
1、引言
冷軋窄帶鋼有著非常好的市場(chǎng),但很多生產(chǎn)廠的軋機(jī)設(shè)備比較陳舊,特別是電氣的裝機(jī)水平和控制性能較差,直接影響到產(chǎn)品的質(zhì)量、成材率和產(chǎn)量,當(dāng)然也影響了企業(yè)的經(jīng)濟(jì)效益。總結(jié)前人的窄帶鋼冷軋機(jī)電控裝置的設(shè)計(jì)生產(chǎn)經(jīng)驗(yàn),結(jié)合用戶的具體要求,本著高性能,低成本的原則,選擇德國(guó)VIPA 300S系列PLC和英國(guó)CT不可逆全數(shù)字直流調(diào)速裝置MENTOR-Ⅱ?yàn)榭刂坪诵模O(shè)計(jì)制造了一套五機(jī)架冷連軋機(jī)的電氣控制系統(tǒng),而且實(shí)現(xiàn)了速度的級(jí)聯(lián)控制和張力的閉環(huán)控制,大大提高了設(shè)備和產(chǎn)品的各項(xiàng)性能指標(biāo),取得了較明顯的經(jīng)濟(jì)效益。
2、系統(tǒng)介紹
2.1 機(jī)組情況
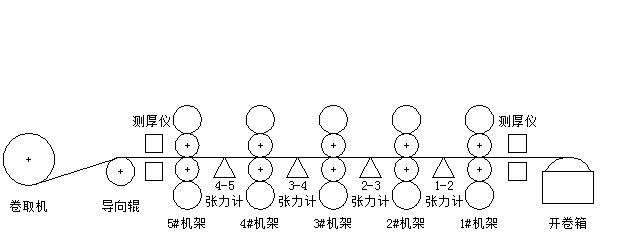
圖1 窄帶鋼五機(jī)架冷連軋機(jī)布置圖
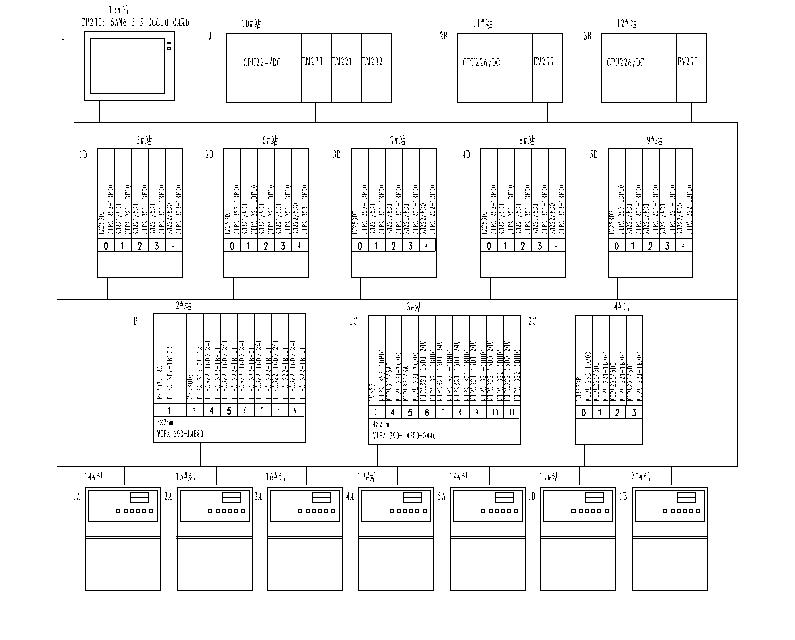
2.2 電氣系統(tǒng)
針對(duì)窄帶鋼五機(jī)架冷連軋機(jī)的工藝特點(diǎn),選擇高性能的控制元器件是滿足控制要求的關(guān)鍵。作為控制核心的PLC,選擇了VIPA公司300S系列的CPU作為PROFIBUS系統(tǒng)的主站,在主操作臺(tái)設(shè)置了IM253DP從站和一塊TP270觸摸屏,在兩個(gè)壓下控制柜和卷取控制柜分別設(shè)置了S7-200從站,同時(shí)控制1-5#機(jī)架的直流控制裝置都安裝了PROFIBUS擴(kuò)展板MD24,在1-5#機(jī)架的機(jī)旁操作箱以及卷取操作臺(tái)都分別設(shè)置了VIPA公司的IM253DP作為從站。
該套PLC系統(tǒng),以VIPA公司的Speed7系列的CPU 315-2AG12作為主站,從站數(shù)量達(dá)到了16個(gè)。作為主站的CPU 315-2AG12,本機(jī)自帶
直流電機(jī)的直流驅(qū)動(dòng)單元采用的是C.T公司的MENTOR--Ⅱ系列全數(shù)字直流控制裝置。該系列全數(shù)字直流控制裝置具有典型的雙閉環(huán)控制特性,全數(shù)字菜單式參數(shù)設(shè)定,并可在線調(diào)整,可編程的模擬量和開(kāi)關(guān)量輸入輸出,速度反饋可選擇電樞電壓、測(cè)速發(fā)電機(jī)和碼盤,電流環(huán)參數(shù)自整定功能,裝置自檢功能,自帶小功率磁場(chǎng)驅(qū)動(dòng)及可配套的磁場(chǎng)控制模塊FXM5。為了節(jié)省投資,1-5#機(jī)架直流驅(qū)動(dòng)單元都選用單象限工作的不可逆全數(shù)字直流控制裝置及磁場(chǎng)控制模塊FXM5,采用磁場(chǎng)換向的控制方式,滿足點(diǎn)動(dòng)時(shí)對(duì)反向的工作要求。
3、系統(tǒng)的控制功能
窄帶鋼五機(jī)架冷連軋機(jī)的電氣控制系統(tǒng)需要實(shí)現(xiàn):機(jī)列的邏輯控制、直流傳動(dòng)控制、速度級(jí)聯(lián)控制、機(jī)架間張力閉環(huán)控制和卷取張力控制。
3.1 機(jī)列的邏輯控制和直流傳動(dòng)控制
