
《伺服與運動控制》2012第1期 浙江工業(yè)大學(xué) 李坤 供稿
第一章引言
真空成型機是一種采用熱成型工藝對冰箱內(nèi)膽進(jìn)行加工生產(chǎn)的大型設(shè)備。成型機的設(shè)計和制造在它的生產(chǎn)涉及了控制理論、熱成型工藝學(xué)、材料學(xué)、紅外輻射、熱傳導(dǎo)、總線通信、氣壓液壓傳動以及機械傳動等多學(xué)科的知識,成型機是多學(xué)科知識交叉和融合的集中體現(xiàn)。長期以來,我國塑料加工成型機的技術(shù)水平一直落后于日本、美國、德國等國家。雖然我國也能進(jìn)行成型機的設(shè)計和生產(chǎn),但是在設(shè)備的自動化程度、安全性、穩(wěn)定性和速度等指標(biāo)上還遠(yuǎn)達(dá)不到歐美日等國家的水平,這使得國內(nèi)高端成型機的市場長期被幾大國外品牌所占據(jù),造成了大量的外匯開支。
針對當(dāng)前我國各行各業(yè)雖然比較齊全,但是設(shè)計水平還不是很高的現(xiàn)狀,國家提出了建設(shè)創(chuàng)新型社會的號召,鼓勵對于國外先進(jìn)技術(shù)的消化吸收和再創(chuàng)新,以改變我國各行業(yè)大而不強的面貌。本項目的實施和本文的最終完成就是在這種大環(huán)境下進(jìn)行的。本文重點并詳細(xì)介紹了真空成型機控制系統(tǒng)中傳動部分的控制方法。
第二章工藝流程及控制要求
真空成型機是對薄軟非金屬材料(主要是熱塑性塑料)用模具進(jìn)行熱成型加工的大型設(shè)備。在電冰箱生產(chǎn)線,主要用于生產(chǎn)電冰箱和半導(dǎo)體電子冰箱的內(nèi)膽(冷藏室和冷凍室箱體),是冰箱生產(chǎn)線上的重要設(shè)備。由于真空成型機體型龐大、工藝復(fù)雜,并且涉及到電氣、機械、氣壓與液壓傳動等多學(xué)科的知識,使得成型機具有投資大、控制難度高、維護(hù)要求高等特點。目前高質(zhì)量的真空成型機主要依賴進(jìn)口。
如圖1所示為四工位真空成型機。
四工位真空成型機,“四工位”我們可以理解為四個工段,即一張片材要先后經(jīng)過四個工段的加工后才能得到制品,也就是冰箱內(nèi)膽。這四個工段分別是

下面我將分別介紹一下這四個工段,以使讀者對四工位真空成型機有一個大概的了解。
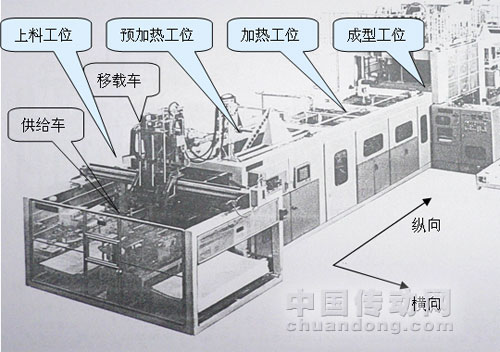
圖1四工位真空成型機圖樣
上料工位
上料工位用于存放設(shè)備進(jìn)行生產(chǎn)所用的片材(主要是ABS和HIPS兩種熱塑性材料,加工尺寸最大為1860*900mm,最小為1100*535mm),并按照一定的生產(chǎn)工序要求,將片材送到下一工位:預(yù)加熱工位。上料工位主要包括兩部分,一是移載車,二是供給車。移載車做橫向運動,用于將分布在設(shè)備兩側(cè)的片材放置到供給車上;供給車做縱向運動,用于將片材送到下一工位:預(yù)加熱工位。
預(yù)加熱工位
預(yù)加熱工位用來對從上料工位運來的,待加工成型的片材進(jìn)行預(yù)加熱,以使片材能得到初步軟化,并節(jié)省最終加熱時間,見圖2(a)。對片材加熱所用加熱器為淺野研究所開發(fā)出的快速反應(yīng)加熱器(PAT),這種加熱器以紅外加熱瓦為基本單位,采取了遠(yuǎn)紅外線輻射的方式對塑料進(jìn)行加熱,不需熱傳介質(zhì)傳遞,熱效率良好,并可以根據(jù)加熱狀況和控制條件隨時調(diào)整發(fā)熱量,節(jié)約電能。
在預(yù)加熱工位,加熱是由上、下加熱器共同作用的,上、下加熱器各有98塊加熱瓦(0.4kw),功率分別為39.2kw。加熱工位片材在預(yù)加熱工位得到了初步的加熱,并有所軟化,在經(jīng)過一定的加熱時間后,片材進(jìn)入加熱工位。在這里,片材在上、下兩塊加熱器的共同作用下,得到更進(jìn)一步的、深度的加熱。通過這種深度的加熱,可以使片材最終的軟化程度達(dá)到成型的要求,這時,片材的中間部位軟化最為嚴(yán)重,這個區(qū)域會向下彎曲,使得片材形狀呈碗形,參見圖2(b)。
加熱工位所用加熱器與預(yù)加熱工位相同,只是加熱瓦數(shù)量比預(yù)加熱工位更多,功率也比預(yù)加熱工位更大。在加熱工位,上、下加熱器分別有144塊加熱瓦,功率分別為57.6kw。
3.成型定位
加熱工位的下一個工段是成型工位。片材在經(jīng)過預(yù)加熱工位和加熱工位的加熱,并且片材的軟化程度達(dá)到成型規(guī)定的要求后,將會在成型工位處得到加工,并最終得到冰箱內(nèi)膽制品。
成型工位部分主要包括上、下平臺,凸、凹模具,以及配套的真空、壓空、冷卻系統(tǒng)等。其中,凸、凹模具能互相吻合,凸模具固定在上平臺,凹模具固定在下平臺上,平臺的移動靠液壓系統(tǒng)來控制,模具隨著平臺的運動而運動。當(dāng)軟化后的片材移動到成型工位并固定后,上、下平臺相向運動,下平臺首先與片材接觸并形成一個密閉的空間,并抽真空,使得片材進(jìn)一步彎曲,對片材起到預(yù)拉伸的作用,當(dāng)上平臺也與片材接觸并形成密閉空間后,抽真空,同時下平臺改為充入壓縮氣體,使片材緊貼在模具上,最后冷卻,脫模,得到內(nèi)膽制品。具體成型過程可參見圖2(c)(d)(e)。
