
摘要:在簡(jiǎn)要介紹假捻彈力絲" title="彈力絲">彈力絲機(jī)(加彈機(jī))加工原絲成具有低彈和中彈性能的彈力絲的加工設(shè)備" title="加工設(shè)備">加工設(shè)備原理的基礎(chǔ)上,系統(tǒng)研討臺(tái)達(dá)" title="臺(tái)達(dá)">臺(tái)達(dá)變頻器加彈機(jī)運(yùn)動(dòng)控制應(yīng)用技術(shù)。
關(guān)鍵詞:加彈機(jī)擺頻功能變頻器臺(tái)達(dá)
1引言
加彈機(jī)的全稱叫假捻彈力絲機(jī),是一種將POY絲等原絲加工成具有低彈和中彈性能的彈力絲的加工設(shè)備。在紡織機(jī)械的多功能彈力絲機(jī)上,拉伸變形是重要的加工環(huán)節(jié)之一。對(duì)絲條材料進(jìn)行加熱和恒溫控制會(huì)直接影響絲條拉伸變形的質(zhì)量。絲條溫度的恒定性和絲條之間的一致性,對(duì)絲條變形的強(qiáng)度,緊縮伸長(zhǎng)率,卷曲和染色不勻等質(zhì)量指標(biāo)都有極大的影響。
2加彈機(jī)簡(jiǎn)介
加彈機(jī)的結(jié)構(gòu)(圖1)一般設(shè)置成對(duì)稱的A側(cè)(左側(cè))和B側(cè)(右側(cè)),在每一側(cè)分別安裝有上熱箱和下熱箱,每一只熱箱上安裝有加熱器和溫度傳感器,它們構(gòu)成了加彈機(jī)的加熱和測(cè)量部分。加彈機(jī)的傳動(dòng)系統(tǒng)一般采用多個(gè)變頻器分別控制各個(gè)傳動(dòng)部件的速度,通過(guò)安裝于傳動(dòng)部件上的測(cè)速傳感器(編碼器或者接近開關(guān)" title="接近開關(guān)">接近開關(guān)),實(shí)時(shí)測(cè)控各個(gè)變頻器的速度,以滿足拉伸和假捻的工藝要求,因此變頻器的閉環(huán)恒速控制至關(guān)重要。
本文介紹的加彈機(jī)案例由9臺(tái)或者11臺(tái)變頻器組成(2.2kw八臺(tái),1.5kw兩臺(tái),7.5kw/15kw一臺(tái),分別控制左一羅拉,右一羅拉,左二羅拉,右二羅拉,左三羅拉,右三羅拉,左黑輥,右黑輥,左橫動(dòng)機(jī)構(gòu),右橫動(dòng)機(jī)構(gòu),龍帶),其中2臺(tái)變頻器需要具備擾動(dòng)功能(一種紡織傳動(dòng)專用功能,也可以稱為三角波功能。),主要用于控制橫動(dòng)機(jī)構(gòu);其余7臺(tái)由于對(duì)速度的穩(wěn)定性和精確性要求比較高,需要具備速度回饋功能,工程上為了節(jié)約成本,一般脈沖信號(hào)" title="脈沖信號(hào)">脈沖信號(hào)由外部接近開關(guān)來(lái)提供。

3電氣控制系統(tǒng)
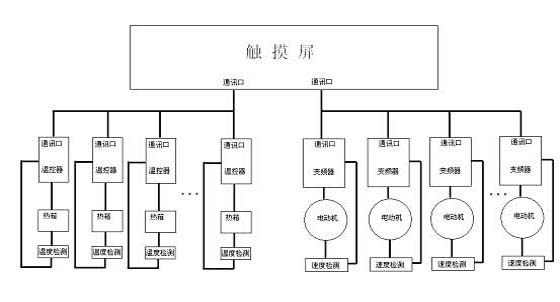
加彈機(jī)電控系統(tǒng)(圖2)由人機(jī)交互操作觸摸屏設(shè)置參數(shù)和監(jiān)控運(yùn)行狀態(tài)。溫度控制器用于將熱箱的溫度穩(wěn)定在工藝設(shè)定的溫度值。測(cè)速反饋單元用于檢測(cè)各傳動(dòng)部件的轉(zhuǎn)速反饋信號(hào),使變頻器控制電機(jī)的速度恒定在客戶設(shè)定的傳動(dòng)工藝值。
