
BWS伺服驅(qū)動(dòng)系統(tǒng)在電腦橫切機(jī)上的應(yīng)用
一、 引言
隨著包裝行業(yè)的迅猛發(fā)展,瓦楞紙板生產(chǎn)線的生產(chǎn)效率逐年提高,主要體現(xiàn)在瓦楞紙板生產(chǎn)線后端的電腦橫切機(jī)速度的大幅提高。電腦橫切機(jī)的控制部分需滿足精準(zhǔn)的裁切長(zhǎng)度的同時(shí)還要滿足很高的裁切速度。其難點(diǎn)在于紙板處于高速運(yùn)動(dòng)狀態(tài),切刀的動(dòng)態(tài)控制需極高的運(yùn)算速度和極高的跟蹤性能。變頻器的控制無(wú)法達(dá)到高的裁切速度(40M/min—80M/min),裁切誤差也隨速度的提高而越來(lái)越大,PLC對(duì)脈沖的反饋速度也無(wú)法滿足裁切精度的要求。運(yùn)動(dòng)控制卡加進(jìn)口伺服系統(tǒng)的控制方式是完全可以滿足精度和速度的雙向要求,速度可達(dá)到200M/min—300M/min,還是有價(jià)格昂貴,供貨時(shí)間長(zhǎng)等不足之處。本文著重介紹的將運(yùn)動(dòng)控制卡集成在伺服驅(qū)動(dòng)器之內(nèi)的BWS品牌伺服驅(qū)動(dòng)器在橫切系統(tǒng)中的應(yīng)用。
二、 系統(tǒng)組成
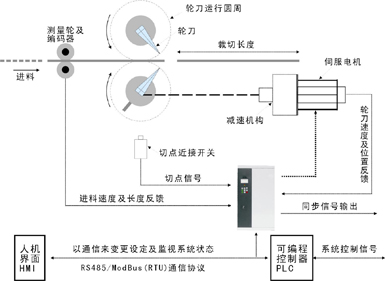
下圖為電腦螺旋刀橫切機(jī)控制簡(jiǎn)圖。此系統(tǒng)實(shí)現(xiàn)旋轉(zhuǎn)式同步動(dòng)態(tài)裁切,上下兩組裁切輪刀同時(shí)被伺服馬達(dá)帶動(dòng),各依箭頭所示方向相對(duì)旋轉(zhuǎn)。輪刀之上的刀刃必須作精密的調(diào)整,當(dāng)上輪刀之刀刃旋轉(zhuǎn)至正下方時(shí),下刀刃恰好轉(zhuǎn)至正上方,才能執(zhí)行正確的裁切。每次裁切刀輪旋轉(zhuǎn)一圈,便自動(dòng)將材料切斷一次;馬達(dá)只要在相同方向連續(xù)運(yùn)轉(zhuǎn),輪刀便能連續(xù)裁切。
圖1:電腦螺旋刀橫切機(jī)控制簡(jiǎn)圖
系統(tǒng)組成及其功能介紹:
1、旋轉(zhuǎn)式同步飛剪控制驅(qū)動(dòng)系統(tǒng)(BWS-BBR):
接受PLC及HMI輸入的運(yùn)轉(zhuǎn)命令及長(zhǎng)度設(shè)定
偵測(cè)量測(cè)輪編碼器傳回之脈沖,得知進(jìn)料速度及進(jìn)料長(zhǎng)度。
控制伺服馬達(dá)之運(yùn)轉(zhuǎn)速度及同步定位動(dòng)作
2、人機(jī)界面(HMI):
接受設(shè)定資料及顯示運(yùn)轉(zhuǎn)狀態(tài)
3、PLC:
處理基本之接口、互鎖、連動(dòng)信號(hào)
4、永磁同步伺服馬達(dá) 或 感應(yīng)式伺服馬達(dá):
將馬達(dá)動(dòng)力傳送至上下裁切刀輪
5、輪刀:
上下鏡射、各帶刀刃的一組回轉(zhuǎn)機(jī)構(gòu)
6、送料檢測(cè)編碼器:
直接緊密的接觸待切材料,靠材料之橫移而帶動(dòng)編碼器產(chǎn)生脈沖信號(hào)
三、工作原理