2.3控制要求
1.設(shè)備具有手動和自動兩種狀態(tài)。
手動狀態(tài)下,操作人員可以通過按鈕來控制成型機的動作,如移載車前進(jìn)、
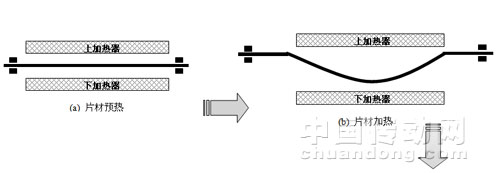

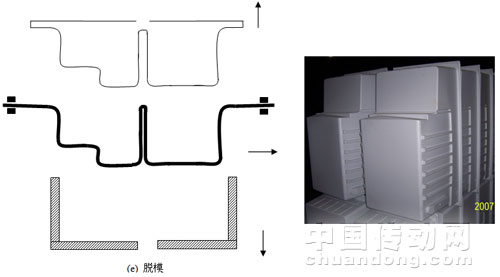
圖2片材成型過程示意圖
后退;供給車前進(jìn)、后退;平臺上升、下降等,手動按鈕用于設(shè)備的調(diào)試,以及某些緊急情況下的應(yīng)急處理。
自動狀態(tài)是成型機控制系統(tǒng)的主要運行方式,在自動狀態(tài)下,片材的吸取、加熱、成型完全依靠控制器按照設(shè)定的程序來運行,不需要人工干預(yù),即一種完全自動化流水線的生產(chǎn)狀態(tài),操作人員只需在成型工位處將不斷成型的制品取出便可。
2.設(shè)備具有正常停止和緊急停止功能
因為成型機在運行期間采用循環(huán)工作方式,只有在工作結(jié)束時才能停止,這時,設(shè)備要能根據(jù)控制器的命令自動停止系統(tǒng)運行;而緊急停止則用于緊急情況的處理,當(dāng)這一功能生效時,加熱器、平臺等成型機所有部件立即停止運行。
3.設(shè)備要有報警功能,當(dāng)設(shè)備發(fā)生聯(lián)鎖故障或是其它嚴(yán)重錯誤時,系統(tǒng)要具有聲光報警,提醒操作人員發(fā)生故障,并能用一定的故障碼來表示一定的故障。
4.通訊系統(tǒng)應(yīng)該滿足如下要求:
數(shù)字量采集周期<0.1s;
模擬量采集周期<0.2s;
控制命令響應(yīng)時間:①控制命令回答響應(yīng)時間
②接受執(zhí)行命令到執(zhí)行控制的響應(yīng)時間<1s;
③報警或事件產(chǎn)生到畫面顯示和發(fā)出的響應(yīng)時間<0.5s。
第三章數(shù)控伺服系統(tǒng)設(shè)計
真空成型機包括四個工位,即上料、預(yù)加熱、加熱、成型。每一工位片材或成品的移動是靠橫貫于這四個工位的兩條鏈條帶動來實現(xiàn)的,當(dāng)需要片材往前移動時,由鏈條的鏈齒夾住片材向前運動。在生產(chǎn)中,鏈條的移動需要滿足一定的控制要求,如鏈條的控制設(shè)備起動及低速運行時要具有較大轉(zhuǎn)矩,過載能力強,具有較寬的調(diào)速范圍,而且要響應(yīng)速度快,能急起急停,準(zhǔn)確定位等。一般通用型的變頻器,即使加編碼器構(gòu)成閉環(huán)控制,也不能完全滿足上述要求。在這種情況下,采用伺服控制是最佳的選擇,由于伺服電機的材料、結(jié)構(gòu)和加工工藝要遠(yuǎn)遠(yuǎn)高于一般的交流異步電機,伺服控制系統(tǒng)輸出轉(zhuǎn)矩大,過載能力強,穩(wěn)定性好,控制精度高,響應(yīng)快,伺服系統(tǒng)能較好地滿足系統(tǒng)控制要求。在本系統(tǒng)中選擇的伺服系統(tǒng)是FANUCPowerMate-A-20S,其中,PowerMate-A指的是伺服控制器型號,20S指的是伺服電機型號,即FANUC公司S系列交流伺服電機中的20S子系列。
嚴(yán)格意義上來說,在本系統(tǒng)中,鏈條的控制是靠數(shù)控系統(tǒng)來完成的,伺服系統(tǒng)只是數(shù)控系統(tǒng)的一部分,它負(fù)責(zé)將數(shù)控系統(tǒng)與機床(指鏈條)連接起來,并準(zhǔn)確地執(zhí)行CNC系統(tǒng)發(fā)來的運動命令,按照要求驅(qū)動機床(鏈條)。因此,如果說CNC系統(tǒng)是數(shù)控系統(tǒng)的“大腦”,那么,伺服驅(qū)動部分便是數(shù)控系統(tǒng)的“四肢”,執(zhí)行機構(gòu)。下面我將結(jié)合實際系統(tǒng)簡要介紹數(shù)控和伺服方面的知識。
數(shù)控技術(shù),簡稱數(shù)控(NumericalControl—NC),是利用數(shù)字化信息對機械運動及加工過程進(jìn)行控制的一種方法,由于現(xiàn)代數(shù)控都采用了計算機進(jìn)行控制,因此,也可稱為計算機數(shù)控(ComputerizedNumericalControl—CNC),而用來實現(xiàn)數(shù)字化信息控制的硬件和軟件的整體成為數(shù)控系統(tǒng)(NumericalControlSystem),數(shù)控系統(tǒng)是數(shù)控機床的核心部分,數(shù)控機床在數(shù)控系統(tǒng)的控制下,自動地按給定的程序進(jìn)行機械零件的加工,在本系統(tǒng)中,表現(xiàn)為鏈條在數(shù)控系統(tǒng)的控制下,按照要求在合適的時間,以一定的速度前進(jìn)或后退。