4運(yùn)動(dòng)控制系統(tǒng)
4.1衡定速度控制
為了使假捻的絲線長(zhǎng)度及捻度能有效控制并統(tǒng)計(jì),系統(tǒng)中的每臺(tái)變頻都需要死循環(huán)來(lái)穩(wěn)速,也就是說(shuō)每臺(tái)變頻都必須帶有脈沖回饋功能。
4.2速度擺頻控制
擺頻功能適用于紡織、化纖及需要卷線、橫向運(yùn)動(dòng)等場(chǎng)合。為防止纖維絲在纖維卷表面的同一點(diǎn)堆聚,必須改變橫向的運(yùn)動(dòng)方式。擺頻功能的應(yīng)用非常普遍,其主要目的在于避免卷繞時(shí)繞紗重疊,并可減少靜電。擺頻功能的原理是將一個(gè)三角頻率疊加到中心頻率上。為補(bǔ)償系統(tǒng)慣性,通常還需要加上一個(gè)快速階躍頻率。
5臺(tái)達(dá)變頻器應(yīng)用設(shè)計(jì)
臺(tái)達(dá)M系列——-高功能低噪音迷你型變頻器,具有體積小、低速力矩大、V/F及Sensorless向量控制;1.0Hz,150%以上額定轉(zhuǎn)矩輸出;內(nèi)置PID功能;計(jì)數(shù)器功能;多段速及自動(dòng)程序運(yùn)轉(zhuǎn);簡(jiǎn)易定位;累計(jì)電機(jī)運(yùn)行時(shí)間;自動(dòng)偵測(cè)(Autotunning)電機(jī)參數(shù);擺頻功能;散熱風(fēng)扇運(yùn)行模式設(shè)定;主,輔頻率控制;睡眠功能;節(jié)能運(yùn)轉(zhuǎn);RS485通訊接口,支持Modbus協(xié)議等特點(diǎn)。由于性能完善和使用方便廣泛應(yīng)用于產(chǎn)業(yè)機(jī)械、工業(yè)自動(dòng)化控制以及小型恒壓供水系統(tǒng)等廣泛的應(yīng)用領(lǐng)域。
5.1速度閉環(huán)設(shè)計(jì)
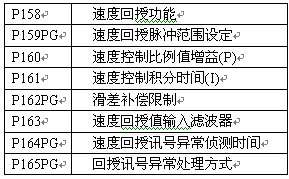
加彈機(jī)變頻器速度閉環(huán)接口接入外部最高頻率到30kHz脈沖信號(hào)。參數(shù)設(shè)計(jì)如表1所示。
由于M系列本身不提供驅(qū)動(dòng)PG(速度反饋單元)的直流電源,需要外置電源來(lái)供給PG使用。目前來(lái)說(shuō),接入到M系列的信號(hào)為單脈沖信號(hào),分別接到MI5和GND端子上。
5.2擺頻控制設(shè)計(jì)
擺頻運(yùn)行過(guò)程(圖3)描述:先依加速時(shí)間加速到擺頻預(yù)置頻率P168,并等待一段時(shí)間P169,再依加速時(shí)間至中心頻率,然后依照設(shè)定的擺頻振幅 P170、跳躍頻率P171、跳躍時(shí)間P172、擺頻周期P173、擺頻比率P174循環(huán)運(yùn)行,直到停止命令下達(dá)后依減速時(shí)間減速停止。
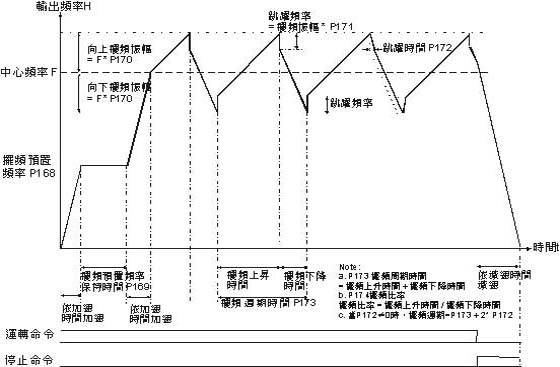
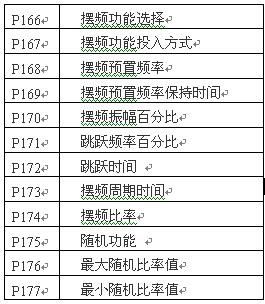
