摘要:詳細敘述了GLM-8型行架式刮油刮渣機工藝流程、自動控制系統(tǒng)" title="控制系統(tǒng)">控制系統(tǒng)說明。同時,總結了采用GLM-8型行架式刮油刮渣機進行污水處理" title="污水處理">污水處理所取得的經(jīng)濟效益和社會效益。
關鍵詞:刮油刮渣機、CPU224[1]、驅動機構[2]
Application of Siemens PLC" title="PLC">PLC in water handle
Author: Chen long Unit Name: Wuhan Cigarette Factory
Abstract: It was detailed to described the type GLM-8 pares off the oil and the mud machine craft process, automatic control system elucidation. At the same time, Tallying up the adoption type GLM-8 pares off the oil and the Mire machine handling acquisition the economic performance and the social performance.
Key words: pares off the oil and the mud machine、CPU224 [1] 、Drive the organization[2]
引言
在鋼鐵廠污水排放中,水中含有大量的廢渣和油,如果將廢渣和油從水中分離出來后,水就可以進行第二次利用,提出的廢渣還可以送到下一個工序進一步將里面的鐵提煉出來,這樣就大大地節(jié)約了水資源,又防止了環(huán)境污染;利用GLM-8型行架式刮油刮渣機是對鋼鐵廠污水處理方法中的一種。下面將對該污水處理系統(tǒng)做簡要論述。
一、工藝流程
GLM-8型行架式刮油刮渣機主要由驅動機構、行架、刮油耙,刮渣耙、自動控制系統(tǒng)、定位器組成。
沉淀在平流池池底的泥渣在刮渣耙的帶動下,逆水由平流池出水尾端向進水首端行駛,將泥渣帶入首端的集泥坑,刮渣機行到首端時,自動控制系統(tǒng)指導抬落耙機構的電動推桿進行工作,由于刮油耙和刮渣采用聯(lián)動,當刮泥耙抬出250mm高度時,刮油耙自動下降250mm,刮油刮渣機實行反向行駛,將浮在平流池上的油由平流池首端向尾端推動,將油刮入設在尾端的集油槽內排出平流池。從而實現(xiàn)一次全過程工作,刮油刮渣還可根據(jù)平流池的沉降過程進行半程工作兩到叁次再進行一次全程工作,具體運行軌跡見圖一,該系統(tǒng)可以根據(jù)需要通過面板上的選擇開關選擇三種運行軌跡,圖一中只畫了一個周期。

圖一:運行軌跡圖
自動控制系統(tǒng)設有現(xiàn)場手動、自動和遠程控制接口。當刮油刮渣機出現(xiàn)故障時,設備現(xiàn)場聲報警裝置進行報警,并通過信號通信系統(tǒng)將信號送到中控室報警。
設備的輸電系統(tǒng)采用電纜輸入電源和信號控制電纜輸出信號,電纜在運行過程中懸掛在空中的電纜滑車上,電纜滑車在行架式刮油刮渣機的帶動下沿著滑車軌道進行往返工作。
當設備的自動控制系統(tǒng)出現(xiàn)失控時,刮油刮渣機行駛到端頭而不能實行反程工作時,可通過設在首尾兩端的限位控制裝置切斷電源,如上述系統(tǒng)全部失控時,設在首尾端的車擋強制將設備控制在限位范圍內,從而控制了設備出軌等事故的發(fā)生。
二、控制系統(tǒng)說明
3.1硬件說明
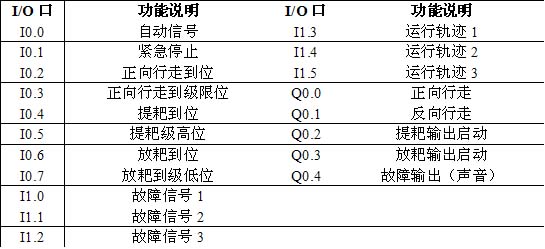
該控制系統(tǒng)所用的中央處理器為西門子公司的CPU224 AC/DC繼電器輸出。S7-200系列是一種可編程邏輯控制器(Micro PLC)。它可以控制多種多樣的自動化工業(yè)的應用,它緊湊的設計,低廉的價格,以及強大的指令,使得S7-200控制器可以近乎完美地滿足小規(guī)模的控制要求。此外,豐富的CPU類型和電壓等級使其在解決用戶的自動化問題時,具有很強的適應性,該控制系統(tǒng)所用的是S7-200系列,不過也可通過該模塊上的PROFIBUS-DP" title="PROFIBUS-DP">PROFIBUS-DP接口,通過現(xiàn)場總線將該小系統(tǒng)組態(tài)到大系統(tǒng)中。該系統(tǒng)中的CPU224的I/O" title="I/O">I/O分配如下表:
控制系統(tǒng)原理框圖見圖二。

圖二: 控制系統(tǒng)原理框圖
3.2軟件說明
該控制系統(tǒng)軟件采用西門子公司的STEP7-MICRO/WIN32的軟件編寫,PLC控制系統(tǒng)使用功能控制語言,可用多種方法,如梯形圖(Ladder)、語句表(STL)、功能圖塊(FBD)進行設計,軟件開發(fā)、調試和維護采用多種方法,可有效利用軟件資源。
該系統(tǒng)主要用到了子程序" title="子程序">子程序調用指令,在主程序中根據(jù)用戶需要對三種運行軌跡的三個子程序進行調用,從而讓刮油刮渣機在不同的條件下運行不同的軌跡。
每一種運行軌跡都是通過軟件完成,充分利用了計數(shù)、定時等指令,程序流程圖如下(圖三):

三、應用效果
該控制系統(tǒng)從安裝調試成功后,于2001年8月通過甘肅酒鋼集團的驗收。目前控制系統(tǒng)運行穩(wěn)定可靠,且操作簡單、直觀;可實現(xiàn)遠距離維護功能,從而減輕了維護強度,故障處理更方便、快速。
參考文獻:
1、S7-200編程手冊[P] 1998版……………………西門子公司
2、電機拖動[M] 1996版……………………………冶金工業(yè)出版社