數(shù)控系統(tǒng)由用戶程序、輸入輸出設(shè)備、計算機數(shù)控裝置(CNC)、可編程控制器(PMC)、主軸驅(qū)動裝置和進(jìn)給驅(qū)動裝置、位置檢測裝置等組成,其中,數(shù)控裝置(CNC)是數(shù)控系統(tǒng)的核心。如圖3所示為數(shù)控系統(tǒng)基本組成。
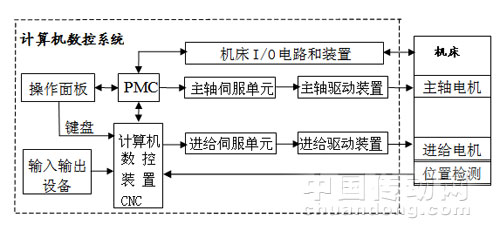
圖3數(shù)控系統(tǒng)基本組成
3.1數(shù)控裝置CNC
從自動控制的角度來看,數(shù)控系統(tǒng)是一種位置(軌跡)控制系統(tǒng),其本質(zhì)上是以多執(zhí)行部件(各運動軸)的位移量為控制對象并使其協(xié)調(diào)運動的自動控制系統(tǒng),而CNC則是數(shù)控系統(tǒng)的中央控制器,對于我們的數(shù)控系統(tǒng)來說,F(xiàn)ANUCPowerMate-A便是系統(tǒng)的CNC,只不過PowerMate-A除了包含狹義上的數(shù)控裝置(CNC)外,還將伺服放大器、PMC等集成在了一起,可見圖3所示。
3.1.1CNC裝置的功能
CNC裝置通過硬件和軟件的緊密結(jié)合,可以實現(xiàn)諸如以下功能:
控制功能
CNC能控制的軸數(shù)和能聯(lián)動控制的軸數(shù)是CNC的主要性能指標(biāo)之一。一般數(shù)控車床只需2軸控制(2軸聯(lián)動),聯(lián)動控制軸數(shù)越多,CNC系統(tǒng)就越復(fù)雜,編程也越困難。在我們的系統(tǒng)中,因為只需要控制鏈條在縱向方向上的前進(jìn)運動,故CNC采用單軸控制即可滿足要求。
準(zhǔn)備功能(G功能)
用來指揮機床動作方式,如基本移動、坐標(biāo)設(shè)定、基準(zhǔn)點返回、固定循環(huán)、程序暫停等。
插補功能
插補功能是數(shù)控系統(tǒng)實現(xiàn)零件輪廓(平面或空間)加工軌跡運算的功能。所謂“插補”就是指在一條已知起點和終點的曲線上進(jìn)行數(shù)據(jù)點的密化。插補的任務(wù)就是根據(jù)進(jìn)給速度的要求,在一段零件輪廓的起點和終點之間,計算出若干個中間點,分別向各個坐標(biāo)軸發(fā)出方向、大小和速度都確定的運動序列指令。
主軸速度功能
CNC裝置可以控制主軸的運動,也可實現(xiàn)主軸的速度控制和準(zhǔn)確定位,主軸轉(zhuǎn)速單位為r/min。
進(jìn)給功能
用F代碼可以直接控制各軸的進(jìn)給速度,進(jìn)給速度是指控制刀具相對工件的運動速度,單位為mm/min。在成型機的控制系統(tǒng)中,進(jìn)給速度指的是鏈條前進(jìn)的速度,這個值在程序中設(shè)為71470,即1191.2mm/s。
補償功能
輔助功能
輔助功能是數(shù)控加工中不可缺少的功能,常用的輔助功能有程序停、主軸正/反轉(zhuǎn)等。
程序編輯功能
CNC借助輸入輸出設(shè)備如DPI/MDI、CRT/MDI等可以實現(xiàn)加工程序的輸入/輸出、編輯功能。
輸入輸出和通信功能
CNC裝置可以接多種輸入/輸出外部設(shè)備,實現(xiàn)程序和參數(shù)的輸入、輸出和存儲。CNC裝置還具有RS-232、網(wǎng)絡(luò)功能等接口,實現(xiàn)通信功能。
自診斷功能
CNC裝置中設(shè)置了各種診斷程序,可以防止故障的發(fā)生或擴大。在故障出現(xiàn)后可迅速查明故障類型及部位,減少故障停機時間。借助輸入/輸出設(shè)備如DPI/MDI、CRT/MDI可以很方便地查詢設(shè)備狀態(tài)所對應(yīng)的診斷號,并根據(jù)診斷號的顯示來查找故障。
3.1.2CNC裝置的分類
CNC裝置所實現(xiàn)的功能是在硬件支持下,通過系統(tǒng)軟件控制所完成的,其控制功能在相當(dāng)程度上取決于硬件結(jié)構(gòu)。數(shù)控裝置的硬件結(jié)構(gòu)按CNC裝置中的印刷電路板的插接方式可以分為大板結(jié)構(gòu)和功能模塊結(jié)構(gòu);按CNC裝置中微處理器的個數(shù)可以分為單微處理器結(jié)構(gòu)和多微處理器結(jié)構(gòu)。
按照印刷電路板的插接方式:
大板結(jié)構(gòu)
在這種結(jié)構(gòu)下,CNC裝置由主電路板、位置控制板、圖形控制板、附加I/O板和電源單元等組成。主電路板是大印制電路版,其它電路板是小板,插在大印制電路板上的插槽內(nèi)。這種結(jié)構(gòu)類似于微型計算機的結(jié)構(gòu)。
功能模塊結(jié)構(gòu)
在這種結(jié)構(gòu)中,整個CNC裝置按功能模塊化分為若干個模塊,硬件和軟件的設(shè)計都采用模塊化設(shè)計,每一個功能模塊做成尺寸相同的印制電路板,相應(yīng)功能模塊的控制軟件也模塊化。用戶根據(jù)需要選用各種控制單元母板及所需功能模板,將各功能模板插入控制單元母板的槽內(nèi),就組成了自己需要的CNC系統(tǒng)的控制裝置。常用的功能模板有CNC控制板、位置控制板、PC板、存儲器板、圖形板和通信板等。