電腦橫切機(jī)切紙板時(shí),切刀運(yùn)行的速度曲線因裁切長(zhǎng)度的不同而不同,大體分三種情況:裁切長(zhǎng)度大于兩倍切刀圓周長(zhǎng)、裁切長(zhǎng)度大于切刀圓周長(zhǎng)且小于兩倍切刀圓周長(zhǎng)、裁切長(zhǎng)度小于切刀圓周長(zhǎng)。
第一種情況:裁切長(zhǎng)度大于兩倍切刀圓周長(zhǎng)
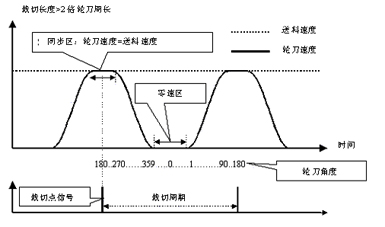
圖2: 裁切長(zhǎng)度大于兩倍切刀圓周長(zhǎng)的運(yùn)轉(zhuǎn)曲線
如果裁切長(zhǎng)度大于兩倍切刀圓周長(zhǎng),運(yùn)行速度" title="運(yùn)行速度">運(yùn)行速度曲線如圖2所示;整個(gè)裁切循環(huán)從第一個(gè)裁切點(diǎn)開(kāi)始到第二個(gè)裁切點(diǎn)結(jié)束,重點(diǎn)分段說(shuō)明如下:
1. BWS-BBR控制系統(tǒng)" title="控制系統(tǒng)">控制系統(tǒng)隨時(shí)監(jiān)控進(jìn)料長(zhǎng)度與進(jìn)料速度并控制伺服馬達(dá)帶動(dòng)裁切刀輪,掌握正確的裁刀" title="裁刀">裁刀速度曲線。
2. 從第一個(gè)裁切點(diǎn)開(kāi)始 (裁刀方位角等于180度),當(dāng)時(shí)仍然在同步區(qū)域內(nèi),因此裁刀速度必須與進(jìn)料速度維持同步運(yùn)轉(zhuǎn)。
3. 當(dāng)裁切刀」離開(kāi)同步區(qū)域后,裁刀速度曲線經(jīng)過(guò)控制系統(tǒng)精確的計(jì)算、控制,在降低到零速的同時(shí),裁刀方位角也必須剛好等于0度。
4. 當(dāng)進(jìn)料長(zhǎng)度累計(jì)到適當(dāng)長(zhǎng)度時(shí),裁切刀輪開(kāi)始朝進(jìn)料速度目標(biāo)加速;而且裁刀速度曲線經(jīng)過(guò)控制系統(tǒng)精確的計(jì)算、控制,務(wù)求在裁刀速度上升到與進(jìn)料速度同步的同時(shí),裁切刀輪也恰好進(jìn)入同步區(qū)域。
6. 進(jìn)入同步區(qū)域之后,裁刀速度必須隨時(shí)與進(jìn)料速度維持同步運(yùn)轉(zhuǎn),直到第二個(gè)裁切點(diǎn)出現(xiàn),乃完成一次裁切循環(huán)。

圖3: 裁切長(zhǎng)度大于切刀圓周長(zhǎng)且小于兩倍切刀圓周長(zhǎng)的運(yùn)轉(zhuǎn)曲線
如果裁切長(zhǎng)度大于切刀圓周長(zhǎng)且小于兩倍切刀圓周長(zhǎng),則運(yùn)行速度曲線如圖3所示。基本運(yùn)行速度曲線類似圖2。差異如下:
1. 在整個(gè)裁切循環(huán)中,當(dāng)裁切刀輪離開(kāi)同步區(qū)域后,裁刀速度雖然也會(huì)下降,但不會(huì)降速至零速停止,不存在零速區(qū)域。
2. 經(jīng)過(guò)BWS-BBR控制系統(tǒng)精確的計(jì)算、控制,在裁刀速度降低到一定值之后,立刻開(kāi)始再加速;務(wù)求在裁刀速度上升到與進(jìn)料速度同步的同時(shí),裁切刀輪也恰好進(jìn)入同步區(qū)域;并維持同步直到第二個(gè)裁切點(diǎn)出現(xiàn),乃完成一次裁切循環(huán)。
