近來,由于環(huán)保意識(shí)與動(dòng)物保護(hù)主義盛行,優(yōu)質(zhì)人造皮革在國際市場(chǎng)上受到了廣泛的歡迎。因此制革機(jī)械近幾年來得到了新的發(fā)展。尤其是濕法皮革生產(chǎn)線,為提高系統(tǒng)的精度和可靠性,目前大多廠商放棄以同步控制器,溫度控制儀為主的傳統(tǒng)實(shí)現(xiàn)方式。轉(zhuǎn)而紛紛進(jìn)入PLC 加觸摸屏方式,或工控機(jī)加PLC 控制方式的格局。該生產(chǎn)線有100 - 150M 的長度。同時(shí)存在60 - 70 模擬信號(hào)。
因此為了降低成本,增加系統(tǒng)的可靠性。我們采用了PCC(計(jì)算機(jī)控制中心) ,加CAN 總線分布采集模塊,觸摸屏構(gòu)成濕法皮革生產(chǎn)線的自動(dòng)控制系統(tǒng)。
1. PCC 的概述
B&R 的PCC 控制器采用分時(shí)多任務(wù)操作系統(tǒng),因此可將控制要求分成多個(gè)任務(wù)( task) ,并且在一個(gè)掃描周期內(nèi)同時(shí)執(zhí)行;Windows 下編程環(huán)境Automatoin Studio 支持標(biāo)準(zhǔn)的C、Basic、梯形圖、指令表、順序結(jié)構(gòu)圖等六種標(biāo)準(zhǔn)的開發(fā)語言;根據(jù)需要可以在同一個(gè)項(xiàng)目中采用多種語言進(jìn)行編程。同時(shí),編程環(huán)境中包含豐富的函數(shù)庫及功能塊(Functionblock) ,大幅度減輕了開發(fā)人員的工作量。在本套控制系統(tǒng)中PCC的軟件的開發(fā)中,我們主要采用了以C語言為主,梯形圖為輔的編程方式。
2. CAN 總線的概述
CAN ,全稱為“Controller Area Network”,即控制器局域網(wǎng),是國際上應(yīng)用最廣泛的現(xiàn)場(chǎng)總線之一。起先,CAN被設(shè)計(jì)作為汽車環(huán)境中的微控制器通訊,在車載各電子控制裝置ECU 之間交換信息,形成汽車電子控制網(wǎng)絡(luò)。比如:發(fā)動(dòng)機(jī)管理系統(tǒng)、變速箱控制器、儀表裝備、電子主干系統(tǒng)中,均嵌入CAN 控制裝置。CAN 是一種多主方式的串行通訊總線,基本設(shè)計(jì)規(guī)范要求有高的位速率,高抗電磁干擾性,而且能夠檢測(cè)出產(chǎn)生的任何錯(cuò)誤。當(dāng)信號(hào)傳輸距離達(dá)到10Km 時(shí),CAN 仍可提供高達(dá)50Kbit/ s 的數(shù)據(jù)傳輸速率。
3. 系統(tǒng)的總介紹
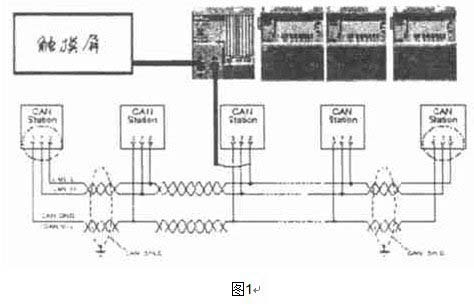
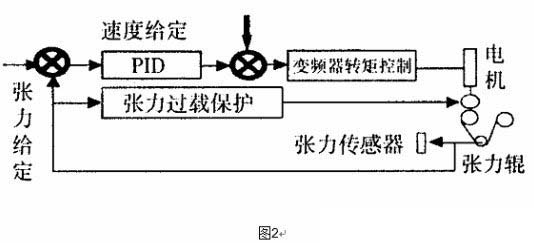
本系統(tǒng)由觸摸控制屏、PCC、CAN 總線模塊三部分構(gòu)成。具體結(jié)構(gòu)參見圖1 。其中觸摸屏主要完成工藝參數(shù)的設(shè)定,如軋輥的溫度,系統(tǒng)的走布速率等;顯示各軋輥的張力以及歷史參數(shù),顯示系統(tǒng)的運(yùn)行狀態(tài)。包括變頻器的電流,故障代碼等。觸摸屏RS232口與PCC的RS232 建立點(diǎn)與點(diǎn)的通訊。由PCC 擁有獨(dú)創(chuàng)FARAME - DRIVE功能。因此,它幾乎可以與所有RS232 的設(shè)備進(jìn)行相互通訊。PCC 是生產(chǎn)過程的控制核心。主要功能是完成對(duì)各CAN 總線模塊掃描,獲得現(xiàn)場(chǎng)的溫度及張力軋輥位置信號(hào)。并根據(jù)工藝參數(shù)的要求進(jìn)行各種PID 運(yùn)算后輸出控制信號(hào)到CAV 總線輸出功能塊。其系統(tǒng)結(jié)構(gòu)框圖如圖2.
