器結(jié)合為一體;可控制無刷伺服或感應(yīng)伺服;內(nèi)含32位微處理器及125us動態(tài)高速計算回路;可接收400Kpps的高速測長脈沖信號;可追認印刷點自動修正裁切長度等特點完全滿足了生產(chǎn)工藝的要求。
二,控制理念及系統(tǒng)構(gòu)成:
根據(jù)工藝要求我們設(shè)計采用了在主送料輪上加裝編碼器并反饋給伺服驅(qū)動器,用以實時監(jiān)測送料速度并計算;用人機界面和伺服直接通訊來做生產(chǎn)訂單的管理及實際工況的監(jiān)測;在距輪刀180°位置裝光電傳感器用以給伺服裁切完成信號;在裁切物料垂直位置裝檢測裝置用以檢測色標(biāo)點并反饋至伺服驅(qū)動器。
基本系統(tǒng)構(gòu)架如下圖:
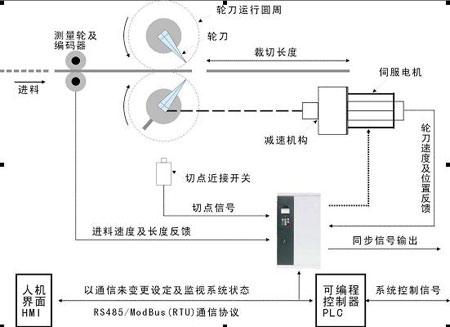
以上構(gòu)架圖為通用構(gòu)架,紙袋機大部采用單刀對膠輥裁切,且輪刀多為鋸齒刀,特殊要求還有加熱刀。這里不做贅述。
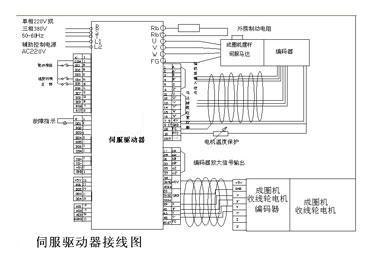
三,系統(tǒng)接駁及參數(shù)設(shè)置
1,數(shù)字輸入端口參數(shù)設(shè)置:
端口名稱 參數(shù)號 功能號 功能說明
DI1 F141 100 矢能并運轉(zhuǎn)
DI2 F142 189 色標(biāo)點輸入 只能輸入此端口
DI3 F143 203 裁切點信號輸入 只能輸入此端口
DI4 F144 154 激活窗口識別功能
DI5 F145 155 允許仿真進料
2,進料、主速度、編碼器、輪臺等特殊參數(shù)設(shè)定:
參數(shù)號 功能號 功能說明
F130 0 輸入4倍率脈沖
F480 1 選擇位置控制模式
F481 1 選擇追蹤控制模式
F499 9 自動輪切功能
F550 120 最高線速度
F527/F526 實際計算設(shè)定 送料輪每轉(zhuǎn)一米對應(yīng)的脈沖數(shù)
F533/F532 實際計算設(shè)定 輪刀周長
F531/F530 實際計算設(shè)定 切輪每轉(zhuǎn)脈沖數(shù)
F553/552 實際計算設(shè)定 印刷點至裁切點距離
F535/534 實際設(shè)定 實際裁切的長度
參數(shù)設(shè)置說明:
2.1,送料輪每轉(zhuǎn)一米對應(yīng)脈沖數(shù)計算:
先算出送料輪周長=直徑D×3.14 再算出送料輪每走一米的轉(zhuǎn)數(shù)=1/C(C為送料輪周長,單位為米);送料輪每米脈沖數(shù)=1/C* PPR*4(PPR為編碼器每轉(zhuǎn)脈沖數(shù))
例如:送料輪直徑19cm 送料檢測編碼器2500線 則送料輪每轉(zhuǎn)脈沖數(shù)=1÷(0.19×3.14)×10000≈16762 高位F527=1 低位F526=6762
2.2,切輪每轉(zhuǎn)脈沖數(shù)計算:
切輪電機編碼器4倍頻后×減速比。例如:2500線編碼器 1:4減速比 則此參數(shù)為40000
2.3,以上參數(shù)設(shè)定后需復(fù)位有效。
2.4關(guān)于ONK-LS學(xué)習(xí)等基本參數(shù)請參照《ONK-LS伺服驅(qū)動器使用手冊》這里只介紹與輪切相關(guān)參數(shù)設(shè)定。
四,精確調(diào)試及調(diào)試要點:
參數(shù)設(shè)置完畢后應(yīng)再次確認,當(dāng)確認輸入?yún)?shù)正確無誤且無系統(tǒng)安全顧慮后開始調(diào)試。
