
【摘要】本文重點介紹臺達(dá)DVP-20PM運(yùn)動控制器強(qiáng)大的數(shù)控功能如直線插補(bǔ)功能,簡單描述高速外定子外繞線機(jī)工作原理、工藝要求及相關(guān)控制程式概要。
【Abstract】This paper introduces the key sets about the powerful numerical control function of DVP-20 PM motion controller, simple description of the stator winding outside the high-speed machine working principle, technique and related control program overview.
【關(guān)鍵詞】外定子運(yùn)動控制器;數(shù)控功能;G代碼;直線插補(bǔ)
本文介紹的是全自動多極外定子繞線機(jī),可以繞制不同規(guī)格的外定子線圈,外定子線圈如圖1所示。由于工藝比較特殊(每個極內(nèi)部空間小,外部空間大,在靠近內(nèi)側(cè)要少繞,外部要多繞),用過去20PM常用的電子凸輪功能實現(xiàn)繞排線,比較困難。用20PM的強(qiáng)大的數(shù)控功能實現(xiàn),簡單可靠。全程序只用一個G01直線插補(bǔ)功能,就實現(xiàn)了復(fù)雜的工藝控制。

圖1 外定子線圈
一般普通繞線機(jī)采用內(nèi)置脈沖功能的小型PLC,通過繞線軸編碼器速度輸出到PLC內(nèi)置高速輸入點,將繞線軸與排線軸的速比進(jìn)行簡單速度同步,這種方法受PLC運(yùn)算影響,同步精度差、計算量大、CPU處理時間較長,因此會出現(xiàn)繞線不均勻、堆積、塌陷等問題。
還有的繞線機(jī)控制方式,是用現(xiàn)在具有高速脈沖輸出,具有直線插補(bǔ)指令的定位型PLC控制。一是現(xiàn)在市面上類似的PLC大多單獨高速輸出可達(dá)100K,但一旦用插補(bǔ)指令速度都在10k左右,速度較低。再就是利用電腦數(shù)控板卡,數(shù)控系統(tǒng)控制,一是成本比較貴,在系統(tǒng)抗擾方面也需要謹(jǐn)慎處理,不利于工業(yè)現(xiàn)場環(huán)境。另外,現(xiàn)場編程人員不僅需要具有工業(yè)控制方面的經(jīng)驗,更需要有計算機(jī)軟件如C語言等知識。
臺達(dá)DVP-20PM00D是一款專用運(yùn)動控制型PLC,采用高速雙CPU結(jié)構(gòu)形式,利用獨立CPU處理運(yùn)動控制算法,可以很好地實現(xiàn)各種運(yùn)動軌跡控制、邏輯動作控制、直線/圓弧插補(bǔ)控制等,在高速繞線機(jī)中正是利用了20PM運(yùn)動控制器的直線插補(bǔ)功能很好的解決了上述繞線在換向時出現(xiàn)的繞制不均勻、堆積、不平整等問題。
過去用繞線機(jī)都用的20PM電子凸輪方式比較多,因為本工藝比較特殊,采用20PM數(shù)控功能實現(xiàn)。

1 高速多極外定子繞線機(jī)簡介
多極外定子繞線機(jī)是專用于各類多極外定子繞線的專業(yè)設(shè)備。設(shè)備繞線軌跡為矩形,自動排線,可以對槽寬較小的高槽滿率定子自動繞線,有效提高生產(chǎn)效率,提高產(chǎn)品質(zhì)量。
1.1 設(shè)備結(jié)構(gòu)
高速繞線機(jī)如圖2所示。

