
摘 要:高速絞線機(jī)屬于線纜機(jī)械。項(xiàng)目在極短的時(shí)間內(nèi)將整套系統(tǒng)開發(fā)成功,比較上一代產(chǎn)品在控制方式及操作方面有的改善,得到用戶的認(rèn)可與重視。臺(tái)達(dá)的機(jī)電產(chǎn)品齊全,具有很高的性價(jià)比,同時(shí)周到的技術(shù)支持和服務(wù)體系贏得了客戶的青睞。本文著重介紹高速絞線機(jī)的工作原理、工藝要求、系統(tǒng)配置等內(nèi)容。
關(guān)鍵詞: 高速絞線機(jī) 線纜行業(yè) 張力跟蹤
1 引言
高速絞線機(jī)的用途主要是對(duì)多股裸銅線、鍍錫線、漆包線進(jìn)行絞合。控制系統(tǒng)包括人機(jī)界面、PLC、變頻器。控制難點(diǎn)在于張力控制,各種保護(hù)措施等等。與上一代系統(tǒng)相比具有張力的自動(dòng)跟蹤、主軸的潤(rùn)滑方式、機(jī)內(nèi)無污設(shè)計(jì)、過線方式、友好的人機(jī)界面、機(jī)器配置、緊壓裝置、導(dǎo)入品保體系等等特點(diǎn)。
2 系統(tǒng)架構(gòu)設(shè)計(jì)
2.1硬件配置設(shè)計(jì)
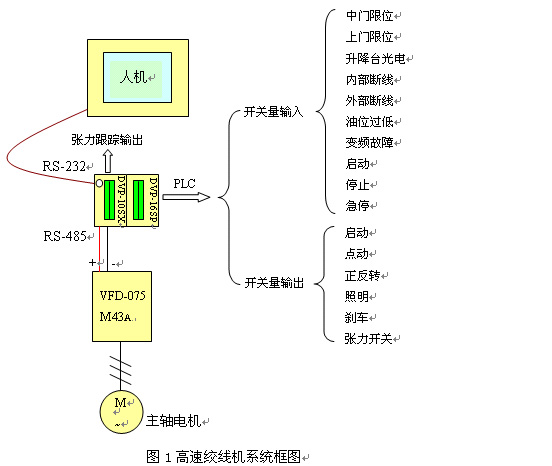
參見系統(tǒng)框圖(圖1)。硬件設(shè)計(jì)包括人機(jī)界面+PLC+變頻器+磁粉離合器。
2.2工藝要求及技術(shù)參數(shù)
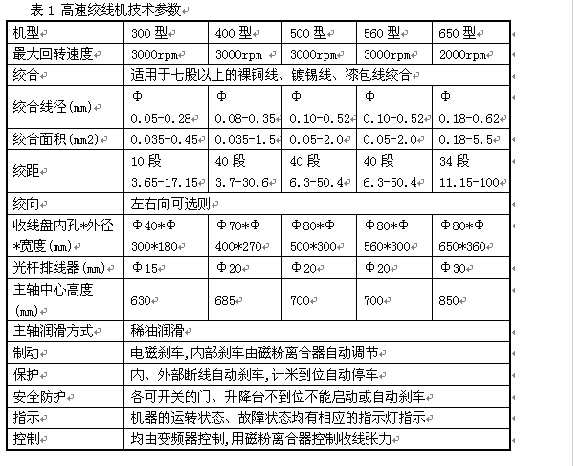
(1)技術(shù)參數(shù)。高速絞線機(jī)分為以下幾種機(jī)型:300型/400型/500型/560型/650型,技術(shù)參數(shù)如表1所示。
3工藝分析
3.1張力跟蹤
張力跟蹤采用進(jìn)口的磁粉離合器,根據(jù)當(dāng)前的計(jì)長(zhǎng)占人機(jī)界面上設(shè)定的總長(zhǎng)的比例,同時(shí)結(jié)合卷徑比的設(shè)定,自動(dòng)通過PLC計(jì)算磁粉離合器應(yīng)當(dāng)輸出的轉(zhuǎn)距,進(jìn)行張力的自動(dòng)跟蹤和初始張力的設(shè)定。卷徑比的設(shè)定從1.7-3.1,卷徑比的不同影響轉(zhuǎn)距輸出的最大值。張力的自動(dòng)跟蹤是為了保證收線盤從空芯卷徑到滿卷卷徑的過程中恒張力,避免導(dǎo)致導(dǎo)體延伸損耗和因?yàn)槭站€張力不穩(wěn)定而導(dǎo)致跳股、斷線。
3.2通訊控制
通訊控制:主軸變頻器頻率給定和主軸電機(jī)當(dāng)前運(yùn)行轉(zhuǎn)速通過RS485通訊。
3.3卷徑比控制
