摘 要:主要介紹了PLC和觸摸屏在低封爐控制系統(tǒng)的應(yīng)用,著重介紹了PLC控制系統(tǒng)的硬件配置,以及軟件設(shè)計(jì)思想和程序結(jié)構(gòu),并介紹了利用GP577R觸摸屏實(shí)現(xiàn)上位監(jiān)控的功能。
關(guān)鍵詞:低封爐 PLC 觸摸屏
1 引言
低封爐是CRT生產(chǎn)過(guò)程中重要環(huán)節(jié)之一,主要用于通過(guò)焙燒使屏錐封接。它一般包括爐體、驅(qū)動(dòng)裝置、置換裝置及爐上欄桿踏臺(tái)等幾部分。爐體包括爐本體、網(wǎng)帶導(dǎo)軌、RC風(fēng)機(jī)以及加熱器等幾部分。爐本體由優(yōu)質(zhì)碳素鋼及不銹鋼組成,內(nèi)填保溫棉,循環(huán)風(fēng)道由不銹鋼內(nèi)腔板組成。RC風(fēng)機(jī)起攪拌作用,使?fàn)t內(nèi)溫度均勻性好。加熱器由優(yōu)質(zhì)電熱絲和不銹鋼框架組成,起到恒溫作用。驅(qū)動(dòng)部設(shè)有自動(dòng)張緊裝置及網(wǎng)帶跑偏調(diào)節(jié)機(jī)構(gòu),主要是通過(guò)變頻器實(shí)現(xiàn)網(wǎng)帶速度連續(xù)可調(diào),使工件在爐體內(nèi)勻速移動(dòng)。
下面以BMCC5L低封爐延長(zhǎng)為例說(shuō)明其控制系統(tǒng)部分的實(shí)現(xiàn),它主要包括低壓受電柜,3個(gè)加熱柜和溫控柜。其工作原理是:低壓受電柜提供爐上風(fēng)機(jī)、熱絲等電源,通過(guò)溫控柜內(nèi)的控溫器設(shè)定溫度,用控溫器的輸出控制加熱柜中的電力調(diào)整器,調(diào)整器的輸出控制加熱器,調(diào)整爐體溫度, 達(dá)到工藝要求溫度。在溫度控制柜內(nèi)有一套PLC系統(tǒng)和觸摸屏,實(shí)現(xiàn)整個(gè)系統(tǒng)自動(dòng)開機(jī),自動(dòng)關(guān)機(jī),故障隨時(shí)報(bào)警等功能,達(dá)到實(shí)時(shí)監(jiān)控的作用。本系統(tǒng)主要是完成14個(gè)加熱區(qū)的加熱絲、RC風(fēng)機(jī)、排風(fēng)機(jī)、冷風(fēng)機(jī)以及后8個(gè)區(qū)冷卻閥的控制。
2 控制系統(tǒng)硬件配置
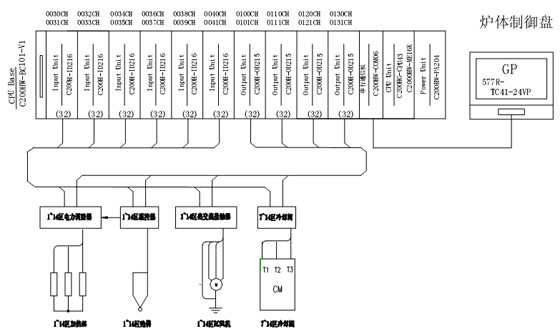 圖1 系統(tǒng)硬件配置框圖
圖1 系統(tǒng)硬件配置框圖
本系統(tǒng)共有260點(diǎn):數(shù)字量輸入162點(diǎn),數(shù)字量輸出98點(diǎn)。控制系統(tǒng)采用OMRON公司的C200HG-CPU43,屬于中型PLC,內(nèi)有RS232通訊口,它能滿足較高性能的要求。基板最多10個(gè)槽,這樣每個(gè)槽26點(diǎn),需要使用32點(diǎn)的模塊,所以輸入選用高密集型的C200H-ID216,輸出選用組2高密度晶體管輸出單元C200H-OD215,由此可知6個(gè)輸入模塊,4個(gè)輸出模塊。再者在該系統(tǒng)中增加一塊串性通信板C200HW-COM06,通過(guò)RS232口與觸摸屏通訊,達(dá)到人機(jī)交換。在監(jiān)控方面采用的是digital公司的GP577R-TC41-24VP,實(shí)現(xiàn)手動(dòng)控制和監(jiān)控報(bào)警。其系統(tǒng)硬件配置如下:
溫控柜面板上的控溫器控制低封爐爐溫,具有PID調(diào)節(jié)功能,與加熱柜內(nèi)的SCR電力調(diào)整器配合使用,可實(shí)現(xiàn)加熱器的電壓在0~100%范圍內(nèi)調(diào)節(jié),根據(jù)設(shè)定溫度與當(dāng)前溫度的差值,自動(dòng)調(diào)節(jié)輸出到加熱器上的電壓值,從而使?fàn)t內(nèi)溫度獲得精確控制。
加熱柜為低封爐的加熱器提供電源,內(nèi)裝有電力調(diào)整器,由溫度控制柜內(nèi)的溫控來(lái)自動(dòng)調(diào)節(jié)其輸出功率,達(dá)到控溫的目的。該部分別控制新增1~14區(qū)加熱。柜中,裝有空氣開關(guān)為新增1~14區(qū)電力調(diào)整器SCR提供電源。SCR調(diào)整器上裝有能夠顯示各相電壓,電流大小,輸出功率大小等的顯示面板。此面板還可以顯示出SCR調(diào)整器的異常狀態(tài)。
風(fēng)機(jī)動(dòng)力部分為低封爐的RC風(fēng)機(jī),以及排風(fēng)機(jī)、冷風(fēng)機(jī)提供電源,其電源通斷也由空氣開關(guān)控制。通過(guò)交流接觸器在給定電流范圍內(nèi)輸出到各風(fēng)機(jī),控制其運(yùn)行與停止。
3 控制系統(tǒng)軟件設(shè)計(jì)

圖2 溫控柜各控制按鈕
當(dāng)?shù)头鉅t總匯流排給電后,受電柜面板上電源指示燈亮,再依次給各加熱柜和溫控柜上電,相對(duì)應(yīng)的指示燈亮。本系統(tǒng)主要是根據(jù)溫控柜各按鈕如圖2,通過(guò)手動(dòng)或自動(dòng)模式完成爐上各區(qū)熱絲、風(fēng)機(jī)和冷卻閥的自動(dòng)啟動(dòng)和關(guān)閉,以及實(shí)時(shí)監(jiān)控其狀態(tài),是否有異常情況發(fā)生。系統(tǒng)控制流程如圖3所示。
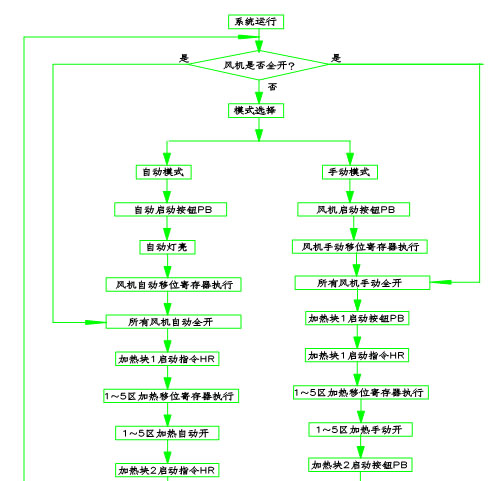
圖3 系統(tǒng)控制流程圖
為了節(jié)約篇幅在此不再給出梯形圖,下面對(duì)流程圖給予解釋。PLC上電后,首先判定各風(fēng)機(jī)是否全開,只有風(fēng)機(jī)全開才能使加熱絲工作。進(jìn)行模式選擇,主要有自動(dòng)和手動(dòng)兩種狀態(tài)。在自動(dòng)模式,按動(dòng)面板上自動(dòng)啟動(dòng)按鈕,自動(dòng)燈亮,這樣風(fēng)機(jī)自動(dòng)開移位寄存器運(yùn)行,各區(qū)風(fēng)機(jī)自動(dòng)逐次開。當(dāng)所有風(fēng)機(jī)全部工作后,加熱塊1自動(dòng)啟動(dòng),這樣1~5區(qū)加熱移位寄存器運(yùn)行,使得1~5區(qū)加熱絲開始工作。