這兩部分的控制屬于基本控制,邏輯控制上主要是在容錯(cuò)方面做了較多工作,因?yàn)橹绷餮b置采用的是不可逆裝置,而工作中,各單機(jī)又需要反向點(diǎn)動(dòng),做好電機(jī)磁場(chǎng)的換向及避免各種誤操作對(duì)設(shè)備造成損壞尤為重要。直流傳動(dòng)控制由于采用了全數(shù)字直流控制裝置,保證了對(duì)給定信號(hào)的快速精確和穩(wěn)定可靠地響應(yīng),并能準(zhǔn)確地反饋各種信號(hào)。
3.2 速度級(jí)聯(lián)控制
在冷連軋機(jī)的軋制過(guò)程中,各機(jī)架的速度匹配關(guān)系應(yīng)始終遵循金屬秒流量相等的原則,針對(duì)五機(jī)架連軋機(jī),確定3#機(jī)架為機(jī)列速度基準(zhǔn)機(jī)架,1#和2#機(jī)架按逆向級(jí)聯(lián)方式進(jìn)行,4#和5#機(jī)架按順向級(jí)聯(lián)方式進(jìn)行。
按照金屬秒流量相等的原則,第i機(jī)架的速度計(jì)算公式是:
Vi=Vi+1/Ki+1
公式中,Vi是本機(jī)架的出口線速度,Vi+1是相鄰下游機(jī)架的出口線速度,Ki+1是相鄰下游機(jī)架的延伸率。
有三個(gè)信號(hào)對(duì)各機(jī)架的速度產(chǎn)生影響:一是機(jī)列的主速度給定,根據(jù)主操作手給定的機(jī)列速度,按相應(yīng)的級(jí)聯(lián)關(guān)系分配給各機(jī)架;二是各機(jī)架的速度微調(diào),3#機(jī)架是基準(zhǔn)機(jī)架,不需要速度微調(diào),1#、2#和4#、5#機(jī)架在操作臺(tái)上各有一個(gè)微調(diào)電位器,1#和5#機(jī)架是級(jí)聯(lián)終端,它們的微調(diào)Vw1、 Vw5分別只對(duì)本機(jī)架產(chǎn)生影響,而2#和4#機(jī)架的微調(diào)除了影響本機(jī)架,還應(yīng)級(jí)聯(lián)調(diào)節(jié)1#和5#機(jī)架;三是張力閉環(huán)調(diào)節(jié)信號(hào),1-2#機(jī)架間的張力調(diào)節(jié)信號(hào)Vz12,附加給1#機(jī)架的速度給定,2-3#機(jī)架間的張力調(diào)節(jié)信號(hào)Vz23,除了附加給2#機(jī)架,還要級(jí)聯(lián)到1#機(jī)架,3-4#機(jī)架間的張力調(diào)節(jié)信號(hào)Vz34,附加給4#機(jī)架,4-5#機(jī)架間的張力調(diào)節(jié)信號(hào)Vz45,除了附加給4#機(jī)架,還要級(jí)聯(lián)到5#機(jī)架,各機(jī)架的最終速度給定如下:
5#機(jī)架:V5=V4*K5 +Vz45+Vw5
4#機(jī)架:V4=V3*K4 +Vz34+Vw4
2#機(jī)架:V2=V3/K3 +Vz23+Vw2
1#機(jī)架:V1=V2/K2 +Vz12+Vw1
作為1#和5#機(jī)架的速度微調(diào),因?yàn)樗鼈冎挥绊懕緳C(jī)架的速度給定,其實(shí)是可以直接進(jìn)直流控制器的,但是為了充分利用PLC資源,利用PROFIBUS的優(yōu)點(diǎn),減少現(xiàn)場(chǎng)布線,所以將各微調(diào)信號(hào)都送到了PLC。
3.3 張力閉環(huán)控制
連軋機(jī)機(jī)架間張力的變化主要是由金屬秒流量的變化引起的,由于在軋制過(guò)程中,輥縫基本上是不做調(diào)節(jié)的,所以改變軋機(jī)的速度就能改變金屬秒流量,從而達(dá)到控制張力的目的。
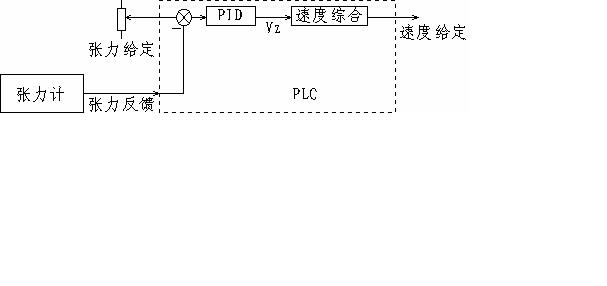
圖3 張力控制框圖
