
江漢大學(xué) 物理與信息工程學(xué)院 徐天奇 《伺服與運(yùn)動控制》第5期 供稿
1.特殊工作機(jī)械的工作要求
某客戶生產(chǎn)的PVC彩帶點(diǎn)印機(jī)其控制系統(tǒng)采用三菱E60數(shù)控系統(tǒng),其中彩帶放卷部分采用變頻器+三相電機(jī),定長控制和點(diǎn)印采用2伺服軸控制。該機(jī)械的動作要求是:
(1)以“放卷速度”為基準(zhǔn)速度,“定長控制軸”和“點(diǎn)印軸”做插補(bǔ)運(yùn)行。要求“定長控制軸運(yùn)行速度“與“放卷速度”相同。
(2)以下運(yùn)行參數(shù)可以在顯示屏上任意設(shè)置:
(a.)放卷速度;在操作面板上還可以可以隨時調(diào)節(jié)放卷速度;
(b)定長長度;(根據(jù)產(chǎn)品型號可修改定長長度)
(c)點(diǎn)印頭個數(shù);(根據(jù)產(chǎn)品型號可修改裝在點(diǎn)印軸上的點(diǎn)印頭個數(shù))
2.控制系統(tǒng)的解決方案
針對客戶工作機(jī)械的要求,經(jīng)過綜合分析E60數(shù)控系統(tǒng)的功能決定采用以下解決方案:
(1)將“放卷變頻器”作為數(shù)控系統(tǒng)的模擬主軸。E60數(shù)控系統(tǒng)自帶一“模擬輸出”接口,可以控制變頻主軸。這樣可以在加工程序中直接發(fā)出主軸運(yùn)行S指令設(shè)定變頻主軸的轉(zhuǎn)速。E60系統(tǒng)在手動方式下也可以發(fā)出S指令。
(2)在程序中發(fā)出S指令后,還可以通過操作面板上的旋鈕調(diào)節(jié)主軸速度,調(diào)節(jié)的精度可以通過PLC程序預(yù)先設(shè)定。
(3)主軸S指令通過變量進(jìn)行設(shè)置。插補(bǔ)軸的運(yùn)行速度也通過變量計算。通過變量計算使主軸運(yùn)行速度與定長控制軸的速度相等。這可以滿足工作機(jī)械的主要要求。
(4)定長長度,點(diǎn)印頭個數(shù)也設(shè)置為變量。滿足客戶可以隨時修改這些數(shù)值的要求。
(5)將所有這些變量計算編制為宏程序。在主程序運(yùn)行時調(diào)用宏程序以滿足運(yùn)行要求。
3.對模擬主軸速度的計算:
(1)主軸S指令
在機(jī)械結(jié)構(gòu)中,放卷壓輪的驅(qū)動鏈為“變頻器---普通三相電機(jī)---減速箱---放卷壓輪“其中變頻器可作為“模擬主軸”,其轉(zhuǎn)速可在加工程序中由S指令發(fā)出如下:
N10S1000M3
在以上程序段中,S1000就是主軸轉(zhuǎn)速指令,在加工程序中發(fā)出該指令后,系統(tǒng)經(jīng)過計算,(特別是需要計算主軸倍率調(diào)節(jié)等因素)發(fā)出模擬量信號電壓給變頻器。變頻器根據(jù)模擬量信號調(diào)節(jié)頻率驅(qū)動電機(jī)運(yùn)行。
(2)與主軸運(yùn)行相關(guān)的參數(shù)
與主軸運(yùn)行相關(guān)的參數(shù)如下:
#1039-----是否有主軸
#1024----模擬主軸連接
#1001-----主軸最大轉(zhuǎn)速
參數(shù)#1001與模擬量信號有重要關(guān)系。其意義是“在模擬信號=10V時的轉(zhuǎn)速”。因此,必須將該參數(shù)設(shè)置成為主軸電機(jī)在50HZ時的額定轉(zhuǎn)速。如果主軸電機(jī)在50HZ時的額定轉(zhuǎn)速=1480R/M,則設(shè)置#1001=1480;
這樣,在寫S指令時,寫入S1000,就可以獲得變頻驅(qū)動主軸電機(jī)=1000R/M。
(3)主軸倍率的影響。
NC系統(tǒng)還提供了主軸速度調(diào)節(jié)功能。即在設(shè)定了S指令后還可以通過外部旋紐調(diào)節(jié)主軸速度。這需要在PLC程序中處理。主軸倍率寄存器=R148。通過宏程序接口R74將主軸倍率設(shè)為#1033,則主軸最終實(shí)際速度(#2000)
#2000=S指令速度*主軸倍率
#2000=#100*#1033—————(1)
(變量定義及設(shè)置見5.1表1)
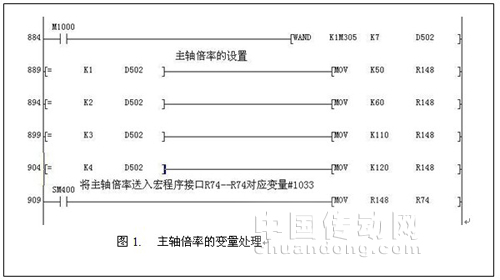
圖1.主軸倍率的變量處理
圖1.是將主軸倍率的數(shù)據(jù)通過宏程序接口轉(zhuǎn)變?yōu)楹瓿绦蜃兞?1033的PLC程序。這是在進(jìn)行宏程序計算時必須的變量。
(4)放卷電機(jī)壓輪實(shí)際線速度
#105=k*#2000--------------(2)
#105---放卷壓輪實(shí)際線速度
#2000=實(shí)際主軸轉(zhuǎn)速指令
K=(3.14*#102)/#101
#101=主軸減速比
#102=放卷壓輪直徑
K=(3.14*放卷壓輪直徑)/減速比
(當(dāng)機(jī)械系統(tǒng)確定后,K是個定值)
在進(jìn)行主軸壓輪線速度計算之前:必須設(shè)定
#101=主軸減速比
#102=放卷壓輪直徑
4.插補(bǔ)軸的合成速度和分量速度
4.1牽引電機(jī)的線速度計算
主軸線速度是整條生產(chǎn)線的基準(zhǔn)速度,牽引電機(jī)軸的速度必須與主軸線速度相等。這是設(shè)定插補(bǔ)軸線速度的原則:
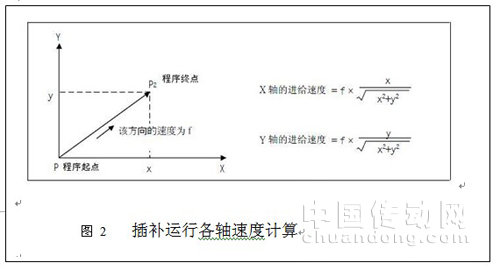
圖2插補(bǔ)運(yùn)行各軸速度計算
在如下程序中
N10S#100M3G91G01XA.YBF#115
F----指定的是插補(bǔ)運(yùn)行的合成速度。合成速度在X和Y軸上的分解速度,如下式所示:

A----X軸移動距離
B---Y軸移動距離
F---聯(lián)動速度
Fx----X軸速度
插補(bǔ)運(yùn)行的合成速度如下式:

而Fx必須與主軸壓輪線速度相等
Fx=K*#2000,則


(4)-----是用變量表示的合成速度計算公式
5變量設(shè)置及宏程序編制
5.1變量的設(shè)置
在宏程序運(yùn)行前必須設(shè)置下列變量:
|
序號 |
變 量 號 |
變 量 功 能 |
設(shè)置樣例 |
備 注 |
|
1 |
*#100 |
主軸S 指令 轉(zhuǎn)速 |
#100=1200 |
|
|
2 |
#2000 |
實(shí)際主軸轉(zhuǎn)速指令 |
計算 |
經(jīng)主軸倍率調(diào)節(jié) |
|
3 |
*#101 |
主軸減速比 |
#101=25 |
|
|
4 |
*#102 |
主軸壓輪直徑 |
#102=100 |
|
|
5 |
#105 |
主軸壓輪線速度 |
|
#105=k * #2000 |
|
|
|
|
|
|
|
|
*#107 |
齒距 |
#107= 8 |
X軸移動距離 |
|
|
*#109 |
點(diǎn)印頭數(shù) |
#109=6 |
|
|
|
#110 |
點(diǎn)印軸Y軸移動距離 |
計算 |
|
|
|
*#111 |
點(diǎn)印軸滾輪直徑 |
#111=120 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
#1000 |
2 軸聯(lián)動速度 |
|
|
|
|
|
|
|
|
帶*號的 初始變量必須設(shè)置,不能為零。否則會引起計算錯誤。
5.2 經(jīng)過對主軸壓輪線速度和插補(bǔ)軸相關(guān)變量的計算和設(shè)置,可以編制變量計算用宏程序如下:
變量計算宏程序:P9100
(#100----主軸轉(zhuǎn)速S指令(設(shè)定)
#101-----主軸減速比(設(shè)定)
#102------主軸壓輪直徑(設(shè)定)
#2000----主軸實(shí)際速度(R/M)( PLC 傳送 NC)
#105------主軸放卷輪線速度(計算)
#107-----齒距: X軸單節(jié)距離 (設(shè)定)
#109----點(diǎn)印頭數(shù) (設(shè)定)
#111-----點(diǎn)印軸滾輪直徑 (設(shè)定)
#110-----點(diǎn)印軸Y軸移動距離
#1000-----插補(bǔ)軸聯(lián)動速度)
N5 #2000=#100* #1033/100-------主軸實(shí)際速度(R/M)
N10 #105= (3.14*#102) / #101 * #2000------主軸放卷壓輪線速度
N20 #110=(3.14*#111) / #109------------計算點(diǎn)印軸滾輪移動距離
N30
—計算聯(lián)動速度
N100 S#100 M3
N200 G91 G01 X#107. Y#110 F#115
運(yùn)行效果:
通過使用變量和編制宏程序,使機(jī)床的柔性化加工功能大大增強(qiáng)。即使加工產(chǎn)品品種經(jīng)常變化,由操作工人通過對變量進(jìn)行簡單設(shè)置就可滿足要求。經(jīng)過一年多的試用,效果良好。受到使用方的贊許。