卷徑比:卷徑比的設(shè)定值為1.7、1.9、2.1、2.3、2.5、2.7、2.9、3.1。卷徑比為1.7張力設(shè)定為8檔,即將磁粉離合器能提供的最大轉(zhuǎn)距8等分。隨著計(jì)長(zhǎng)的不斷增加,按照計(jì)長(zhǎng)在線總長(zhǎng)設(shè)定中所占的比例,使輸出轉(zhuǎn)距逐漸增大.卷徑比為1.9,張力設(shè)定為10檔;卷徑比為2.1,張力設(shè)定為12檔;卷徑比為2.3,張力設(shè)定為14檔;卷徑比為2.5,張力設(shè)定為16檔;卷徑比為2.7,張力設(shè)定為18檔;卷徑比為2.9,張力設(shè)定為20 檔。卷徑比為3.1,張力設(shè)定為22檔。自動(dòng)計(jì)長(zhǎng),滿卷自動(dòng)停車。
3.4主軸潤(rùn)滑
采用機(jī)油潤(rùn)滑方式,自然循環(huán)冷卻,保證主軸在3000rpm時(shí)的有效潤(rùn)滑,避免機(jī)械摩擦損耗,延長(zhǎng)主軸使用壽命,降低運(yùn)轉(zhuǎn)噪音。
3.5張力設(shè)定
要求能在人機(jī)界面上直觀的輸入張力的大小,單位:牛頓.張力在收卷盤頭從空芯卷徑到滿卷卷徑變化的過程中張力保持恒定。因此由磁粉離合器控制的輸出轉(zhuǎn)距應(yīng)當(dāng)由小到大的變化,張力跟蹤也是由小到大漸變的過程。
3.6壓緊裝置
工藝上要求有效的降低絕緣材料的損耗.機(jī)器內(nèi)設(shè)三道壓緊裝置,保證導(dǎo)體絞合后的圓整度,保障薄壁絕緣線的產(chǎn)品特性,有效的降低絕緣材料的損耗。
3.7導(dǎo)入品保自動(dòng)化體系
張力控制由卷徑比,自動(dòng)分配張力等級(jí)即最大輸出轉(zhuǎn)距值。可以根據(jù)線總長(zhǎng)設(shè)定,系統(tǒng)自動(dòng)將工藝參數(shù)進(jìn)行配置,保證絞線的成批品質(zhì)。
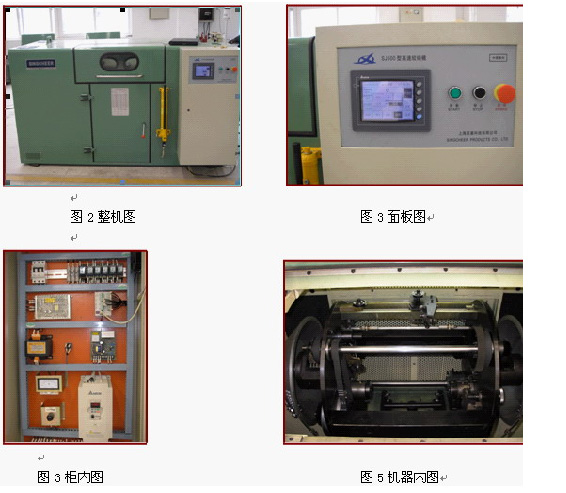
4整機(jī)系統(tǒng)圖片
參見圖2、3、4、5。
5 調(diào)試過程
5.1初調(diào)試
主要是將變頻器的參數(shù)進(jìn)行相應(yīng)的設(shè)置。
P00—3 P24—1 P89—01
P01—2 P25—420 P92—0
P03—50 P26—180
P04—50 P27—180
P05—380 P28—40
P06—3 P30—33
P07—25 P31—2.00
P08—3 P36—50.00
P09—25 P37—0
P10—10 P38—1
P11—5 P88—1
5.2模擬板校準(zhǔn)
OFFSET/GAIN進(jìn)行調(diào)整。首先將0電壓輸入的時(shí)候?qū)⒛M板輸出調(diào)整為0;將24v電壓輸入時(shí),模擬板的輸出電壓調(diào)整成10v,調(diào)整GAIN。