4. 同步控制原理
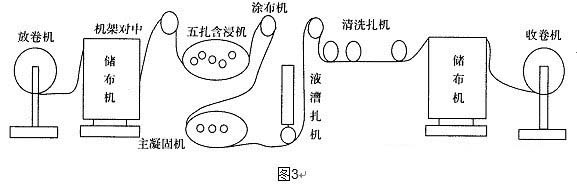
(1) 系統(tǒng)的傳動(dòng)線路圖:系統(tǒng)放卷與收卷用力矩電機(jī)單獨(dú)控制。整個(gè)系統(tǒng)的速度跟隨主凝固機(jī)運(yùn)動(dòng)。主凝固機(jī)由一臺(tái)5. 7KW 的矢量型變頻器拖動(dòng)。其給定信號(hào)采自于觸摸屏的設(shè)定。其他各扎機(jī)分別31 臺(tái)主頻機(jī)拖動(dòng)。每臺(tái)扎機(jī)的速度保證與主凝固機(jī)同步。其結(jié)構(gòu)框圖如圖3 所示。在保證張力恒定的情況下能保證系統(tǒng)轉(zhuǎn)速的同步。為了加快調(diào)節(jié)時(shí)間加入前饋控制量速度設(shè)定,使系統(tǒng)在起動(dòng)和速度升降過程中張力波動(dòng)減少,在張力控制過程中一旦出現(xiàn)了張力過載,PCC 輸出控制氣閥抬起了壓輥。張力恢復(fù)正常后又自動(dòng)壓上壓輥,其控制策略采用雙位控制。
(2) 溫度控制:溫度采用C 語言使用PID 函數(shù),可以控制無限路溫度調(diào)節(jié)。在該系統(tǒng)中,一般控制8 到10 路溫控。由于采用的是C 語言,可以動(dòng)態(tài)的定義當(dāng)前有幾路溫控,普通溫控表或PID 調(diào)節(jié)器難以進(jìn)行準(zhǔn)確溫控; 而B &R 公司智能溫度PID 軟件可以自動(dòng)計(jì)算出不同溫控所需要的PID 參數(shù),使溫度控制精確到±1 ℃。
5. PCC 的CAN 總線的特點(diǎn)與下位CAN 模塊的通訊
(1) PCC 的CAN 總線的使用
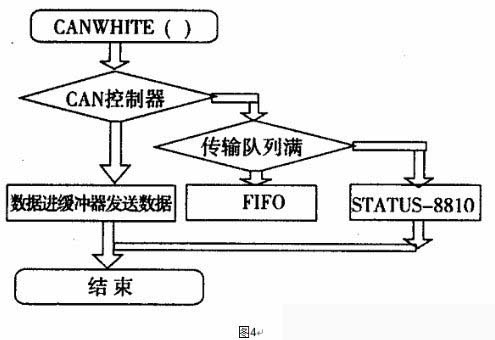
PCC 的CAN 幀最多可用8 個(gè)字節(jié)的信息進(jìn)行讀寫。這部從通過調(diào)用CAN 函數(shù)庫來實(shí)現(xiàn)。其中包括CONOPEN , CANWRITE , CANREAD ,以及SANTAB 和CANRWTAB.CANOPEN 函數(shù)包括完成對(duì)CAN 總線的初始化,需要注意的是CAN 總線的初始化必須包含在初始化例程INTI SP 中。CANOPEN ( 1 ,BAND - RATE ,COB - ANT ,ADR ( ERRO - ADR) , 0. , 0 US - IDENT ,STAFUS) 其中BAND - rate = 25 ,即代表波特功率為250K.US - IDENT 是調(diào)用CAN 初始化得到的到PCC 的CAN的ID ,在CAN 總線的讀寫過程都將用到該參數(shù)。CAN 總線的寫信息通過在優(yōu)先級(jí)較高的進(jìn)程中采用CAN2WRITE函數(shù),其函數(shù)參數(shù)定義如下:CANWRITE(BAND -RATE ,COB - ANT ,ADR ERRO - ADR ,0 ,0 ,US - IDENT ,STATUS ) ,enable = 1 ,us - idenf 為在CANopen () 初始化中建立的us - idenf .CAN - id 為數(shù)據(jù)目標(biāo)CAN 模塊有關(guān)的CAN 數(shù)據(jù)楨的ID.DATE - ADR 為發(fā)送數(shù)據(jù)模塊的首地址。