在F480、F481=0的情況下以速度模式運行伺服電機,確認電機轉(zhuǎn)向是否與輪刀轉(zhuǎn)向一致,如相反不可改變輸入脈沖的方向使之調(diào)向,一定要通過改變伺服電機編碼器U、V、W方向來實現(xiàn),否則自動追標(biāo)功能將不可用。具體方法如下:
U →U-對調(diào) V →W-對調(diào) W → V-對調(diào)并將伺服驅(qū)動器輸出主線V、W對調(diào)。
1, 將F039設(shè)為1.1,激活伺服系統(tǒng),手動電機軸確認此時處于定位狀態(tài),如有不正常激磁渦流聲,應(yīng)適度調(diào)整電流回路的比例增益F470及積分增益F471.如果機械有不正常抖動或異聲,調(diào)整速度回路的比例增益F476(一般設(shè)為200)、速度回路的比例增益F473及積分增益。在此系統(tǒng)中F473的值應(yīng)在2000左右,以保證速度環(huán)的快速響應(yīng)。
2, 激活模擬進料功能,將模擬進料電位器接至AI3、5V AGND上,將F040設(shè)為25.xx
3, 慢慢旋轉(zhuǎn)電位器對系統(tǒng)模擬進料速度,此時系統(tǒng)開始與模擬送料速度同步運轉(zhuǎn)直至切下第一刀后,才開始正常運行。將剪切長度設(shè)為兩倍的輪刀周長,這時切刀一定是在朝上180°位置有一個停頓,調(diào)整電位器至最高轉(zhuǎn)速,觀察輪刀停頓時是否平穩(wěn)無抖動。
4, 連續(xù)運轉(zhuǎn)系統(tǒng),觀察輪切電機編碼器每轉(zhuǎn)脈沖數(shù)F468的值是否有變化,如有,說明說明編碼器受到干擾,找出干擾源并解決之。
5, 上紙實際裁切10次,對比剪切長度是否準(zhǔn)確,如果長度一致但±于設(shè)定長度,計算后并增減F527/526的值。例如:設(shè)定裁切800mm,實際裁切805mm。F531/530的值為16762,
16762÷805=20 用實際裁切誤差5mm×20=100 16762-100=16662 將此數(shù)輸入F531/530即可校準(zhǔn)。
6, 取消模擬送料,實際裁切并觀察實測送料編碼器F139的值,如有大范圍波動說明送料脈沖受到干擾,找出干擾源并解決之。
7, 利用伺服提供的實際裁切監(jiān)視參數(shù)F713/F712觀察實際裁切長度;觀測F889的值監(jiān)視實際裁切誤差。
調(diào)試要點:
1, 確保伺服驅(qū)動器和伺服電機的PG相連并可靠、獨立接入大地。
2, 確保裁切點信號傳感器、送料速度檢測編碼器、印刷點檢測傳感器質(zhì)量穩(wěn)定,抗干擾能力好,否則影響裁切精度,甚至系統(tǒng)無法正常工作。
3, 正確設(shè)定印刷點至裁切點距離F553/552、同步區(qū)角度F528、主測速編碼器脈波取樣時間F138的值以利提高精度。
4, 如高速裁切時出現(xiàn)過壓應(yīng)啟動F033=2并加裝制動電阻或加裝能耗回饋裝置。
五,應(yīng)用結(jié)果及客戶反饋:
經(jīng)過與多家紙袋機生產(chǎn)企業(yè)的合作案例分析得出結(jié)論,ONK輪切伺服在紙袋機上完全可以成功應(yīng)用并做到實際裁切速度120m/分鐘,裁切精度±0.5mm以內(nèi)。ONK伺服以其特有的經(jīng)濟適用、調(diào)試簡單方便等特點,滿足了客戶的工藝要求,在同一系統(tǒng)中同比進口產(chǎn)品為客戶節(jié)約了30%的成本且剪切速度、裁切精度相同。受到客戶的一致好評并建立了長期穩(wěn)定的合作關(guān)系。創(chuàng)造了良好的社會和經(jīng)濟效益。