隨后加熱塊2自動(dòng)啟動(dòng),6~14區(qū)加熱移位寄存器運(yùn)行,使得6~14區(qū)加熱絲開始工作。從而根據(jù)工藝要求各區(qū)設(shè)定溫度進(jìn)行PID自動(dòng)調(diào)節(jié),直至滿足要求。當(dāng)需要停止生產(chǎn)時(shí),則要使熱絲和風(fēng)機(jī)停止工作。這樣按動(dòng)控制柜上自動(dòng)停止按鈕,這樣各區(qū)熱絲逐次停止工作。此時(shí)進(jìn)行自動(dòng)停計(jì)時(shí),時(shí)間到自動(dòng)停止各區(qū)風(fēng)機(jī)。
在手動(dòng)模式下,首先按動(dòng)面板上風(fēng)機(jī)啟動(dòng)按鈕,使得各區(qū)風(fēng)機(jī)逐次開。當(dāng)所有風(fēng)機(jī)全部正常工作后,再按動(dòng)面板上的加熱塊1啟動(dòng)按鈕,1~5區(qū)熱絲開始工作。同樣按動(dòng)加熱塊2啟動(dòng)按鈕,6~14區(qū)熱絲也開始工作。系統(tǒng)穩(wěn)定后,工件可以進(jìn)行陪燒。當(dāng)需要停止時(shí),則要按動(dòng)加熱塊1停止按鈕,1~5區(qū)熱絲開始停止。按動(dòng)加熱塊2停止按鈕,6~14區(qū)熱絲也開始停止加熱。當(dāng)熱絲全部停下來(lái)時(shí),按動(dòng)風(fēng)機(jī)停止按鈕,則各區(qū)風(fēng)機(jī)依次停止運(yùn)轉(zhuǎn)。直到下一次啟動(dòng)。
如果在生產(chǎn)過(guò)程中工件出現(xiàn)異常情況,按動(dòng)非常停止按鈕,網(wǎng)帶停止轉(zhuǎn)動(dòng),進(jìn)行緊急處理。并且任何區(qū)熱絲或風(fēng)機(jī)出現(xiàn)異常情況,在控制柜上或觸摸屏上都有對(duì)應(yīng)的顯示,及其相應(yīng)的聲光報(bào)警,通知操作人員。
4 監(jiān)控系統(tǒng)說(shuō)明
本系統(tǒng)使用DIGITAL公司GP577R-TC41-24VP型觸摸屏作為上位監(jiān)控,可以實(shí)時(shí)的顯示現(xiàn)場(chǎng)信號(hào)、實(shí)時(shí)報(bào)警并對(duì)控制點(diǎn)進(jìn)行控制。監(jiān)控系統(tǒng)由5個(gè)窗口組成:系統(tǒng)主畫面窗口、加熱區(qū)RC風(fēng)機(jī)運(yùn)轉(zhuǎn)畫面、加熱區(qū)熱絲運(yùn)轉(zhuǎn)畫面、冷卻閥運(yùn)轉(zhuǎn)畫面、設(shè)備故障履歷畫面。五個(gè)窗口之間建立了鏈接,通過(guò)窗口中的按鈕進(jìn)行切換,并與PLC建立變量之間連接,通過(guò)觸摸屏實(shí)時(shí)顯示相應(yīng)的狀態(tài)信息,構(gòu)成系統(tǒng)整體監(jiān)控。
