工藝簡(jiǎn)介
模切機(jī)的工作原理是利用鋼刀、鋼線(或鋼板雕刻成的模版),通過壓印版施加一定的壓力,將印品或紙板軋切成一定形狀。若是將整個(gè)印品壓切成單個(gè)圖形產(chǎn)品稱作模切;若是利用鋼線在印品上壓出痕跡或者留下彎折的槽痕稱作壓痕;如果利用陰陽兩塊模板,在印品表面壓印出具有立體效果的圖案稱為凸凹?jí)河。陨峡梢越y(tǒng)稱為模切技術(shù)。
印刷開槽" title="開槽">開槽模切機(jī)就是模切機(jī)的其中一種,它將多色印刷,開槽壓痕,模切成形的功能集于一身,用于紙品包裝行業(yè)中的商標(biāo)、紙盒、賀卡等的模切、壓痕和冷壓凸作業(yè),是包裝加工成型的重要設(shè)備。
一般模型
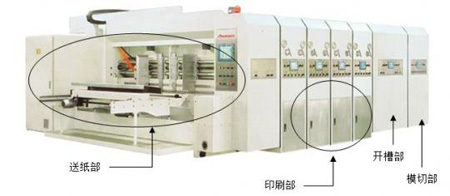
印刷開槽模切機(jī)一般由以下幾個(gè)部分組成,
(1) 送紙部:電控部分采用PLC、觸摸屏和變頻器。操作員可在觸摸屏設(shè)定紙張的長(zhǎng)、寬等相關(guān)數(shù)據(jù),調(diào)整前擋板" title="擋板">擋板、側(cè)擋板的位置,使得后續(xù)的各部定位準(zhǔn)確,取得良好的印刷、模切效果。
(2) 印刷部:由多個(gè)單色印刷部組成,均采用PLC與觸摸屏控制。彩色原稿經(jīng)過電子分色制版成反面圖像,然后通過印刷機(jī)進(jìn)行印刷,將水墨從印刷機(jī)網(wǎng)紋輥上轉(zhuǎn)移到印刷版上,再將水墨從印刷版上轉(zhuǎn)移到瓦楞紙板上。通過套色、疊色得到正面的圖像,實(shí)現(xiàn)原稿樣箱的復(fù)制。在觸摸屏上可以調(diào)整印刷位置,印壓滾筒的深度等。
(3) 開槽部:對(duì)印刷好的紙板進(jìn)行壓線開槽的工序。各刀具的位置通過觸控畫面可調(diào)" title="可調(diào)">可調(diào)。
(4) 模切部:模切的相位可通過觸摸屏調(diào)整設(shè)定,由PLC程序控制,配合高速脈沖計(jì)數(shù),取得精準(zhǔn)的開模效果。
技術(shù)難點(diǎn)
由印刷開槽模切機(jī)具備的功能來看,它對(duì)所采用的PLC提出了以下的挑戰(zhàn)。
(1) 位置檢測(cè)比較多,位置信號(hào)是通過編碼器給PLC的,因此對(duì)PLC的高速計(jì)數(shù)器" title="高速計(jì)數(shù)器">高速計(jì)數(shù)器的數(shù)量有要求。如送紙部有6個(gè)編碼器,印刷部各站有8個(gè)編碼器,開槽部和模切部各有7個(gè)。雖然反饋脈沖的頻率不高,但一般計(jì)數(shù)器是無法勝任的。
(2) 各站之間需要作數(shù)據(jù)通訊,如各站的故障信息,位置參數(shù)與當(dāng)前值,生產(chǎn)參數(shù),互鎖信號(hào)等等。這些數(shù)據(jù)的收發(fā),有的是主站" title="主站">主站與從站之間的,也有的是從站與從站之間的。因此通訊部分的控制程序設(shè)計(jì)是一個(gè)難點(diǎn)。
(3) 各個(gè)站都需要控制變頻器,一般用通訊方式控制。因此對(duì)通訊口的數(shù)量有要求。
(4) 程序量較大。
永宏方案
永宏P(guān)LC是臺(tái)灣永宏電機(jī)股份有效公司研發(fā)生產(chǎn)的小型PLC,近20年的專注研發(fā),永宏FBs系列的性能與品質(zhì)在小型PLC上睥睨業(yè)界,甚至可媲美中型PLC。
FBs系列的MC高功能型主機(jī),具備以下高端性能:
(1) 單機(jī)最大支持5個(gè)通訊口,支持RS-232,RS485,USB和以太網(wǎng)接口。