按照微處理器的個數(shù):
單微處理器結(jié)構(gòu)
所謂單微處理器結(jié)構(gòu),是指在CNC裝置中只有一只微處理器(CPU)。工作方式是集中控制,分時處理數(shù)控系統(tǒng)的各項任務(wù)。單微處理器結(jié)構(gòu)簡單,容易實現(xiàn)。單微處理器結(jié)構(gòu)見圖4所示。
單微處理器CNC裝置可劃分為計算機部分、位置控制部分、數(shù)據(jù)輸入/輸出接口及外圍設(shè)備。CPU是CNC裝置的核心,CPU執(zhí)行系統(tǒng)程序,首先讀取工件加工程序,對加工程序段進(jìn)行譯碼和數(shù)據(jù)處理,然后根據(jù)處理后得到的指令,進(jìn)行對該加工程序段的實時插補和機床位置伺服控制;它還將輔助動作指令通過可編程控制器(PMC)送到機床,同時接收由PMC返回的機床各部分信息并予以處理,以決定下一步操作。
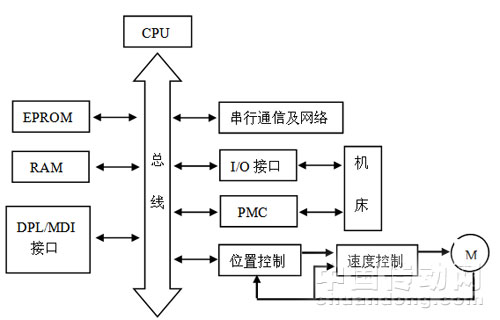
圖4單微處理器結(jié)構(gòu)組成
位置控制部分包括位置控制單元和速度控制單元。位置控制單元接收經(jīng)插補運算得到的每一個坐標(biāo)軸在單位時間內(nèi)的位移量,控制伺服電機工作,并根據(jù)接收到的實際位置反饋信號,修正位置指令,實現(xiàn)機床運動的準(zhǔn)確控制。同時產(chǎn)生速度指令送往速度控制單元,速度控制單元將速度指令與速度反饋信號相比較,修正速度指令,用差值去控制伺服電機使其以恒定速度運轉(zhuǎn)。
數(shù)據(jù)輸入/輸出接口是CNC裝置與操作者之間交換信息的橋梁。例如,通過MDI方式或串行通信,可將工件加工程序送入CNC裝置;通過DPL或CRT顯示器,可以顯示工件的加工程序和其他信息。
多微處理器結(jié)構(gòu)
由兩個或兩個以上的CPU構(gòu)成處理部件,各處理部件之間通過一組公用地址和數(shù)據(jù)總線進(jìn)行連接。每個CPU都可享用系統(tǒng)公用存儲器或I/O接口,并分擔(dān)一部分?jǐn)?shù)控功能,從而將單微處理器的CNC裝置中順序完成的工作,轉(zhuǎn)變?yōu)槎辔⑻幚砥鞑⑿小⑼瑫r完成的工作,因而大大增強了整個系統(tǒng)的性能。多微處理器結(jié)構(gòu)的CNC裝置通常采用模塊化結(jié)構(gòu),采用共享總線和共享存儲器兩種典型結(jié)構(gòu)實現(xiàn)模塊間的互連與通信。
日本FANUC公司是世界從事數(shù)控產(chǎn)品生產(chǎn)最早、產(chǎn)品市場占有率最大、最有影響的數(shù)控類產(chǎn)品開發(fā)、制造廠家之一,該公司自20世紀(jì)50年代開始生產(chǎn)數(shù)控產(chǎn)品以來,至今已開發(fā)生產(chǎn)了FS0系列、FS6、FS15、FS16、FS18、FS21/210、PowerMate等數(shù)十個系列的控制系統(tǒng)。該公司的早期產(chǎn)品如FS6等主要采用大板結(jié)構(gòu),并采用了68000系列微處理器與專用大規(guī)模集成電路,如:BAC(總線仲裁控制器)、IOC(輸入輸出控制器)、M887103(位置控制芯片)、OPC(操作面板控制器)以及SSU(系統(tǒng)支持單元)等,這在當(dāng)時都具有先進(jìn)的水平。FANUC公司的較新型號的CNC裝置產(chǎn)品,如FS15等系統(tǒng)在設(shè)計中大量采用模塊化結(jié)構(gòu),這種結(jié)構(gòu)易于拆裝,各個控制板高度集成,使可靠性有很大提高,而且便于維修、更換。該系列CNC系統(tǒng)為多微處理器控制系統(tǒng),在硬件方面采用了模塊式多主總線(FANUCBUS)結(jié)構(gòu),主CPU為68020,同時還用一個子CPU,所以該系列的CNC系統(tǒng)適用于大型機床、復(fù)合機床的多軸控制和多系統(tǒng)控制。
PowerMate-A是FANUC公司早期產(chǎn)品系列之一,它在控制電路中采用了高速32位微處理器、專用大規(guī)模集成電路、半導(dǎo)體存儲器等器件,具有較高的系統(tǒng)可靠性和性能價格比。PowerMate-A在硬件結(jié)構(gòu)上采用了傳統(tǒng)的結(jié)構(gòu)方式,由控制板、I/O板、電源板等構(gòu)成。其中最上面的A板是IO板,用于數(shù)控系統(tǒng)和外部的開關(guān)信號交換;中間的B板是控制板,它將PMC與CNC集成在這個板上,用于核心控制、運算、存儲、伺服控制等,此外,通過數(shù)控主板上的RS232,以及DPL/MDI等通信口還可與外設(shè)進(jìn)行通信;最下面的C板是電源板,用于完成系統(tǒng)的整流逆變和功率放大等功能。如圖5所示為PowerMate-A結(jié)構(gòu)示意圖。
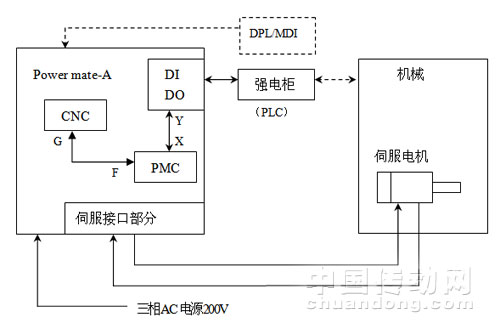
圖5PowerMate-A結(jié)構(gòu)示意圖
31.3CNC加工程序