擺頻最高運(yùn)轉(zhuǎn)頻率=中心頻率+中心頻率*P170,擺頻最低運(yùn)轉(zhuǎn)頻率=中心頻率-中心頻率*P170,擺頻運(yùn)轉(zhuǎn)頻率受上、下限頻率限制,超過(guò)或低于上下限限頻率,則會(huì)依上下限重新計(jì)算擺頻運(yùn)轉(zhuǎn)頻率; 跳躍頻率=中心頻率*P170*P171,過(guò)大的跳躍頻率可能產(chǎn)生過(guò)電壓、過(guò)轉(zhuǎn)矩等異常警告跳脫; P175為隨機(jī)功能,主要是能夠隨機(jī)調(diào)整擺頻上升時(shí)間" title="上升時(shí)間">上升時(shí)間和下降時(shí)間的比例值,最大隨機(jī)比率值>=擺頻上升時(shí)間/擺頻下降時(shí)間,最小隨機(jī)比率值& lt;=擺頻上升時(shí)間/擺頻下降時(shí)間,開啟此功能后,產(chǎn)生的速度波形如圖4所示。

5.3工程實(shí)際問(wèn)題
1.PG回授信號(hào)。目前來(lái)說(shuō),PG回授信號(hào)一般采取接近開關(guān)提供的方式,所以接近開關(guān)提供信號(hào)的穩(wěn)定性是關(guān)系到整個(gè)系統(tǒng)穩(wěn)定性的非常重要的前提條件。而且接近開關(guān)提供的信號(hào)一般來(lái)說(shuō)都是弱電壓信號(hào),容易受到來(lái)自外界的干擾,建議客戶使用屏蔽電纜作為延長(zhǎng)線。
2.P170-P177對(duì)于不同的紗線,需要設(shè)置的值是不一樣的,取決于工藝的要求。這些參數(shù)需要根據(jù)經(jīng)驗(yàn)值并且結(jié)合實(shí)際生產(chǎn)出來(lái)的成品效果來(lái)做調(diào)整。
5.4故障處理
1.PGERR(速度信號(hào)出錯(cuò))。當(dāng)反饋的脈沖信號(hào)出現(xiàn)不正常時(shí)出現(xiàn)此報(bào)警。一般采取的解決方式是首先檢查連接線是否可靠,接近開關(guān)是否完好,是否有信號(hào)輸出;然后再檢查參數(shù)是否設(shè)置正確,P159脈沖數(shù)是否符合實(shí)際情況;加強(qiáng)抗干擾的措施;最后更換控制板,排除是否存在輸入信號(hào)端子的問(wèn)題。
2.OL(過(guò)載)。主要是察看負(fù)載電流情況,是否超過(guò)變頻器額定輸出電流,如果超過(guò),請(qǐng)檢查機(jī)械部分是否存在潤(rùn)滑不足等加大負(fù)載的現(xiàn)象;檢查參數(shù)部分,自動(dòng)轉(zhuǎn)矩補(bǔ)償是否設(shè)置過(guò)大;更換變頻器,排除變頻器的硬件問(wèn)題。
3.OC(過(guò)流)。檢查變頻器U-V-W是否存在短路現(xiàn)象,變頻器與電機(jī)的連接線是否可靠連接,延長(zhǎng)加速時(shí)間。
4.OH(過(guò)熱)。檢查變頻風(fēng)扇是否正常工作,電柜內(nèi)的風(fēng)扇是否正常工作,測(cè)量電柜內(nèi)的實(shí)際溫度。
6結(jié)束語(yǔ)
本機(jī)器調(diào)節(jié)方便,加工出來(lái)的絲線優(yōu)于以前設(shè)備,紗錠成型理想,增加了適用的織機(jī)范 圍,應(yīng)用效果和客戶反映良好,并且變頻器的各種保護(hù)功能為設(shè)備的安全可靠運(yùn)行提供了保證。通訊的方式簡(jiǎn)化了紡織加彈機(jī)的控制系統(tǒng),強(qiáng)大的變頻器功能提高了生產(chǎn)產(chǎn)品的質(zhì)量和生產(chǎn)效率。