圖2 高速繞線機(jī)
(1) 機(jī)架
機(jī)架由角鋼框架及不銹鋼臺面組成,并設(shè)置腳輪便于移動,當(dāng)設(shè)備到位后可將支腳調(diào)低作為穩(wěn)定支撐。
(2) 張力機(jī)構(gòu)
安裝于進(jìn)線部分,作為繞線張力調(diào)節(jié),保證線圈繞制時維持張力恒定,張力調(diào)節(jié)器具有調(diào)節(jié)旋鈕可針對不同需求進(jìn)行張力調(diào)節(jié)設(shè)定,調(diào)整完畢后,張力調(diào)節(jié)器自動控制繞線張力。
(3) 繞線機(jī)構(gòu)
主要由臺達(dá)伺服電機(jī)、同步齒形帶、繞線飛叉組成,是繞制主軸,銅線經(jīng)過飛叉旋轉(zhuǎn)繞制于繞線模頭上,是繞線機(jī)主要運(yùn)動部件之一。
(4) 排線機(jī)構(gòu)
包括臺達(dá)伺服電機(jī)、精密直線螺桿、精密導(dǎo)軌、氣動滑叉等,是電子凸輪運(yùn)動中的排線從軸,在繞線運(yùn)動中跟隨繞線主軸正反向往復(fù)運(yùn)動實現(xiàn)排線動作,是繞線機(jī)主要運(yùn)動部件之一。
(5) 工作轉(zhuǎn)臺
由分度步進(jìn)電機(jī)、旋轉(zhuǎn)臺、線叉、繞線模頭組成。
(6) 剪線機(jī)構(gòu)
為氣動執(zhí)行機(jī)構(gòu),主要是將繞制完成的線圈兩端引線剪斷。
(7) 電氣控制
包含電氣控制箱、觸摸屏操作盒。采用DVP-20PM00D運(yùn)動控制器作為控制核心,觸摸屏作為人機(jī)交換機(jī)構(gòu),伺服電機(jī)作為執(zhí)行機(jī)構(gòu),實現(xiàn)轉(zhuǎn)軸與排線的精確控制,從而保證繞線的精度。
1.2 設(shè)備工藝流程
設(shè)備控制主要分為手動與自動模式。在手動模式下,可實現(xiàn)各軸歸原點,正反點動;在自動模式下,通過設(shè)定好相應(yīng)極數(shù),層數(shù)等參數(shù),實現(xiàn)整個產(chǎn)品的全自動控制。具體相關(guān)邏輯控制這里就不在贅述,不同的繞線其控制邏輯千差萬別,但是利用EH2強(qiáng)大的邏輯控制功能,可輕易實現(xiàn)復(fù)雜的邏輯控制。本文重點介紹如何用20PM的數(shù)控功能實現(xiàn)外定子線圈的繞制。因為不論何種形式的繞線機(jī),其最核心的控制就在于繞線與排線的精密控制。
1.3 電氣系統(tǒng)主要配置
電氣控制主要包括繞排線部分、步進(jìn)分度部分、氣缸動作控制部分。主要配置如表1所示。

表1 電氣系統(tǒng)主要配置
2 數(shù)控功能具體應(yīng)用介紹
本高速繞線機(jī)的主要控制功能在于20PM數(shù)控的應(yīng)用,使繞制產(chǎn)品的成品品質(zhì)及效率大大提高。以下對數(shù)控功能作簡單介紹:
(1)DVP20PM特色。多段速執(zhí)行及中斷定位,利用此項功能實現(xiàn)運(yùn)動的平滑性及準(zhǔn)確定位。64k步程序容量,100段運(yùn)動程序,滿足不同加工需求;在20PM中最大可設(shè)置100種運(yùn)動軌跡,同時利用64k的程序容量,預(yù)先將需要執(zhí)行的各種不同運(yùn)行曲線的G碼存儲在PLC中,當(dāng)需要加工某種規(guī)格時,可以采用文本顯示器、觸摸屏等來調(diào)用。支持G碼的直接匯入,當(dāng)采用CAM軟件生成文本格式的G碼后,可利用PMSOFT的匯入菜單直接匯入到PLC運(yùn)動程序中。脈沖輸入輸出采用差動方式,最高達(dá)500kHz,滿足了絕大多數(shù)應(yīng)用中速度的要求。支持手搖輪應(yīng)用,這是運(yùn)動控制中的一個基本功能,可做一些手動的調(diào)整。具備電子原點返回模式,在20PM內(nèi)存中加入了原點記憶功能,只要設(shè)定了電子原點,即使設(shè)備斷電,在下次上電后也可以輕松找到原點位置。支持PLC順序語言及定位語言(G碼與M碼),實現(xiàn)了通用PLC與數(shù)控技術(shù)的一個完美結(jié)合。配置運(yùn)動軌跡的離線仿真功能,在實際加工前利用該項功能可以檢查運(yùn)動程序是否存在問題,可及時減少錯誤發(fā)生,如圖3所示。
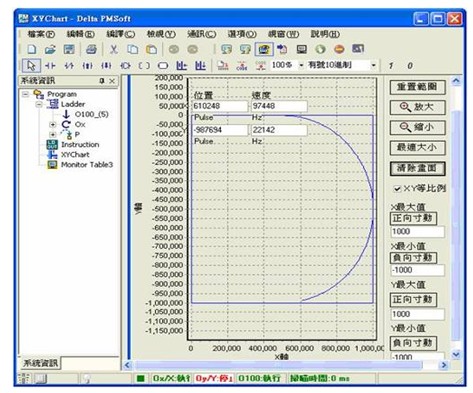
圖3 離線仿真器
(2)軸控方式。DVP 20PM是實現(xiàn)兩軸(X、Y軸)聯(lián)動插補(bǔ)的產(chǎn)品,支持?jǐn)?shù)控程序中的G碼功能指令,同時可以處理第三軸的動作。
20PM支持的G代碼功能如下:G0高速定位;G1雙軸聯(lián)動直線插補(bǔ);G2順時針圓弧插補(bǔ)(設(shè)定圓心位置);G3逆時針圓弧插補(bǔ)(設(shè)定圓心位置);G2順時針圓弧插補(bǔ)(設(shè)定半徑長度);G3逆時針圓弧插補(bǔ)(設(shè)定半徑長度);G4停頓時間;G90設(shè)定絕對坐標(biāo)系統(tǒng);G91設(shè)定相對坐標(biāo)系統(tǒng)。
3 外定子繞排線難點分析及程序概要