數(shù)控機械是依據(jù)程序來控制其加工運轉(zhuǎn)動作的。當(dāng)數(shù)控機械執(zhí)行零件加工時,首先須把加工路徑和加工條件轉(zhuǎn)換為程序,并將程序輸入到CNC中,這種程序即稱為加工程序。
數(shù)控加工中的動作在加工程序中用指令的方式予以規(guī)定,其中包括準(zhǔn)備功能G、輔助功能M、主軸轉(zhuǎn)速功能S、刀具功能T和進(jìn)給功能F等。
準(zhǔn)備功能G又稱“G代碼”,它是用來指令車床工作方式或控制系統(tǒng)工作方式的一種命令,G功能由地址符G和其后的兩位數(shù)字組成(00—99),從G00到G99共100種功能,用以指令機床不同的動作,如用G01來完成直線插補功能。
輔助功能M是用地址M及兩位數(shù)字表示的,主要用于機床加工操作時的工藝性指令。如M03表示主軸正轉(zhuǎn),M05表示主軸停止等。
主軸轉(zhuǎn)速S功能用于指令主軸的轉(zhuǎn)速,單位是r/min。如G97S1500表示主軸轉(zhuǎn)速為1500r/min。
刀具功能T用于指令數(shù)控系統(tǒng)進(jìn)行選刀或換刀。
進(jìn)給功能F用于指定進(jìn)給速度,單位是mm/min或mm/r。如F20.54表示進(jìn)給速度為20.54mm/min。
加工程序由一系列加工的一組程序段組成,程序段是指用來表示完成一定動作、一組操作的全部指令,用于區(qū)分每個程序段的號叫做順序號,程序段中用來完成一定功能的某一具體指令稱為字。
本系統(tǒng)CNC所運行的加工程序如下所示,它主要完成控制工件在X軸方向上以一定的控制要求前進(jìn)或停止的工序。
O0001
G65H01P#500Q#1200;
G92X0;
G01G91X#500F71470;
M03;
M30;
N10G65H03P#501Q#1200R5000;
G92X0;
G01G91X#501F71470;
G65H01P#1100Q1;
G31G91X50F20000;
G65H01P#1100Q0;
M03;
M30;
3.2可編程機床控制器PMC
PMC與PLC非常相似,但是因為數(shù)控系統(tǒng)中的PLC是專門用于控制機床的,而且有多條專用指令,所以被稱為PMC——可編程機床控制器(ProgrammableMachineController)。PMC采用順序邏輯控制,負(fù)責(zé)算術(shù)邏輯處理,用于機床或其他系統(tǒng)的順序控制,CNC裝置和外部信號的交互,在CNC和外部信號之間起到一個橋梁的作用。PMC的程序采用梯形圖的格式,其程序稱為順序控制程序。PMC時刻掃描機床側(cè)的輸入信號和強電柜控制信號的執(zhí)行結(jié)果,CNC一啟動,PMC程序就運行,它與CNC執(zhí)行加工程序是并行運行的。關(guān)于PMC與CNC以及外部I/O信號之間的關(guān)系可參見圖3所示。由機床至PMC的輸入信號,由PMC至機床的輸出信號,由CNC至PMC的輸入信號,由PMC至CNC的輸出信號,這些信號在PMC程序中,其地址符號分別以X,Y,F(xiàn),G來表示。
FANUC數(shù)控系統(tǒng)具有PA1、PA3,SA1、SA3等多種規(guī)格的PMC,不同的規(guī)格,PMC的程序容量、處理速度、功能指令數(shù)、非易失性存儲區(qū)地址也不同。PowerMateA數(shù)控系統(tǒng)中使用的是PMC-P系列,其規(guī)格見表1所示。
從表格我們可以看到,PMC-PA1的程序級數(shù)是2級,第一級程序執(zhí)行周期是8ms。所謂的程序級數(shù)是指這樣的:PMC的順序程序是由梯形圖的開頭執(zhí)行直至結(jié)尾結(jié)束,程序執(zhí)行完畢后,再循環(huán)執(zhí)行。PMC的順序程序由兩部分組成,第一級程序部分和第二級程序部分。第一級程序部分僅處理包括急停,返回參考點減速,跳步,到達(dá)測量位置和進(jìn)給暫停信號等,這部分程序每8ms(即第一級程序執(zhí)行周期)執(zhí)行一次。為了執(zhí)行第一級程序,第二級程序被分割成N份,每個8ms執(zhí)行一份第二級程序,這樣,在8×Nms后,第二級程序執(zhí)行完一次,程序又從頭開始執(zhí)行。程序執(zhí)行過程如圖6所示。
表1FANUCPMC-P系列規(guī)格表
|
規(guī)格 |
PMC-P |
|
編程語言 |
Ladder |
|
程序級數(shù) |
2 |
|
第一級程序執(zhí)行周期 |
8ms |
|
基本指令平均處理時間 |
18us |
|
最大程序容量 |
2000步(7.8KB) |
|
指令 基本指令 |
12種 |
|
內(nèi)部繼電器 |
2048字節(jié)(2048字節(jié)均可為保持型寄存器) |
|
時間繼電器 |
最大400 |
|
計數(shù)器 |
最大400 |
在一個第一級程序執(zhí)行周期即8ms內(nèi),其中的1.25ms用于執(zhí)行第一和第二級程序,剩余時間由CNC使用。如果第一級程序的步數(shù)增加,那么在8ms內(nèi)第二級程序動作的步數(shù)就要響應(yīng)減少,因此分割數(shù)要變多,整個程序處理時間變長,因此第一級程序應(yīng)編得盡可能短,僅處理包括急停,返回參考點減速,跳步,到達(dá)測量位置和進(jìn)給暫停信號等。