Date - iog 為發(fā)送的數(shù)據(jù)長度。其最大值為8.如果以CAN - id 為幀地址數(shù)據(jù)被成功發(fā)送則status = 0 ,反之status= 錯(cuò)誤代碼。其發(fā)送數(shù)據(jù)的流程如下:
寫PCCD 的CAN 總線代碼:
INIT SP for the task
enable = 1
baud- rate = 25
cob-anz = 35
CAN-open (enable ,baud- rate ,cob-ant ,adr (erro-adr) ,0 ,0 ,us-ident ,rc-open)
;Cyclic section of tark
if (rc-open = 0) then
CANwrite (enble , us-ident , $ # # , adr ( data-adr) , 8 , rcwrite)
If (rc-write > < 1then) ;錯(cuò)誤處理
endif
enfif
(2) PCC CAN 總線的讀數(shù)據(jù)
在PCC 中設(shè)置一較高優(yōu)先級(jí)的task 來處理輪尋采集模塊的數(shù)據(jù)。為降低系統(tǒng)成本和提高采樣的速率。本系統(tǒng)根據(jù)軋輥的分布情況采用8 塊張力,2 塊熱電偶采集模塊。每塊模塊可采集6 路信號(hào)。實(shí)際使用4 路輸入,另外2 路作為備用。采樣精度為10 位。這樣需求20 個(gè)CAN- id.其采樣周T = 20 ×task 的(時(shí)間片= 1ms) 。其初始化,及函數(shù)參數(shù)表同CANwrite 其讀過程應(yīng)限于篇幅也從略。
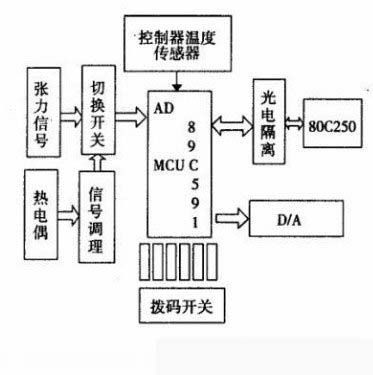
(3) 現(xiàn)場(chǎng)采集模塊的構(gòu)成
如上所述,濕法皮革生產(chǎn)線現(xiàn)場(chǎng)環(huán)境惡劣。因此設(shè)計(jì)高可靠的CAN 總線模塊是生產(chǎn)線正常運(yùn)行必要保障。其結(jié)構(gòu)框圖如圖4 所示。電路中采用了89C51 芯片。該芯片集成mcs - 51 內(nèi)核。具有電路10 位A/ D.內(nèi)建兼容CAN 2. 0B 的CAN 總線控制器。取代系統(tǒng)的分散元件,提高了系統(tǒng)的可靠性。考慮到現(xiàn)場(chǎng)的干擾及PCC 的設(shè)備安全,在CAN 總線與CAN 控制的輸出之間采用光電隔離。為CAN 總線的驅(qū)動(dòng)器P82C250.P82C250 是專門用于CAN 總線的收發(fā)驅(qū)動(dòng)8 腳芯片,TxD 和RxD 引腳分別發(fā)送經(jīng)驅(qū)動(dòng)后的發(fā)送和接收信號(hào);雙絞線介質(zhì)分別接受CANH ,CANL 引腳。在網(wǎng)絡(luò)的末端應(yīng)注意加上120 終端匹配電阻。