圖4 每極內(nèi)部空間小,外部空間大
由圖4可以看出每極內(nèi)部空間小,外部空間大,在靠近內(nèi)側(cè)要少繞,外部要多繞,如圖5為繞出效果。
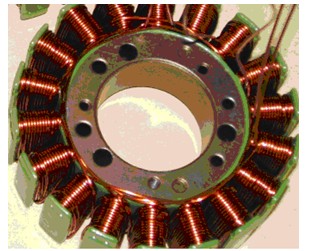
圖5 繞出效果
相應(yīng)的對每極排線要求如下:
排線形狀 繞線結(jié)束點,第四層
繞線起點,第一層
因為圓形定子,外面的空間大,里面空間小,所以靠外面要多繞線,里面少繞線。如圖6所示。

圖6 繞線示意圖
這要求每次到下一層時,先排預(yù)設(shè)的幾毫米,再按預(yù)定的匝數(shù)開始繞,每層都如圖7所示設(shè)定空位、匝數(shù)。
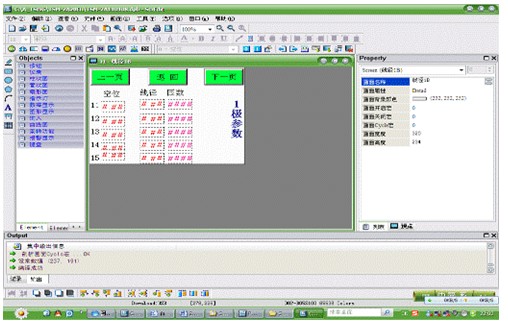
圖7 空位、匝數(shù)設(shè)定
用電子凸輪方式做,存在的難點主要在于:主軸是繞線軸,從軸是排線軸,主軸必須運(yùn)動,從軸才能開始運(yùn)動,從而使排線軸每次先走,不好實現(xiàn)。而用20PM的數(shù)控功能,激活OX運(yùn)動子程序,則可輕松實現(xiàn)。如圖8所示,每次X軸先排一空位,然后XY插補(bǔ),繞排到預(yù)定匝數(shù)。只用了一個直線插補(bǔ)指令,解決工藝難點。
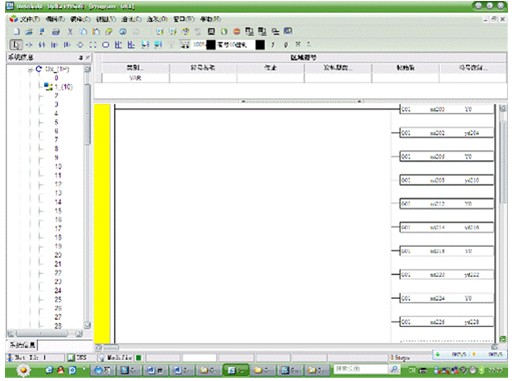
圖8 每次X軸先排一空位,然后XY插補(bǔ),繞排到預(yù)定匝數(shù)
用EH2作為主機(jī)執(zhí)行邏輯及順控,20PM作為從機(jī)數(shù)據(jù)交換十分便利,如圖9所示。
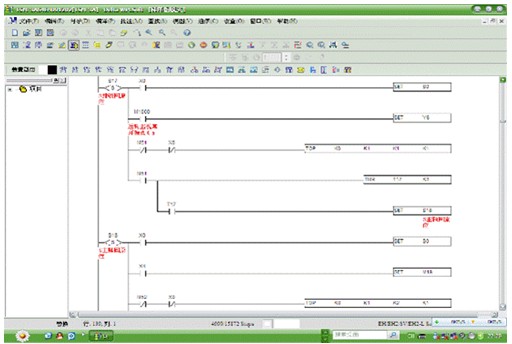
圖9 用EH2作為主機(jī)執(zhí)行邏輯及順控
4 結(jié)束語
客戶反映繞線質(zhì)量與效率有了大幅提升,繞制產(chǎn)品品質(zhì)達(dá)到用戶需求,臺達(dá)20PM電子數(shù)控功能成功應(yīng)用于高速外定子線圈繞線機(jī)中。在后續(xù)工作中,客戶準(zhǔn)備將20PM用于如轉(zhuǎn)子等其他繞線設(shè)備上。