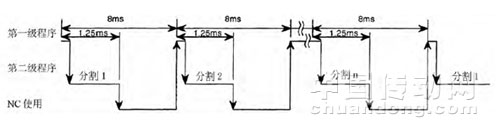
圖6FANUCPMC-PA1順序程序執(zhí)行過程
本系統(tǒng)所用PowerMate-APMC程序流程圖如圖7所示。
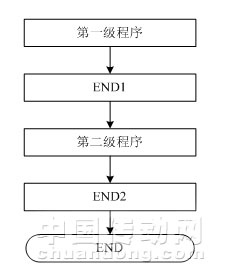
圖7-aPMC梯形圖程序總體結(jié)構(gòu)
第一級和第二級程序流程圖具體描述如下:
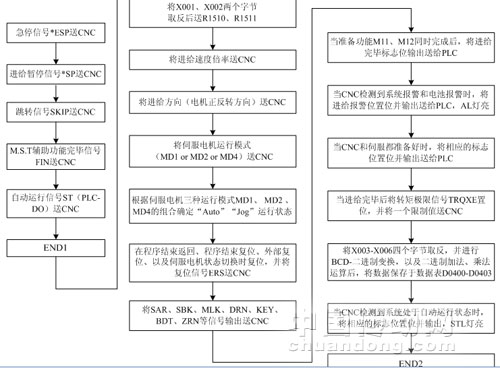
圖7-bPMC梯形圖程序流程圖
3.3伺服驅(qū)動系統(tǒng)
3.3.1伺服系統(tǒng)分類
伺服驅(qū)動系統(tǒng)簡稱伺服系統(tǒng)(ServoSystem),是一種以機床移動部件的位置(或角度)和速度(或轉(zhuǎn)速)作為控制對象的自動控制系統(tǒng),又稱隨動系統(tǒng)、拖動系統(tǒng)或伺服機構(gòu)。伺服系統(tǒng)的主要功能是接收來自插補裝置或插補軟件生成的進(jìn)給指令,并按指令信息來驅(qū)動各運動部件運動,以加工出符合圖紙要求的零件。伺服系統(tǒng)一般由伺服驅(qū)動裝置、驅(qū)動元件、機械傳動機構(gòu)及末端執(zhí)行部件等組成,對于閉環(huán)控制系統(tǒng)還包括檢測反饋裝置。
伺服系統(tǒng)是數(shù)控裝置與機床本體的聯(lián)系環(huán)節(jié),忠實而準(zhǔn)確地執(zhí)行CNC裝置發(fā)出的運動指令。伺服系統(tǒng)的性能,在很大程度上決定了數(shù)控機床的性能。例如,數(shù)控機床的最高移動速度、跟蹤精度、定位精度等重要指標(biāo)均取決于伺服系統(tǒng)的動態(tài)和靜態(tài)性能。
按照控制對象和使用目的,數(shù)控機床伺服系統(tǒng)可分為進(jìn)給伺服系統(tǒng)和主軸伺服系統(tǒng)。
進(jìn)給伺服系統(tǒng)是指一般概念的伺服系統(tǒng),它包括速度控制環(huán)和位置控制環(huán),用于控制機床各坐標(biāo)軸的切削進(jìn)給運動,是一種精密的位置跟蹤、定位系統(tǒng),單位是mm/min。主軸控制系統(tǒng)只是速度控制系統(tǒng),用于控制機床主軸的旋轉(zhuǎn)運動,提供切削過程中的轉(zhuǎn)矩和功率,而且需完成轉(zhuǎn)速范圍內(nèi)的無級調(diào)速,單位是r/min。
按照調(diào)節(jié)理論,數(shù)控機床伺服系統(tǒng)可分為開環(huán)、閉環(huán)和半閉環(huán)系統(tǒng)。
開環(huán)伺服系統(tǒng)主要靠步進(jìn)電機來實現(xiàn),每接收一個指令脈沖,步進(jìn)電機就旋轉(zhuǎn)一定角度,步進(jìn)電機的旋轉(zhuǎn)速度取決于指令脈沖的頻率,轉(zhuǎn)角的大小則取決于脈沖數(shù)目。由于輸出轉(zhuǎn)矩較小,而且沒有反饋環(huán)節(jié),開環(huán)系統(tǒng)精度較差,適用于精度要求不高的場合。如圖8所示。
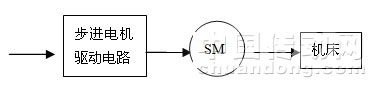
圖8 開環(huán)伺服系統(tǒng)原理圖
圖9所示為半閉環(huán)/閉環(huán)伺服系統(tǒng)原理圖,它由伺服電機、檢測反饋單元、驅(qū)動線路、比較環(huán)節(jié)等部分組成。閉環(huán)伺服系統(tǒng)將檢測反饋單元安裝在機床工作臺上,直接將測量的工作臺位移量轉(zhuǎn)換成電信號,反饋給比較環(huán)節(jié),與指令信號比較,并將其差值經(jīng)伺服放大,控制伺服電機帶動工作臺移動,直至二者差值為零為止。閉環(huán)伺服系統(tǒng)消除了進(jìn)給傳動系統(tǒng)的全部誤差,所以精度很高(從理論上講,精度取決于檢測裝置的測量精度)。然而,由于各個環(huán)節(jié)都包括在反饋回路內(nèi),所以機械傳動系統(tǒng)的剛度、間隙、制造誤差和摩擦阻尼等非性因素都直接影響伺服系統(tǒng)的調(diào)制參數(shù)。由此可見,閉環(huán)伺服系統(tǒng)的結(jié)構(gòu)復(fù)雜,其調(diào)試、維護(hù)都有較高的技術(shù)難度,價格也較昂貴,常用于精密數(shù)控機床。
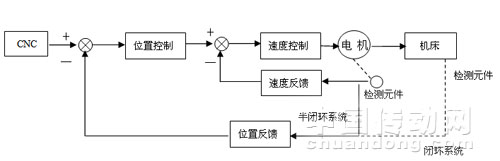
圖9半閉環(huán)/閉環(huán)伺服系統(tǒng)原理
在半閉環(huán)伺服系統(tǒng)中,反饋環(huán)節(jié)安裝在中間某一部位(如電機軸上),由于拋開了機械傳動系統(tǒng)的剛度、間隙、制造誤差和摩擦阻尼等因素,所以這種系統(tǒng)調(diào)試比較容易,穩(wěn)定性好。盡管半閉環(huán)系統(tǒng)不反映反饋回路之外的誤差,但采用高分辨率的檢測元件,也可以獲得比較滿意的精度。