3. 裁切長(zhǎng)度越趨近切刀圓周長(zhǎng),則速度下降越少;當(dāng)裁切長(zhǎng)度等于切刀圓周長(zhǎng)時(shí),裁刀速度在整個(gè)裁切循環(huán)中都維持與進(jìn)料速度完全同步
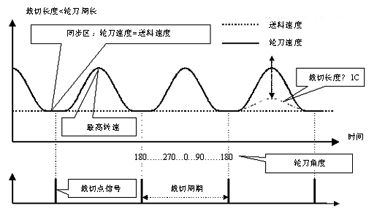
圖4: 裁切長(zhǎng)度小于切刀圓周長(zhǎng)的運(yùn)轉(zhuǎn)曲線
如果裁切長(zhǎng)度小于切刀圓周長(zhǎng),則運(yùn)行速度曲線如圖4所示;基本運(yùn)行速度曲線類似圖3。差異如下:
1. 在整個(gè)裁切循環(huán)中,當(dāng)裁切刀輪離開(kāi)同步區(qū)域后,裁刀速度不降速,反而開(kāi)始加速。
2. 經(jīng)過(guò)BWS-BBR控制系統(tǒng)精確的計(jì)算、控制,在裁刀速度上升到一定值之后,立刻開(kāi)始減速;務(wù)求在裁刀速度下降到與進(jìn)料速度同步的同時(shí),裁切刀輪也恰好進(jìn)入同步區(qū)域;并維持同步直到第二個(gè)裁切點(diǎn)出現(xiàn),乃完成一次裁切循環(huán)。
3. 裁切長(zhǎng)度越小,則裁刀速度上升越高,將造成馬達(dá)劇烈的加減速。
四、器件選型的注意事項(xiàng)
BWS-BBR輪切系統(tǒng)基本架構(gòu)中所需的主要組件是:
1. 同步伺服或感應(yīng)伺服電機(jī)" title="伺服電機(jī)">伺服電機(jī)
必須依據(jù)系統(tǒng)扭力的需要,包括伺服電機(jī)、機(jī)械系統(tǒng)自身的慣量、效率、摩擦損耗等因素來(lái)選定適當(dāng)?shù)男问郊肮β省?br />
一般選擇電機(jī)時(shí)需注意:
1)低慣量慣量愈低愈好,否則會(huì)損耗許多扭力去克服自身的慣量。
2)適當(dāng)?shù)念~定轉(zhuǎn)速及減速比
選定電機(jī)規(guī)格時(shí)應(yīng)配合減速機(jī)構(gòu)一起考慮,最佳的匹配是當(dāng)電機(jī)運(yùn)行于最高轉(zhuǎn)速時(shí), 即是機(jī)臺(tái)切刀的最高合理運(yùn)轉(zhuǎn)速度(考慮機(jī)械的承受力,及實(shí)際應(yīng)用上的要求)。尤其是當(dāng)選用的是感應(yīng)式異步電機(jī)加裝編碼器的方式搭配時(shí),更是要考慮適當(dāng)?shù)臏p速比及電機(jī)的轉(zhuǎn)速配置。因?yàn)橐话愕漠惒诫姍C(jī)的扭力輸出效率最大的區(qū)間是在額定轉(zhuǎn)速區(qū)附近,在較低的轉(zhuǎn)速區(qū)扭力輸出效率相對(duì)較差;所以若選擇1500rpm的電機(jī),實(shí)際上僅運(yùn)轉(zhuǎn)于約500~600rpm的速度區(qū)間,那么就必須改變減速比,使電機(jī)運(yùn)轉(zhuǎn)于1100~1400rpm,或改用750rpm的電機(jī)來(lái)使用,如此才能發(fā)揮電機(jī)應(yīng)有的扭力輸出效率。