現(xiàn)以系統(tǒng)主畫面為例,說(shuō)明監(jiān)控畫面的功能。系統(tǒng)主畫面分為兩個(gè)區(qū)域:燈部件區(qū)域和開關(guān)部件區(qū)域。燈部件區(qū)域在畫面的左部,使用PLC的I/O點(diǎn)作為監(jiān)控顯示,當(dāng)這些監(jiān)控點(diǎn)狀態(tài)為ON時(shí),顯示綠色,當(dāng)為OFF時(shí)顯示白色。從而表明原柜和新柜以及網(wǎng)帶當(dāng)前狀態(tài)是在自動(dòng)狀態(tài)還是收動(dòng)狀態(tài),是運(yùn)行還是停止,是正常還是異常。開關(guān)部件區(qū)域主要是作為選擇按鈕,當(dāng)觸摸這些按鈕是就會(huì)切換到相關(guān)的頁(yè)。異常發(fā)生按鈕主要是監(jiān)控系統(tǒng)是否有異常狀況發(fā)生,如有顯示紅色,觸摸可調(diào)轉(zhuǎn)到故障畫面,顯示哪個(gè)設(shè)備出現(xiàn)何種故障。觸摸冷卻閥按鈕,就會(huì)跳轉(zhuǎn)到冷卻閥運(yùn)轉(zhuǎn)畫面,顯示各冷卻閥的開閉狀態(tài),是否故障。觸摸風(fēng)機(jī)手動(dòng)按鈕,切換到加熱區(qū)RC風(fēng)機(jī)運(yùn)轉(zhuǎn)畫面,顯示各區(qū)風(fēng)機(jī)是否在運(yùn)行狀態(tài),有無(wú)異常情況發(fā)生,對(duì)應(yīng)區(qū)的風(fēng)機(jī)是開還是關(guān)。觸摸加熱手動(dòng)按鈕,切換到加熱區(qū)熱絲運(yùn)轉(zhuǎn)畫面,該畫面主要是顯示各區(qū)熱絲是否在運(yùn)行狀態(tài),有無(wú)異常情況發(fā)生,對(duì)應(yīng)區(qū)的熱絲是加熱還是停止。觸摸設(shè)備故障履歷按鈕,就會(huì)顯示何時(shí)發(fā)生報(bào)警,何時(shí)恢復(fù),是否確認(rèn)。并且在五個(gè)窗口中都可以互相切換,方便監(jiān)控。
 圖4 觸摸屏主菜單畫面
圖4 觸摸屏主菜單畫面
5 結(jié)束語(yǔ)
本系統(tǒng)已投入實(shí)際運(yùn)行,性能穩(wěn)定可靠,較好滿足工藝要求。PLC作為系統(tǒng)的主控制器在安全可靠性以及網(wǎng)絡(luò)互連性方面有其獨(dú)特的優(yōu)越性,觸摸屏人機(jī)界面系統(tǒng)在靈活性和友好性有其出色的體現(xiàn),從而是自動(dòng)化程度得到進(jìn)一步提高。但本系統(tǒng)在與其他控制系統(tǒng)通訊方面還存在局限性,通過(guò)電纜信號(hào)線將原柜和新柜的主要信號(hào)相連接信號(hào)交換有限,也不能實(shí)現(xiàn)與入口控制系統(tǒng)、出口控制系統(tǒng)、置換控制系統(tǒng)進(jìn)行完全通信,不便于操作人員獲得充分信息。解決方法之一可以在各自的PLC模塊中增加LINK單元,實(shí)現(xiàn)各PLC之間通訊,更好的完成整個(gè)系統(tǒng)的控制。
參考文獻(xiàn)
[1]OMRON公司.OMRON可編程序控制器C200HX/C200HG/C200HE安裝手冊(cè).1997年1月修訂
[2] OMRON公司.OMRON可編程序控制器C200HX/C200HG/C200HE編程手冊(cè).1997年1月修訂
[3]無(wú)錫天任電子有限公司.Digital Pro-face GP-PRO/PBⅢ for Windows 操作手冊(cè).