按照反饋比較方式,伺服系統(tǒng)可分為數(shù)字脈沖比較伺服系統(tǒng)、相位比較伺服系統(tǒng),以及幅值比較伺服系統(tǒng)。
數(shù)字脈沖比較伺服系統(tǒng)結(jié)構(gòu)較簡單,常采用光電編碼器、光柵作為位置檢測裝置,以半閉環(huán)的控制結(jié)構(gòu)形式構(gòu)成的數(shù)字脈沖比較伺服系統(tǒng)應(yīng)用較為廣泛。
在相位比較和幅值比較伺服系統(tǒng)中,位置檢測裝置主要以旋轉(zhuǎn)變壓器、感應(yīng)同步器為檢測元件。在相位比較伺服系統(tǒng)中,位置檢測裝置多采用相位工作方式,指令信號與反饋信號都變成相應(yīng)的同頻率的某一載波的不同相位的脈沖信號,然后通過兩者相位的比較,獲得實際位置與指令位置的偏差,實現(xiàn)閉環(huán)控制。而幅值比較伺服系統(tǒng)主要是以其位置檢測信號的幅值反映機械的實際位置,并以此作為位置反饋信號,再與指令信號進(jìn)行比較構(gòu)成的閉環(huán)控制系統(tǒng)。
PowerMate-A是FANUC公司20世紀(jì)80年代中期開始生產(chǎn)的產(chǎn)品,并于90年代初期引進(jìn)到我國,由于它的質(zhì)量十分可靠,在引進(jìn)之后得到了廣泛的應(yīng)用。PowerMate-A內(nèi)置了伺服放大器和PMC,伺服放大器與CNC共用AC200V電源,由于只需要控制鏈條在X軸方向前進(jìn)或后退,所以PowerMate-A伺服控制系統(tǒng)實際上只有進(jìn)給伺服驅(qū)動,而沒有主軸驅(qū)動,PowerMate-A數(shù)控系統(tǒng)是一個單軸控制系統(tǒng);與PowerMate-A配套的伺服電機是FANUCS系列的20S交流伺服電機,電機軸上裝有增量式脈沖編碼器,輸出位置反饋信號給CNC,不難看出,PowerMate-A數(shù)控系統(tǒng)是一個采用數(shù)字脈沖比較反饋方式的半閉環(huán)伺服系統(tǒng)。
3.3.2交流伺服電機
近年來,隨著高性價比永磁體的開發(fā)和性能的不斷提高,使得采用永磁同步調(diào)速電動機的交流同步伺服系統(tǒng)的性能日益突出,與采用矢量控制的異步伺服相比,永磁同步電動機轉(zhuǎn)子溫度低,軸向連接位置精度高,要求的冷卻條件不高,對機床環(huán)境的溫度影響小,容易達(dá)到極小的低限速度。即使在低限速度下,也可作恒轉(zhuǎn)矩運行,特別適合強力切削加工,同時其轉(zhuǎn)矩密度高,轉(zhuǎn)動慣量小,動態(tài)響應(yīng)特性好,特別適合高生產(chǎn)率運行,比較容易達(dá)到很高的調(diào)速比。FANUC的進(jìn)給伺服電動機一般采用永磁式的三相同步電動機。在本系統(tǒng)中所使用的交流伺服電機型號是A06B-0502-B004,具體參數(shù)為:23NmTRQ,20Amp,3phase8poles,AC146V,2000RPM。
永磁式的交流三相同步電動機的轉(zhuǎn)子是用高導(dǎo)磁率的永久磁鋼作成的磁極,中間穿有電機軸,軸兩端用軸承支撐并將其固定于機殼上。定子是用矽鋼片疊成的導(dǎo)磁體,導(dǎo)磁體的內(nèi)表面有齒槽,嵌入用導(dǎo)線繞成的三相繞組線圈,另外在軸的后端部裝有編碼器。當(dāng)定子的三相繞組通有三相交流電流時,產(chǎn)生的空間旋轉(zhuǎn)磁場就會吸住轉(zhuǎn)子上的磁極同步旋轉(zhuǎn),電路元件需要根據(jù)轉(zhuǎn)子磁場的位置實時地?fù)Q向,這一點非常類似于直流電動機的轉(zhuǎn)子繞組電流隨定子磁場位置的換向。因此,為了實時地檢測同步電動機轉(zhuǎn)子磁場的位置,在電動機軸上(后端)安裝了一個編碼器,編碼器的光碼盤隨著電機軸的轉(zhuǎn)動測出轉(zhuǎn)子上磁極磁場的實際位置,該位置可用角度θ來表示,即定子合成磁場磁極軸線和轉(zhuǎn)子磁極軸線之間的角度,也稱為功率角。將該位置值送到控制電路后,控制器可以實時地控制逆變器功率元件的換向,實現(xiàn)了伺服驅(qū)動器的自控?fù)Q向。因此,有人將這種同步電動機的驅(qū)動控制器和電動機一起稱為自換向同步電動機。另外,因為其控制特性類似于直流電動機,所以也稱為無整流子式直流電動機。
3.3.3交流伺服驅(qū)動
伺服系統(tǒng)按其內(nèi)部控制信號的形式,可分為模擬量控制的模擬伺服與數(shù)字量控制的數(shù)字伺服兩類,F(xiàn)ANUC產(chǎn)品早期一般采用直流驅(qū)動器,到了20世紀(jì)80年代中期,開始采用交流模擬伺服驅(qū)動器,從20世紀(jì)90年代起開始采用交流數(shù)字伺服驅(qū)動裝置。PowerMate-AA06B-6050系列伺服驅(qū)動器與A06B-05**系列交流伺服電機配套組成的產(chǎn)品,是FANUC交流模擬伺服驅(qū)動系統(tǒng)最常見的配置之一,它采用了矢量控制、PWM調(diào)速,輸出特性好,可靠性高,在上世紀(jì)90年代引入我國后,得到了廣泛的應(yīng)用。FANUC交流模擬伺服驅(qū)動工作原理見圖10。