3) 若能采用標(biāo)準(zhǔn)伺服電機(jī)則將比使用一般感應(yīng)式異步電機(jī)有更好的效果。
2. BWS-BBR驅(qū)動(dòng)器
必須依據(jù)系統(tǒng)可能的最大扭力需要和選定的伺服電機(jī)最大額定電流來(lái)選定。驅(qū)動(dòng)器必須有回升放電功能,可以外接放電電阻(內(nèi)含放電回路的機(jī)型)或外加煞車制動(dòng)器再接放電電阻(無(wú)放電回路的機(jī)型);詳細(xì)內(nèi)容請(qǐng)咨詢本公司技術(shù)服務(wù)咨詢?nèi)藛T。
3. 主線速度測(cè)量編碼器
依據(jù)精度要求及機(jī)械參數(shù)來(lái)選定。編碼器的選定規(guī)格需注意:
1)工作電壓5V
2)輸出部分是線驅(qū)動(dòng)(Line Drive),差動(dòng)式信號(hào),增量型。
3)有A,/A,B,/B的信號(hào)。
4) 配合測(cè)量輪的外徑及減速比,測(cè)量精度" title="測(cè)量精度">測(cè)量精度需能合乎裁切精度的要求。
若采用1024ppr的編碼器,配合圓周為400mm的測(cè)量輪,如果減速比是1,其測(cè)量精度是400/1024*2=0.78mm,可應(yīng)用于±1mm精度要求的測(cè)量,但不適用于±0.8mm以下精度要求的測(cè)量。要提高測(cè)量精度,則必須提高編碼器精度,或增加減速比,以提高單位長(zhǎng)度中的脈波輸出量。
4. 人機(jī)界面
可規(guī)劃適合的操作畫面,以便于資料輸入,動(dòng)作切換,系統(tǒng)監(jiān)視。
5. 切點(diǎn)近接開(kāi)關(guān)
切點(diǎn)近接開(kāi)關(guān)信號(hào)的精確度直接影響裁切的精度。切點(diǎn)信號(hào)必須能有精確的重復(fù)性和穩(wěn)定性,其重點(diǎn)在于能確保在高速運(yùn)轉(zhuǎn)中,精確的重復(fù)標(biāo)示出切刀切斷時(shí)的角度位置;信號(hào)輸出的延遲時(shí)間、感應(yīng)位置的誤差量,都會(huì)造成控制上的誤差。
選擇的考慮點(diǎn):
1)工作電壓24V。
2)輸出信號(hào)電壓24V。
3)切斷信號(hào)必須是脈沖式的信號(hào)。
4)輸出遲延時(shí)間愈小愈好。
如果延遲時(shí)間小于3usec,表示最大可能的誤差在進(jìn)料線速度為100米/分時(shí)為:
100,000mm/60,000,000us*3us*2=0.01mm
5)感應(yīng)位置的重復(fù)性愈精準(zhǔn)愈好。
6)感應(yīng)角度愈窄愈好。
7)若要更高的精度,則必須采用編碼器的Z點(diǎn)信號(hào)取代一般的近接型開(kāi)關(guān)。
五、結(jié)束語(yǔ)
上述電腦螺旋刀橫切系統(tǒng)切紙速度可達(dá)200M/min切紙速度控制在0.5MM.。全自動(dòng)高速螺旋刀橫切系統(tǒng)高效率、高精度、高可靠性;可選擇定長(zhǎng)橫切、色標(biāo)跟蹤橫切,可自動(dòng)換單、選擇換單。大大提高了生產(chǎn)效率。