防止反射信號(hào)對(duì)通訊過程的影響。現(xiàn)場(chǎng)控制器的結(jié)構(gòu)圖如圖5 現(xiàn)場(chǎng)模塊主要完成對(duì)0~5V 張力信號(hào)的采集,熱電偶mV 信號(hào)的采集,現(xiàn)場(chǎng)溫度的采集。mV信與0~5V 信號(hào)采用開關(guān)切換。D/ A 轉(zhuǎn)換輸出0~5V 電壓信號(hào)控制變頻器。87C591 內(nèi)含一SJ1000 的CAN 控制器,因此模塊降低外圍器件,也避免SJ1000 與MCS 時(shí)鐘同步問題。CAN 的驅(qū)動(dòng)采用P82C520 專用芯片,并且實(shí)現(xiàn)控制器與網(wǎng)路的光電隔離。P87C591 是一個(gè)單片8 位微控制器,具有片內(nèi)CAN 控制器SJ1000A.全靜態(tài)內(nèi)核提供了擴(kuò)展的節(jié)電方式,振蕩器可停止和恢復(fù)數(shù)據(jù),在RM 外部時(shí)鐘速率時(shí)實(shí)500ns 指令周期,片內(nèi)令6 路10 位AD等其他性能。
6. CAN 通信軟件的設(shè)計(jì)
(1) CAN 通信協(xié)議的確定
由87C591 中的控制器提供了物理層,數(shù)據(jù)鏈路層。通訊協(xié)議的設(shè)計(jì)主要是基于應(yīng)用層開展的,通過有效的分配CAN 協(xié)議的ID 資源從而完成對(duì)各控制住處和數(shù)據(jù)正確可靠的傳輸。ID 的分配表如下表所示:

(2) 采樣方案的確定
這樣通過有效分配ID 號(hào)來保證各種數(shù)據(jù)的優(yōu)先級(jí),由于溫度過程時(shí)間常數(shù)較大可采用較低優(yōu)先級(jí),張力采樣需要實(shí)時(shí)采樣,因此采用較高優(yōu)先級(jí),并且在主站的CAN數(shù)據(jù)輪詢中安排不同的采樣周期,在PCC 中采樣周期可以通過設(shè)定不同的TASK的時(shí)間片來控制。溫度采樣控制過程采用IS的TASK,而張力采樣則采用MS的HS級(jí)的TASK.
(3) 現(xiàn)場(chǎng)采集模塊CAN 總線通程序流程
現(xiàn)場(chǎng)模塊采集用接收信息采用中斷方式,根據(jù)數(shù)據(jù)請(qǐng)示信號(hào),采用查詢發(fā)送采集信息。在CAN 通信過程中發(fā)生中斷還應(yīng)判斷中斷類型,并依此作一些故障處理,這里從略,需要說明的本現(xiàn)場(chǎng)采集模塊充分利用CAN 控制器四個(gè)接收屏驗(yàn)收濾波器靈活配置,來簡(jiǎn)化根據(jù)ID的信息分類。
7. 結(jié)束語
本系統(tǒng)綜合的PCC 的編程靈活,可靠性高與CAN 總線分布系統(tǒng)的價(jià)格與可靠性優(yōu)勢(shì)。它的應(yīng)用,增強(qiáng)了皮革生產(chǎn)線的柔性與可靠性。降低了成本,本系統(tǒng)應(yīng)用2003PCC 系列主機(jī),對(duì)電力系統(tǒng),以其他需要高速采集數(shù)據(jù)的分布系統(tǒng)具有一定的借簽。