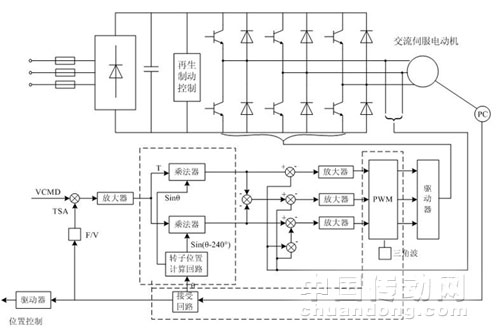
圖10FANUCPowerMate-A交流模擬伺服驅(qū)動工作原理
交流模擬伺服系統(tǒng)主要有電源部分、放大器及控制部分組成。電源部分主要包括整流逆變電路,以實現(xiàn)交-直-交變換。整流器使用的是整流二極管,給逆變器部分供以直流電源。逆變器使用了6個IGBT,在控制電路的控制下進(jìn)行逆變,將直流功率變?yōu)榻涣鞴β剩o同步電動機供電。對逆變器的頻率變化進(jìn)行控制,即可控制電動機轉(zhuǎn)速的快慢,具體的逆變過程是利用PWM(脈沖寬度調(diào)制)技術(shù)來控制的。通過PWM控制,使系統(tǒng)得到的交流電壓波形更接近正弦波,減少了諧波,快速性得到提高,更好地滿足了電動機的需要。另外,電機主電路有兩相電機的定子繞組串有電流檢測器,檢測電機的實際電流,用作電流反饋和電機的過流保護(hù)。脈沖編碼器裝在電機轉(zhuǎn)子上用作速度和位置反饋。
圖10下半部分是模擬伺服系統(tǒng)的控制部分。
在控制上,PowerMate-A采用了磁場矢量控制方式。由于在同步電機中,勵
磁磁場與電樞磁通勢間的空間角度不是固定的,所以調(diào)節(jié)電樞電流就不能直接控制電磁轉(zhuǎn)矩。通過電機的外部控制系統(tǒng),對電樞磁通勢相對勵磁磁場進(jìn)行空間定向控制,控制兩者之間的角度保持固定值,同時對電樞電流的幅值也進(jìn)行控制,這種控制方式就稱為矢量控制。電機軸上安裝有編碼器,編碼器隨時檢測轉(zhuǎn)子磁極位置,不斷取得位置角θ信息,并將θ送伺服控制器,在控制器中進(jìn)行實時的坐標(biāo)變化,變換后的電流對逆變器進(jìn)行控制,產(chǎn)生PWM波形去控制電機。
如上圖10,VCMD是驅(qū)動系統(tǒng)的速度給定指令,它是來自CNC的模擬電壓;該電壓與來自檢測元件(通常為脈沖編碼器)的速度反饋電壓(也可以是脈沖編碼器的脈沖信號經(jīng)F/V變換后作為系統(tǒng)的速度反饋信號)TSA經(jīng)比較、放大后輸出速度誤差信號。速度誤差信號再經(jīng)調(diào)節(jié)器放大,作為轉(zhuǎn)矩給定指令輸出。轉(zhuǎn)矩指令信號通過乘法器,分別與轉(zhuǎn)子位置計算回路中輸出的sinθ和sin(θ-240°)算子相乘,其乘積作為電流指令信號輸出。電流指令又與電流反饋信號相比較后,產(chǎn)生電流誤差信號,電流誤差信號經(jīng)放大,輸出到PWM控制回路,進(jìn)行脈寬調(diào)制控制。脈寬調(diào)制信號通過功率晶體管與電源回路的逆變,形成三相交流電,控制交流伺服電動機的電樞。
圖10中的虛線框,在實際系統(tǒng)中,通常為集成一體的專用大規(guī)模集成電路。在FANUC常見的交流伺服驅(qū)動中,其中一片型號為AF20,它包括兩個乘法器
和一個轉(zhuǎn)子位置計算回路;另一片型號為MB63137,它包括PWM控制回路和
脈沖編碼器的接收回路。圖11為交流模擬伺服系統(tǒng)的簡化框圖。
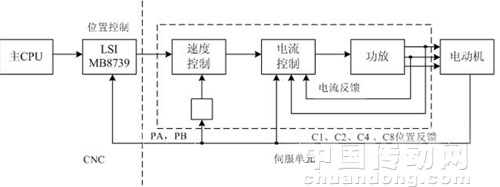
圖11交流模擬伺服系統(tǒng)的簡化框圖
3.3.4脈沖編碼器
以FANUCPowerMateA為核心組成的伺服控制系統(tǒng)是一個半閉環(huán)系統(tǒng),有位置環(huán)、速度環(huán)兩個控制回路,它們分別需要脈沖編碼器對電機的位置量和速度量進(jìn)行反饋。在對編碼器使用上,作位置測量時,累計工作臺走過的脈沖數(shù);作速度測量時,則取單位時間(幾個毫秒)內(nèi)的脈沖數(shù)。
在前面曾經(jīng)敘述過,為了實現(xiàn)同步電機控制主回路中功率元件的自動換相,需要隨著電動機轉(zhuǎn)子的轉(zhuǎn)動隨時檢測轉(zhuǎn)子磁場的位置,這項工作也由編碼器實現(xiàn),為此,在脈沖編碼器上刻有按二進(jìn)制值編碼的4層條紋,經(jīng)印刷電路板處理后輸出波形C1,C2,C4,C8,通過不同的組合來表明轉(zhuǎn)子位置變化。
脈沖編碼器連接圖見圖12所示。
圖中,各信號含義如下:
PCA/*PCA/PCB/*PCB:編碼器的A/B相脈沖輸入信號;
PCZ/*PCZ:編碼器的零位脈沖輸入信號;
C1~C8:轉(zhuǎn)子位置檢測信號;
OHA/OHB:伺服電機的過熱觸點輸入;
0V/5V:編碼器電源。
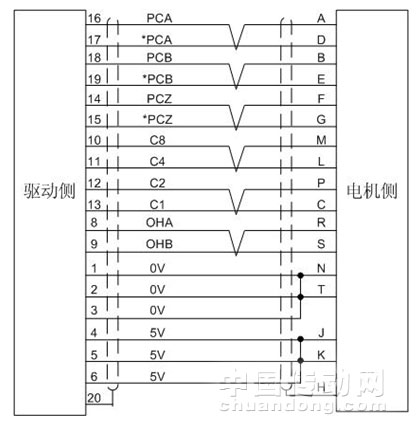
圖12脈沖編碼器連接圖
第四章結(jié)束語
本文對真空成型機自動化系統(tǒng)中的數(shù)控伺服系統(tǒng)的工作過程進(jìn)行分析,找到了在CNC和PMC中與現(xiàn)場操作相關(guān)的變量存儲區(qū),并總結(jié)出了PMC程序的流程圖。伺服控制技術(shù)的應(yīng)用提高控制的精度,保證傳動機構(gòu)的運行的平穩(wěn)和精確。