(2) 單機(jī)支持8個(gè)高速計(jì)數(shù)器,4個(gè)硬件高速計(jì)數(shù)器的輸入頻率" title="輸入頻率">輸入頻率為單獨(dú)200kHz,4個(gè)軟件高速計(jì)數(shù)器的輸入頻率為總和5kHz。
(3) 單機(jī)支持4軸高速脈沖數(shù)出,最大輸出頻率為200kHz。
(4) 單機(jī)支持16點(diǎn) 中斷輸入,本體的輸入點(diǎn)具有信號(hào)捕捉功能。
(5) 全系列具有20k步的程序容量。
系統(tǒng)結(jié)構(gòu)圖:

依照具體IO分布,各個(gè)部可選用32點(diǎn)~60點(diǎn)的MC高功能型PLC主機(jī),本體即可解決高速計(jì)數(shù)器以及通訊口個(gè)數(shù)的要求。
程序部分:
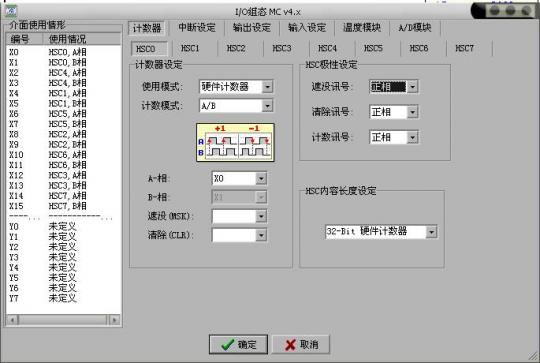
(1) 主機(jī)具備4個(gè)200kHz的硬件高速計(jì)數(shù)器(HHSC)和4個(gè)頻率總和為5kHz的軟件高速計(jì)數(shù)器(SHSC),無需另加高速計(jì)數(shù)模塊即可滿足系統(tǒng)需求。軟件高速計(jì)數(shù)器支持U/D,P/R,A/B三種計(jì)數(shù)模式,硬件高速計(jì)數(shù)器更是支持U/D*2, P/R*2, A/B*2,A/B*3, A/B*4,共計(jì)8種計(jì)數(shù)模式。
(2) 永宏P(guān)LC通過通訊口port2,可實(shí)現(xiàn)主機(jī)之間的高速CPU Link。高速聯(lián)機(jī)
時(shí),最高Baud Rate 為921.6Kbps,最低為38.4Kbps(可調(diào));Data Bit 固定為8-bit;數(shù)據(jù)以原始碼(也就是數(shù)據(jù)本身的二進(jìn)制碼)傳輸(比ASCII Code 快一倍);錯(cuò)誤檢驗(yàn)方法采用比Checksum 方式穩(wěn)定可靠的CRC-16。
高速聯(lián)機(jī)的數(shù)據(jù)傳輸理念是以COMMON DATA MEMORY 觀念來設(shè)計(jì),每站最多支配32word長(zhǎng)度的資料區(qū)域。例如主站將R0~R31 的內(nèi)容送出,則所有從站PLC 的R0~R31 的內(nèi)容都會(huì)與主站相同;2 號(hào)從PLC 將R32~R47 中內(nèi)容送出,則主站及其它從PLC 的R32~R47 的內(nèi)容都會(huì)與2 號(hào)站相同,依次類推。
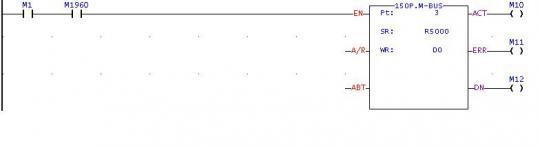
主需要在主站調(diào)用FUN151指令,并添加通訊命令,如下圖所示,即可方便完成通訊功能。而不需要在每一站分別寫通訊命令,輪流占用信號(hào)傳輸通道,有著顯著的優(yōu)越性。

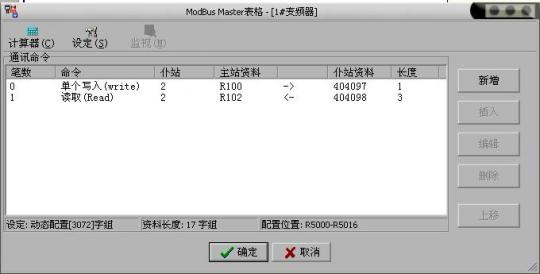
(3) 通過通訊口port1~port4的任意一個(gè),都可以使永宏P(guān)LC作為主站,與外圍設(shè)備通過Modbus協(xié)議進(jìn)行通訊。同樣是通過“功能指令+表格”的形式,F(xiàn)UN150.M_BUS指令可輕易實(shí)現(xiàn)PLC對(duì)變頻器的通訊控制,簡(jiǎn)單顯示如下:
結(jié)束語
綜上可見,永宏P(guān)LC在印刷開槽模切機(jī)的應(yīng)用中,有著令人信服的性能表現(xiàn)。依靠其出色的品質(zhì)與高性價(jià)比,永宏P(guān)LC在該行業(yè)中得到越來越多廠商的認(rèn)可。時(shí)下,隨著生產(chǎn)自動(dòng)化水平的提高,以及行業(yè)競(jìng)爭(zhēng)的激烈,永宏P(guān)LC的優(yōu)勢(shì)將日益顯著。