需要說(shuō)明的是,1-2#和2-3#機(jī)架間的張力控制信號(hào)對(duì)應(yīng)1#和2#機(jī)架的速度給定是正極性,也就是1-2#機(jī)架間的張力偏大的時(shí)候,PID計(jì)算的張力調(diào)節(jié)信號(hào)VZ12是使1#機(jī)架的速度增加,反之減小;而3-4#和4-5#機(jī)架間的張力控制信號(hào)對(duì)應(yīng)4#和5#機(jī)架的速度給定則是負(fù)極性的,也就是3-4#機(jī)架間的張力偏大的時(shí)候,PID計(jì)算的張力調(diào)節(jié)信號(hào)VZ34是使4#機(jī)架的速度減小,反之增大。
3.4 卷取機(jī)張力控制
卷取機(jī)的張力控制由卷取機(jī)的從站S7-200來(lái)完成,為了使卷取機(jī)以恒張力的卷取特性工作,就必須實(shí)時(shí)計(jì)算卷取機(jī)的帶材卷徑;本系統(tǒng)將測(cè)速輥的編碼器接入S7-200的高速計(jì)數(shù)通道中,以計(jì)算帶材長(zhǎng)度,同時(shí)將卷取機(jī)的測(cè)速編碼器的零脈沖接入高速計(jì)數(shù)通道,在S7-200的程序中做了事件中斷,本系統(tǒng)設(shè)置了卷取機(jī)的測(cè)速編碼器每轉(zhuǎn)10轉(zhuǎn),調(diào)用一次中斷程序,算出兩次的長(zhǎng)度差,即可算出卷徑。
帶材卷徑計(jì)算出來(lái)后,即可通過(guò)程序計(jì)算出所需的卷取張力值,當(dāng)卷徑較小速度又較快時(shí),卷取電機(jī)的速度有可能超過(guò)基速,電機(jī)則需要弱磁,此時(shí)電機(jī)的力矩會(huì)減小,為了獲得恒定的力矩,需要從卷取機(jī)直流裝置中讀取電機(jī)的實(shí)時(shí)轉(zhuǎn)速,計(jì)算出弱磁的倍數(shù),按倍數(shù)加大卷取電機(jī)的電流給定,以補(bǔ)償弱磁后的力矩減小。
4、系統(tǒng)特點(diǎn)和應(yīng)用效果
4.1系統(tǒng)特點(diǎn)
A、 將原來(lái)人工分別調(diào)各機(jī)架速度來(lái)保持機(jī)架間張力,改造為張力自動(dòng)閉環(huán)工作方式,系統(tǒng)響應(yīng)的快速性、穩(wěn)定性得到了保證,消除了人為因素的影響;
B、在300S PLC的編程中,應(yīng)用OB35系統(tǒng)塊的定時(shí)中斷功能,對(duì)張力閉環(huán)采取內(nèi)外環(huán)的控制方式,也就是說(shuō)以3#機(jī)架為速度基準(zhǔn),先調(diào)用2#和3#PID環(huán),以調(diào)節(jié)2#和4#機(jī)架的速度,在下一個(gè)循環(huán)周期再調(diào)用1#和4#PID環(huán),以調(diào)節(jié)1#和5#機(jī)架的速度,這樣就避免了同時(shí)調(diào)用1-4#PID環(huán)所容易引起的速度震蕩,效果非常良好。
C、張力的投入是在穿帶過(guò)程中自動(dòng)進(jìn)行,從而在整個(gè)軋制過(guò)程中實(shí)現(xiàn)了張力控制,保證了產(chǎn)品的質(zhì)量和成品率;
D、 因?yàn)檎麄€(gè)系統(tǒng)都應(yīng)用了PROFIBUS通訊,省去了柜子之間以及和操作臺(tái)之間的布線,大大降低了系統(tǒng)故障率,同時(shí)在主操作臺(tái)設(shè)置了良好的人機(jī)畫面,為客戶檢修故障提供了方便。
4.2 應(yīng)用效果
采用上述控制技術(shù),窄帶鋼五機(jī)架冷連軋機(jī)的機(jī)列速度從