5.3通訊測(cè)試
將PLC和變頻器的通訊調(diào)整成功。寫頻率只在速度進(jìn)行改變時(shí)才通訊一次;當(dāng)主軸運(yùn)轉(zhuǎn)時(shí),對(duì)變頻器的運(yùn)轉(zhuǎn)頻率進(jìn)行實(shí)時(shí)的讀取,并將相應(yīng)的運(yùn)行的頻率轉(zhuǎn)換成電機(jī)的轉(zhuǎn)速。
5.4啟動(dòng)和點(diǎn)動(dòng)的測(cè)試
系統(tǒng)啟動(dòng)有兩種方式。方式一:自動(dòng)啟動(dòng);方式二:點(diǎn)動(dòng).自動(dòng)啟動(dòng)即啟動(dòng)后,主軸速度由零自動(dòng)升速至設(shè)定的轉(zhuǎn)速。點(diǎn)動(dòng)是工藝上要求在檢修設(shè)備和每次穿線時(shí)進(jìn)行操作的。點(diǎn)動(dòng)的速度也可以通過通訊的方式進(jìn)行設(shè)定。
5.5根據(jù)設(shè)定的卷徑比和線總長(zhǎng)的設(shè)定
在自動(dòng)啟動(dòng)的狀態(tài)下,監(jiān)控PLC中D1117的當(dāng)前值,觀察電柜中的電流表,從人機(jī)界面上記錄當(dāng)前的計(jì)長(zhǎng)值,計(jì)算當(dāng)前的計(jì)長(zhǎng)值占總長(zhǎng)設(shè)定的比例;比較改比例與D1117與最大值之間的比例是否大致吻合。并且讓機(jī)器長(zhǎng)時(shí)間的運(yùn)行,觀察隨著計(jì)長(zhǎng)的不斷增大,D1117的當(dāng)前值是否也隨之增大,并且比例是否同步。
5.6保護(hù)措施在自動(dòng)運(yùn)行當(dāng)中效果測(cè)試
逐項(xiàng)進(jìn)行測(cè)試。并且按照要求,點(diǎn)動(dòng)時(shí)有些保護(hù)也是起作用的。在進(jìn)行該步測(cè)試時(shí),一定要嚴(yán)格,否則一旦有失誤會(huì)造成很嚴(yán)重的后果。
5.7清零
高速計(jì)數(shù)要及時(shí)清零。否則計(jì)長(zhǎng)不準(zhǔn),直接影響張力跟蹤的效果。
6結(jié)束語
臺(tái)達(dá)的機(jī)電產(chǎn)品人機(jī)界面、PLC、變頻器、伺服、溫控、數(shù)控等基礎(chǔ)自動(dòng)化平臺(tái)功能精致,而且具有非常高的性價(jià)比。依靠中達(dá)FAE的技術(shù)優(yōu)勢(shì),能夠根據(jù)客戶的需要為客戶提供完整的系統(tǒng)方案和配置,正在轉(zhuǎn)變成為系統(tǒng)集成方案以及OEM推廣產(chǎn)品應(yīng)用綜合服務(wù)領(lǐng)域。